

We accept common CAD formats like STEP, IGES, and DXF.
 Zum Inhalt springen
Zum Inhalt springen Achieve unmatched precision with our Wire EDM machining services, designed for complex cuts in hard materials. Our advanced technology delivers exceptional accuracy, ideal for both prototyping and production. Trust our expertise for consistent, high-quality results, ensuring your projects meet the highest standards of performance and reliability every time.

Wire EDM (Electrical Discharge Machining) is a specialized technique used to craft intricate shapes and fine details in tough or fragile materials. Our Wire EDM services provide high-precision cuts with minimal heat distortion, making it perfect for creating tight-tolerance components, molds, tooling, and complex parts with exceptional accuracy.
| Feature | Standard Tolerance (mm) | High Precision (mm) | Ultra-Precision (mm) |
|---|---|---|---|
| Dimensional Accuracy | ±0.010 | ±0.005 | ±0.002 |
| Cutting Width (Kerf) | ±0.020 | ±0.010 | ±0.005 |
| Straightness | 0.005/100mm | 0.002/100mm | 0.001/100mm |
| Roundness | ±0.010 | ±0.005 | ±0.002 |
| Concentricity | ±0.010 | ±0.005 | ±0.002 |
| Surface Finish (Ra) | 1.6 µm | 0.8 µm | 0.2 µm |
| Minimum Feature Size | 0.25 mm | 0.15 mm | 0.05 mm |
Wire EDM machining service enables the production of intricate, high-precision components from challenging materials. This technique allows for precise cuts, sharp corners, and delicate details with micron-level accuracy. Perfect for tooling, molds, and aerospace parts, it ensures exceptional detail and precision for the most demanding applications.
Engineers and leading manufacturers trust Yicen Precision for fast iterations and durable, high-performance parts. Whether for prototyping or full-scale production, our extensive material selection ensures precision, strength, and reliability for any CNC machining project.
Aluminum 5052
Aluminum 7075 & 7075-T6
Aluminum 6063-T5
Aluminum 7050-T7451
Aluminum MIC-6
Aluminum 6061-T6
Aluminum 2024-T3
Brass C360
Brass 260
C932 M07 Bearing Bronze
EPT Copper C110
Copper 101
Alloy Steel 4130,4140
ASTM A36
Stainless Steel 15-5, 17-4, 18-8, 303
Stainless Steel 303, 304, 316/316L
Stainless Steel 416, 420
Steel, Low Carbon
Steel A36
Titanium Grade 2, Titanium 6Al-4V
Zinc Sheet Alloy 500
Wire EDM machining delivers exceptional precision and minimal burr formation. At Yicen Precision, we offer a range of finishing options to ensure your EDM-cut parts meet tight tolerances and maintain excellent surface integrity.

The fastest finish option, featuring visible tool paths and potentially sharp edges or minor burrs, removable upon request. Offers a surface roughness of approximately 125 µin Ra.

Glass bead media is used to create a smooth, matte texture. Ideal for reducing visual imperfections and improving uniformity.

Removes microscopic burrs through chemical reactions, preserving tight tolerances. Commonly used for intricate or thin-walled EDM components where mechanical methods are too aggressive

A precision blasting process that uses fine abrasive particles for controlled smoothing and texturing. Useful for delicate EDM parts that require minimal material removal.

Tumbling uses rotating barrels with abrasive media to smooth edges and deburr parts. It’s a cost-effective method for improving surface texture on small or complex EDM parts.

An electrochemical treatment that smooths and brightens stainless steel surfaces, improving corrosion resistance and cleanliness. Removes 0.0001″–0.0025″ of material and meets ASTM B912-02 standards.

A chemical process for stainless steel parts that removes contaminants and enhances corrosion resistance. Ideal for medical, food-grade, and aerospace components cut via Wire EDM.

A chemical process for stainless steel parts that removes contaminants and enhances corrosion resistance. Ideal for medical, food-grade, and aerospace components cut via Wire EDM.
We specialize in converting your ideas into high-quality, functional components with unparalleled speed and accuracy. With advanced technology and expert craftsmanship, we create parts that meet the most complex specifications.
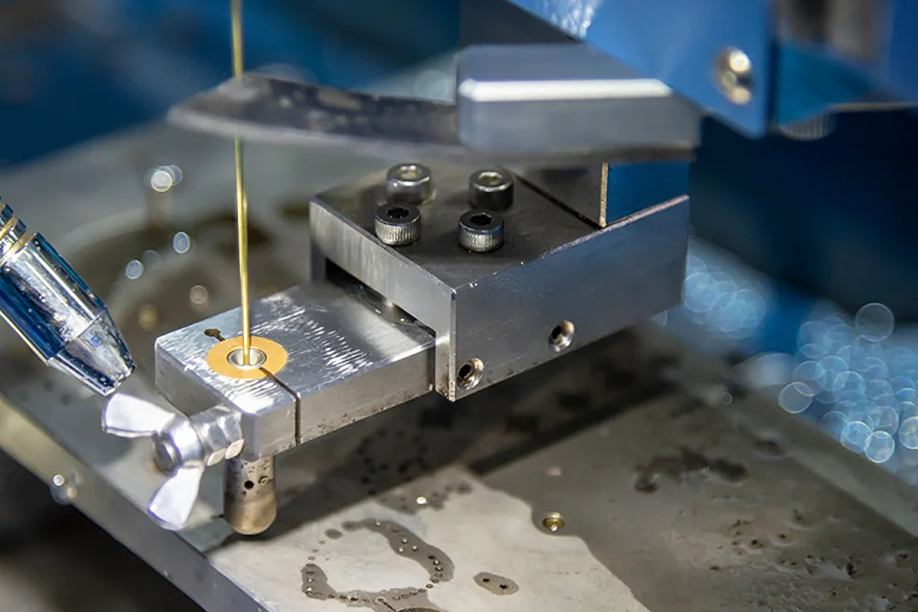
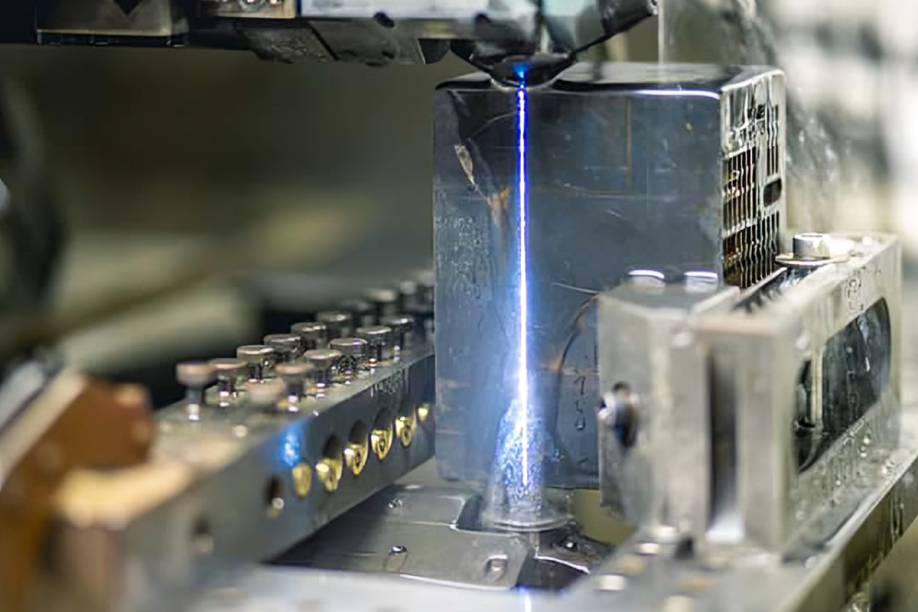
Wire EDM Machining services use a thin, electrically charged brass or copper wire to cut complex shapes with extreme precision. The workpiece is submerged in dielectric fluid, where electrical discharges erode the material. This process is ideal for achieving intricate geometries and tight tolerances.
Here’s a simple breakdown of the steps involved:
The material, whether it’s steel, titanium, or a similar hard material, is secured in a holding fixture. The workpiece is placed in a tank filled with dielectric fluid, which cools and flushes away the debris created during the machining process.
The appropriate wire is selected based on the material and the complexity of the cut. The wire is fed through the material, and as an electrical discharge occurs, it erodes the material, following a precise path as dictated by the design.
The wire moves along the programmed path, eroding away tiny sections of the material with each discharge. This continuous process creates intricate shapes and sharp details with micron-level precision.
Once the cut is complete, the part is removed from the fluid and examined. The surface finish is often smooth and requires minimal additional post-processing.
Wire EDM can achieve remarkable accuracy, with tolerances often as tight as 0.0001 inches (0.0025mm), making it ideal for industries that demand precision and reliability.
UNFOLD SECTION
Wire EDM machining offers unmatched precision, the ability to cut complex shapes, and superior surface finishes without introducing mechanical stress to the part.
One of the main advantages of Wire EDM is its ability to create highly detailed and intricate parts. The technology can cut sharp corners, fine features, and even perform undercuts in materials that traditional methods struggle with. With tolerances reaching as tight as ±0.0001 inches, it is suitable for projects requiring micron-level accuracy.
Wire EDM can be used on a wide range of materials, including metals like steel, titanium, carbide, and even exotic materials such as Hastelloy or Inconel. This versatility makes it an essential tool in industries like aerospace, automotive, medical, and defense, where complex components are often required.
Unlike traditional machining methods that generate a lot of material waste, Wire EDM only removes material where necessary. This helps reduce scrap material, which is both cost-effective and environmentally friendly.
Wire EDM excels at cutting complex shapes and geometries that would be nearly impossible to achieve with conventional machining methods. Whether you’re working with intricate tool designs, molds, or aerospace components, Wire EDM ensures that your designs are faithfully replicated with exacting precision.
Since the Wire EDM process doesn’t involve direct contact between the tool and the workpiece, there’s no mechanical stress placed on the material. This makes it particularly useful for delicate or brittle materials, which might deform or crack under traditional machining techniques.
Wire EDM offers fast iteration times, making it ideal for prototyping. Since it can be easily programmed and set up for new designs, engineers can quickly adjust and refine prototypes, saving valuable time in the product development process.

Explore Machining services blog for expert insights on CNC machining, industry trends, manufacturing tips, and technology updates—designed to keep you informed, inspired, and ahead in precision engineering.
What file formats do you accept for Wire EDM jobs?
We accept common CAD formats like STEP, IGES, and DXF.
Can Wire EDM produce sharp internal corners?
Yes, it’s ideal for sharp corners and fine details.
Does Wire EDM cause heat damage to materials?
No, the process minimizes heat-affected zones, preserving material properties.
What tolerances do you maintain with Wire EDM?
We achieve tolerances as tight as ±0.005 mm.
How thick can the material be for Wire EDM cutting?
Typically, materials up to 300 mm thick can be machined depending on the job.