Les ateliers modernes utilisent la CFAO dans la CNC pour passer rapidement des modèles 3D à des pièces précises. Ce guide explique comment les logiciels intégrés renforcent la programmation, réduisent les réglages et améliorent la qualité. Vous y trouverez des notions de base en langage clair, un flux de travail étape par étape, des paramètres clés, un tableau comparatif, un exemple réel et des questions-réponses concises. Des liens vers les services de Yicen sont inclus afin que vous puissiez passer directement de l'apprentissage à un devis.
La CAO et la FAO dans l'usinage quotidien
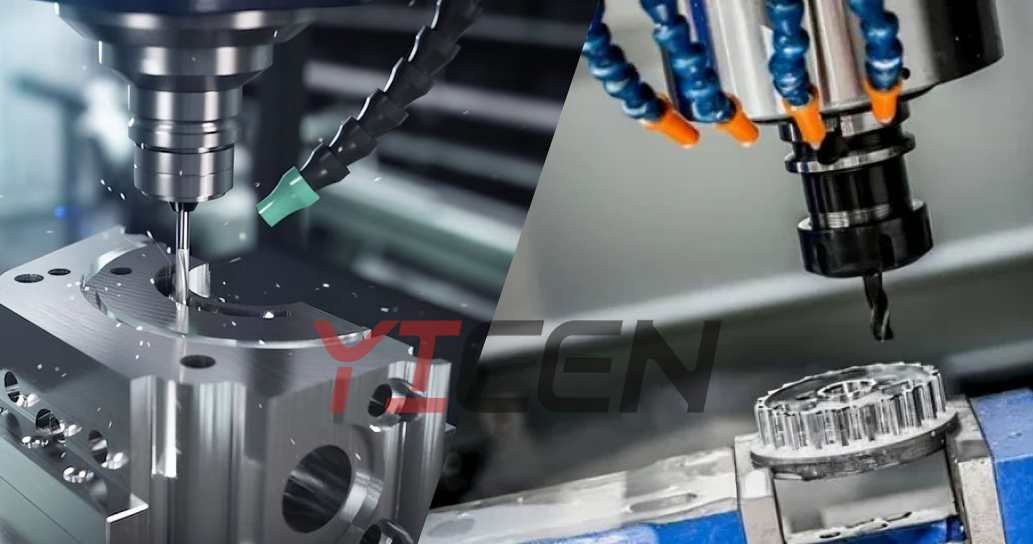
Dans un flux de travail classique, les équipes de conception créent le modèle 3D et le dessin, puis les programmeurs génèrent les parcours d'outils et le code G qui fait fonctionner la machine. La conception assistée par ordinateur définit la géométrie et les PMI (tolérances, GD&T), tandis que la fabrication assistée par ordinateur convertit cette définition en mouvements d'outils sûrs et efficaces pour les fraiseuses, les tours et les fraiseuses-tourneuses. Les références qui font autorité décrivent la FAO comme un logiciel qui pilote les machines-outils et suit la CAO dans la chaîne numérique ; le code G est le nom commun de la FAO. CNC langage que les machines exécutent.
Les travaux du NIST sur le PMI montrent pourquoi la qualité des données CAO en amont est importante : lorsque les informations relatives à la fabrication du produit sont modélisées correctement, elles peuvent être vérifiées et transmises à la fabrication et à l'inspection en aval avec moins d'erreurs de traduction. Cela permet d'améliorer ce que l'on voit sur la machine et dans l'assurance qualité.
Pourquoi l'intégration est-elle rentable pour la production ?
Lorsque la conception et la programmation restent numériques de bout en bout, il y a moins d'étapes manuelles et moins d'erreurs. L'intégration de la CAO/FAO dans la CNC raccourcit le réglage, réduit le temps de programmation et améliore le rendement des premières pièces en associant une géométrie précise à des parcours d'outils qui respectent le modèle et les tolérances. La couverture de l'industrie met en évidence les tendances à l'origine de ces gains : des stratégies de parcours d'outils plus intelligentes, des partenariats plus solides entre les fabricants de logiciels et de machines, et une meilleure connectivité pour la simulation et la vérification.
Du modèle à la machine, un flux de travail simple
Le schéma ci-dessous illustre la manière dont les magasins compétents passent du téléchargement aux puces, en conservant les données intactes et en limitant les risques.
- Le design est prêt : Recevez des fichiers STEP ou CAO natifs avec des PMI clairs. Une conception solide assistée par ordinateur réduit les conjectures et accélère la DFM. Les travaux du NIST mettent l'accent sur l'intégrité de la PMI pour une utilisation en aval.
- Programmer intelligemment : La FAO permet de sélectionner les outils, les supports et les stratégies, de définir les stocks et les montages, puis de générer des trajectoires. C'est là que la fabrication assistée par ordinateur se distingue.
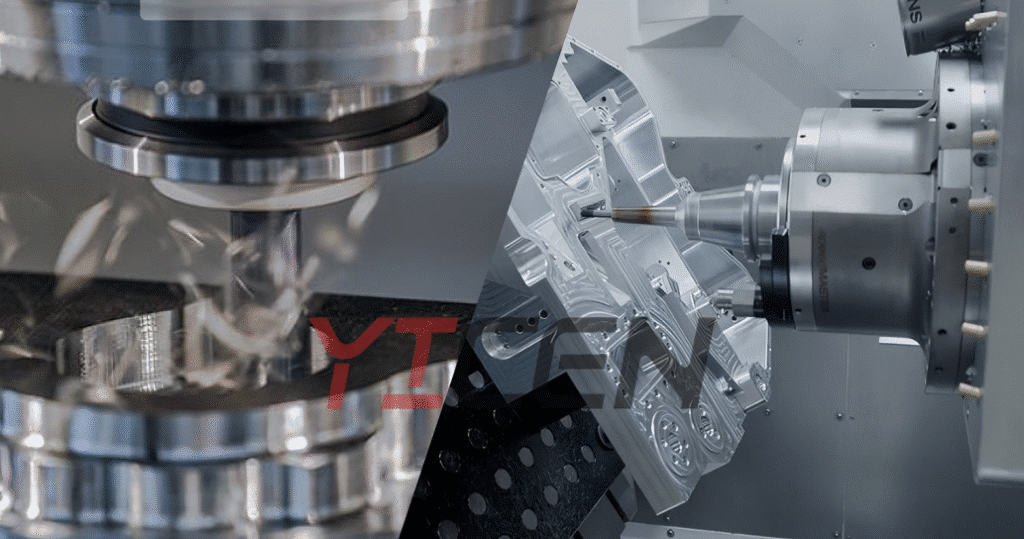
- Simuler et vérifier : Effectuer une simulation complète de la machine et de l'enlèvement de matière ; vérifier la portée, les collisions et les stocks restants. SME note que les vérifications modernes et les bibliothèques d'outils réduisent le temps de préparation.
- Postez et prouvez-le : Utilisez le bon post-processeur pour que le résultat corresponde à votre contrôle (par ex, Fanuc, Siemens, Heidenhain, etc.) Le poste traduit les parcours d'outils génériques en code G spécifique à la machine.
- Exécuter et inspecter : Réalisez la première pièce, mesurez les caractéristiques critiques, puis verrouillez les avances, les vitesses et le palpage afin que le travail se répète de manière fiable.
Des paramètres qui donnent des résultats
Une poignée de paramètres contrôlent la chaleur, le flux de copeaux, la durée de vie de l'outil et la finition. En les réglant correctement dans la FAO, on améliore à la fois la vitesse et la qualité de l'usinage.
- Vitesse de coupe et RPM : Réglée par le matériau et l'outil ; une vitesse de surface excessive augmente la chaleur et l'usure.
- Avance par dent ou par tour : Régit l'épaisseur et la finition des copeaux ; une épaisseur trop faible provoque des frottements, une épaisseur trop importante risque de provoquer des cassures.
- Descente et passage à la vitesse supérieure : Équilibrer le temps de cycle, la déflexion et la hauteur des festons ; l'ébauche adaptative maintient la charge stable pour protéger les outils.
- Rayon et géométrie du nez de l'outil : Influence la finition et le bavardage ; correspond au matériel et à la stratégie.
- Evacuation du liquide de refroidissement et des copeaux : Essentiel pour la durée de vie des outils et la stabilité dimensionnelle.
Les universités et les sources commerciales lient ces paramètres directement à la qualité de la plaquette, au matériau et à la stratégie du parcours d'outil, et ils sont choisis et contrôlés dans le cadre d'un logiciel de fabrication assistée par ordinateur.
Ce que la CFAO améliore le plus dans la CNC
Sans en faire un "cadre" à part entière, la valeur se résume à quelques avantages prévisibles qui aident les acheteurs, les ingénieurs et les équipes d'assurance qualité à respecter les dates et les spécifications.
- Moins de transferts manuels : Une conception assistée par ordinateur propre à la FAO signifie moins de traductions et de ressaisies de spécifications.
- Programmation plus rapide : La reconnaissance des caractéristiques et les stratégies modélisées automatisent les tâches de routine.
- Meilleure réussite de la première partie : Les contrôles de collision et la simulation des stocks révèlent les problèmes avant que la machine ne le fasse.
- Des temps de cycle plus courts : L'ébauche à grande vitesse et l'usinage de reprise réduisent l'aérocoupage et maintiennent la charge de copeaux.
- Une qualité plus constante : Les messages accordés à votre contrôle réduisent l'édition sur la machine ; le sondage ferme la boucle.
Les rapports des PME sur l'évolution de la CFAO soulignent que l'automatisation des meilleures pratiques et l'usinage basé sur les connaissances sont les principaux moteurs de ces améliorations.
Arguments en faveur de la CFAO dans le domaine de la CNC
C'est à ce moment-là que le modèle cesse d'être une "conception" pour devenir une "fabrication". Lorsque la CFAO en CNC est bien configurée, le poste, le modèle de la machine et la bibliothèque d'outils travaillent ensemble. Il en résulte un code prévisible, moins de surprises et une programmation sûre. Le code G reste la lingua franca de la CNC, et des postes précis garantissent que ce que vous simulez est ce que le contrôleur exécute.
Comparaison pour la planification et le retour sur investissement
| Scénario | Pour | Cons | Meilleure adéquation |
| Programmation manuelle uniquement | Contrôle total de la machine ; aucun coût de logiciel | Lente, sujette aux erreurs, difficile à répéter ; simulation limitée | Ajustements ponctuels, travaux hérités simples |
| CAO avec parcours d'outils codés à la main | Géométrie précise ; licences minimales | Temps nécessaire, contrôles de collision faibles, connaissances tribales | Plaques, fixations et entretien simples |
| Intégration de la CAO/FAO dans la CNC | Programmation rapide ; simulation ; modèles ; postes vérifiés ; continuité numérique | Licence et effort de déploiement | Production en série, pièces complexes, travail sur plusieurs axes |
La couverture indépendante lie les gains de productivité aux progrès des parcours d'outils de FAO et à une vérification plus rigoureuse, deux avantages essentiels d'une approche intégrée.
Applications dans tous les secteurs d'activité aux États-Unis
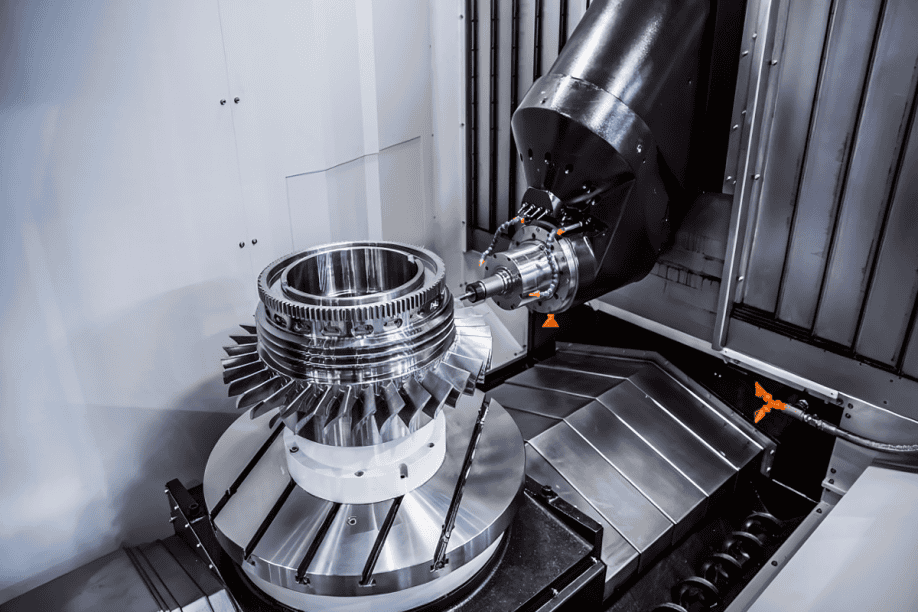
Les ateliers appliquent ces outils dans aérospatiale des parenthèses, médical boîtiers, cadres robotiques, automobile l'outillage et le matériel de consommation. Les objectifs stricts en matière de GD&T et de finition de surface sont courants, et la combinaison de la conception assistée par ordinateur avec la fabrication assistée par ordinateur permet de garder ces objectifs à l'esprit, du modèle à l'inspection. Pour les acheteurs qui regroupent des fournisseurs, Yicen peut combiner la programmation, l'usinage, la finition et l'inspection sur un seul devis afin de réduire les délais et les transferts.
Choisir un logiciel et le faire vivre
Le choix de la "meilleure CFAO" est moins une question de marque que d'adaptation. Concentrez-vous sur l'intégrité des données, les postes, les bibliothèques et la formation pour que votre premier mois soit marqué par des gains visibles.
- Données et PMI : Préférer la CAO qui transporte les PMI de manière fiable ; les travaux du NIST sur l'interopérabilité entre la CAO et la CFAO, d'une part, et entre la CAO et la MMT, d'autre part, visent à rendre cette interopérabilité possible.
- Post-traitement : Vérifiez que vos contrôles sont pris en charge ; un bon poteau n'est pas négociable. Wikipédia et les directives des équipementiers décrivent tous deux le poste comme le traducteur entre les trajectoires de la FAO et le code machine.
- Bibliothèques d'outils et modèles : Consacrez une journée à la normalisation des supports, des fraises, des avances et des stratégies par défaut ; le temps passé sera rentabilisé à chaque travail.
- Vérification et simulation : Utilisez la simulation de la machine pour détecter les surcourses et les collisions avant l'installation. Des articles publiés dans l'industrie montrent que ces outils permettent de réduire considérablement le temps de préparation.
- Formation et adoption : Choisissez des sessions courtes et pratiques liées à vos pièces. L'objectif est d'obtenir des résultats reproductibles, et non des logiciels théoriques.
Les pièges les plus courants et comment les éviter
En évitant ces schémas, vous protégerez les budgets et les calendriers, en particulier au cours des premiers mois de mise en œuvre.
- Discipline du modèle souple : L'absence ou l'incohérence de la PMI conduit à des hypothèses erronées au niveau de la machine.
- Postes génériques : Les messages non accordés provoquent des modifications à l'étage et rompent le lien entre la simulation et la réalité.
- Tolérances trop serrées : Si un visage est cosmétique, qu'il le soit ; gardez des spécifications strictes pour ce qui est fonctionnel.
- Ignorer le contrôle des puces : CAM définit la stratégie, mais le liquide de refroidissement et l'évacuation des copeaux maintiennent les plaquettes en vie.
- Sauter l'épreuve : Des essais à blanc et des routines de sondage permettent d'éviter les rebuts dès la première pièce.
Exemple concret de production
A robotique Le client avait besoin de 200 châssis en aluminium avec des tolérances de positionnement strictes sur trois faces et plusieurs poches à parois minces. L'équipe a utilisé la conception assistée par ordinateur avec PMI complet, puis a construit des gabarits FAO pour l'ébauche, l'usinage de repos et la finition. La simulation de la machine a détecté un conflit de portée sur une poche profonde, et un simple changement de porte-outil a permis de le résoudre avant la mise en route. Avec des montants ajustés et des parcours d'outils vérifiés, le premier article répondait à toutes les spécifications. Les mêmes gabarits ont ensuite été utilisés pour un ensemble de supports en acier inoxydable, ce qui prouve que la fabrication assistée par ordinateur peut s'appliquer à tous les matériaux avec un minimum de reprogrammation.
Questions et réponses rapides
Quels sont les formats de fichiers qui conviennent le mieux à la programmation ?
STEP avec un PDF coté est le transfert le plus courant. La CAO native convient si les deux parties utilisent le même système. La présence de PMI dans le modèle facilite la vérification en aval, surtout si l'on considère que la CAO/FAO dans les processus d'usinage CNC rationalise le transfert de données et réduit les erreurs.
Ai-je besoin d'un message différent pour chaque machine ?
Souvent oui. Un poste cible une commande spécifique et parfois un modèle de machine spécifique pour refléter la cinématique et les codes avec précision. Il s'agit d'un aspect essentiel de la façon dont la CFAO dans les processus d'usinage CNC assure la compatibilité et l'efficacité entre les différents équipements.
Le code G est-il toujours la norme ?
Oui. Le code G, normalisé à partir du RS-274, reste le principal langage de la CNC ; les différents contrôleurs ont des dialectes, d'où l'importance des postes.
La FAO peut-elle vraiment réduire le temps de cycle ?
Les parcours d'outils à grande vitesse, l'ébauche de repos et l'engagement vérifié peuvent réduire considérablement les délais tout en prolongeant la durée de vie de l'outil, comme le montre la couverture de l'industrie.
Par où commencer en cas d'externalisation ?
Envoyez vos DAC, quantités et délais à Yicendemander la DFM et une approche de programmation avant de s'engager.





