Introdução
Uma vez que a sua pergunta parece referir-se à descrição de algo “em profundidade” (assumindo que “depply” é um erro de digitação para “deeply” ou “depth”), e com base na nossa conversa recente sobre Torneamento CNC defeitos, vou fornecer uma análise mais detalhada e aprofundada aqui. Se não foi isto que quis dizer, sinta-se à vontade para esclarecer! Vou basear-me na publicação do blogue que criei anteriormente, aprofundando as causas, efeitos, soluções e implicações reais para indústrias como a aeroespacial, automóvel e médico. Este vai para além do básico, incluindo conhecimentos técnicos, estudos de casos e estratégias avançadas de prevenção.
Compreender o torneamento CNC e a importância dos defeitos
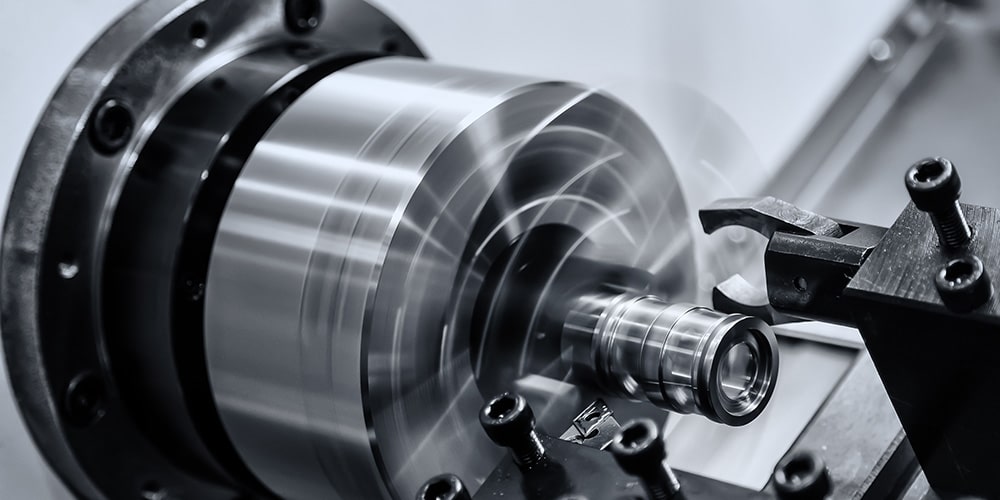
Torneamento CNC é um processo de fabrico subtrativo em que uma peça de trabalho roda num torno enquanto as ferramentas de corte removem material para criar peças cilíndricas. É preciso, eficiente e amplamente utilizado para componentes como veios, casquilhos e acessórios. No entanto, podem surgir defeitos de origem mecânica, material, ou factores operacionais, levando à falha de peças, aumento de custos e riscos de segurança.
Em profundidade, os defeitos não são apenas cosméticos - afectam a funcionalidade. Por exemplo, na indústria aeroespacial, um eixo de turbina defeituoso pode causar desequilíbrio no motor, levando a uma falha catastrófica. Um estudo realizado em 2023 pelo Manufacturing Institute indicou que maquinagem Os defeitos são responsáveis por 25% de desperdício de produção nas instalações dos EUA, custando milhares de milhões de euros por ano. Para os resolver, é necessária uma abordagem holística: analisar as causas principais, implementar controlos e tirar partido dos conhecimentos de especialistas Serviços de torneamento CNC.
1. Acabamento superficial deficiente: para além dos pontos difíceis
Um acabamento superficial deficiente manifesta-se como rugosidade, riscos ou textura irregular na peça torneada. Em profundidade, este defeito tem origem em interações de micro-nível entre a ferramenta e a peça de trabalho.
Exploração das causas profundas:
O texto fornecido enumera quatro grandes causas profundas de mau acabamento da superfície (rugosidade elevada, marcas visíveis, goivas, ondas ou irregularidades) em processos de maquinagem como viragem, fresagem, ou operações semelhantes. De seguida, explicarei cada uma delas em pormenor, incluindo os mecanismos físicos subjacentes, os sintomas típicos, a razão pela qual ocorrem e exemplos reais.
1. Desgaste e geometria da ferramenta
À medida que uma ferramenta de corte (por exemplo, pastilha, fresa de topo ou ferramenta de ponta única) se desgasta progressivamente durante a utilização, a geometria da sua aresta de corte muda drasticamente - e isto degrada diretamente a qualidade da maquinado superfície.
- Mecanismos:
- Aresta afiada fresca → corte limpo do material → superfície lisa com marcas de avanço apenas do raio da ponta da ferramenta e da velocidade de avanço.
- Tipos de desgaste: desgaste de flanco (na face de folga), desgaste de cratera (na face de ataque), lascamento/micro-lascamento ou desgaste de entalhe.
- A aresta desgastada torna-se arredondada/romba → lavra/esfrega em vez de corte limpo → deformação plástica, manchas ou rasgões na superfície da peça de trabalho.
- As arestas lascadas ou irregulares criam um corte inconsistente → riscos aleatórios, rasgões ou incrustações material depósitos.
- Efeitos típicos na superfície:
- Aumento dos valores de Ra (rugosidade média).
- Marcas de rasgão irregulares, especialmente em materiais dúcteis.
- Fraco controlo dimensional devido à alteração da geometria de corte efectiva.
- Exemplo:
- No torneamento de alumínio com uma pastilha de metal duro, uma aresta lascada arrasta e rasga o metal macio → marcas visíveis de rasgões ou aparência difusa em vez de um acabamento espelhado.
- Em mais difícil materiais (por exemplo, aço endurecido ou titânio), o desgaste do flanco provoca fricção → acumulação de calor e superfícies vidradas ou polidas (mas rugosas).
O desgaste da ferramenta é cumulativo: o acabamento da superfície começa muitas vezes por ser aceitável, mas degrada-se progressivamente até a ferramenta ser indexada/substituída. A monitorização do desgaste do flanco (VB) é uma forma padrão de prever quando é que o acabamento vai sofrer.
2. Vibração e vibração
Vibração - especialmente auto-excitada tagarelar - é uma das causas mais visíveis e destrutivas do mau acabamento da superfície, produzindo padrões caraterísticos periódicos ou ondulados.
- Mecanismos:
- Conversa regenerativa (mais comum): A ferramenta deixa uma superfície ondulada → próxima passagem (ou próximo dente em fresagem) corta espessura variável da pastilha → variação da força → vibração amplificada na frequência natural do sistema → ondas crescentes.
- Vibração forçada: De máquina desequilíbrios, excentricidade do fuso ou fontes externas.
- Ressonância: Quando a frequência de corte ou os harmónicos correspondem à frequência natural da ferramenta, do suporte, do fuso ou da peça de trabalho.
- Velocidades elevadas do fuso (por exemplo, >2000 RPM em torneamento ou alta velocidade fresagem) aumentam o risco porque as pequenas perturbações são amplificadas rapidamente.
- Efeitos típicos na superfície:
- Ondas/ripés regulares e repetitivos (frequentemente com 0,1-1 mm de comprimento de onda).
- “Marcas de tagarelice” - faixas visíveis ou padrões de tábua de lavar.
- Em casos graves: ranhuras profundas, marcas de ferramentas ou mesmo quebra de ferramentas.
- Exemplo:
- Fresa de topo comprida e fina em bolsa profunda fresagem → deflexão + efeito regenerativo → guincho audível + superfície ondulada no sentido da alimentação ou do passo.
- Ao rodar um veio longo sem suporte a altas RPM → harmónicas excitam modos de flexão → variações periódicas de diâmetro e ondas de superfície.
A vibração é uma instabilidade dinâmica; a sua redução requer frequentemente a alteração da velocidade/alimentação, o encurtamento da saliência, a melhoria da rigidez ou a utilização de ferramentas de passo variável.
3. Questões relacionadas com o líquido de refrigeração e a lubrificação
A aplicação incorrecta do líquido de refrigeração (ou nenhuma) perturba a termodinâmica e a tribologia da zona de corte, conduzindo frequentemente a um dos defeitos clássicos: Borda construída (BUE).
- Mecanismos:
- Elevada fricção/calor a baixas velocidades ou com lubrificação deficiente → peça de trabalho material solda na ponta da ferramenta (pressão + temperatura + afinidade).
- O BUE cresce → altera o ângulo de ataque efetivo e a nitidez do gume → corte instável (o BUE parte-se e volta a formar-se periodicamente).
- A refrigeração insuficiente não remove o calor/fichas → as temperaturas elevadas favorecem a aderência.
- Em alguns casos, a utilização de demasiado líquido de refrigeração ou de um tipo incorreto pode provocar choques térmicos ou uma lubrificação inadequada.
- Efeitos típicos na superfície:
- Goivas, riscos ou manchas onde as partículas BUE se soldam ou se arrastam pela peça de trabalho.
- Aspereza variável (boa em alguns pontos, péssima noutros).
- Em alumínio ou em aços de baixo teor de carbono → os clássicos “pedaços soldados sob pressão” que se desfazem em pedaços.
- Exemplo:
- Torneamento a seco ou com névoa do alumínio 6061 a velocidade moderada → BUE forma-se rapidamente → a ferramenta arrasta material → goivas profundas e aspeto rugoso e esburacado.
- Titânio maquinagem com líquido de arrefecimento de alta pressão de má qualidade → concentrados de calor → BUE grave ou galgamento.
As soluções incluem velocidades mais elevadas (para reduzir a tendência BUE), ferramentas mais afiadas com travão positivo, melhor líquido de refrigeração (alta pressão através da ferramenta), ou mesmo a seco maquinagem com revestimentos especializados em alguns casos.
4. Propriedades dos materiais
A peça de trabalho material determina o grau de “tolerância” durante o corte - o mau acabamento resulta frequentemente do comportamento inerente ao corte.
- Mecanismos:
- Materiais macios/dúcteis (alumínio, cobre, muitos plásticos, aços de baixo teor de carbono): Grande zona de deformação plástica → fluxo lateral, manchas ou rasgões em vez de fratura limpa → rebarbas/rasgos.
- Materiais duros/resistentes (titânio, Inconel, aços endurecidos): Forças de corte elevadas + baixa condutividade térmica → calor localizado intenso → amolecimento térmico, endurecimento por trabalho ou formação de camadas brancas.
- Algumas ligas promovem a BUE (por exemplo, metais gomosos macios) ou a segmentação (por exemplo, metais duros materiais com cisalhamento adiabático).
- As não homogeneidades (peças fundidas com incrustações, inclusões ou variações de tratamento térmico) causam um corte inconsistente.
- Efeitos típicos na superfície:
- Plástico/borracha materiais → mau acabamento por recuperação elástica ou fusão/mancha.
- Titânio/Inconel → vidros induzidos pelo calor, fissuras ou zonas rugosas afectadas pelo calor.
- Metais dúcteis → aspeto “encastrado” ou rasgado.
- Exemplo:
- Maquinação Plástico Delrin ou ABS → deformação macia → difusa, mau acabamento, a menos que se utilizem ferramentas muito afiadas e avanços baixos.
- Liga de titânio com alimentação elevada → calor excessivo → oxidação da superfície, alfa-case ou camada rugosa de microfissuras.
Material a escolha obriga muitas vezes a fazer compromissos: mais macio = corte mais fácil mas pior potencial de acabamento; mais duro = melhor acabamento possível mas requer uma configuração rígida e ferramentas afiadas.
Quadro recapitulativo das causas profundas
| Causa | Mecanismo primário | Defeito de superfície típico | Materiais mais afectados | Correcções comuns |
| Desgaste da ferramenta e geometria | Borda cortada → lavoura | Marcas de lágrimas, aumento da Ra | Todos, pior em dúctil/duro | Indexação frequente, ferramentas mais afiadas |
| Vibração/Chatter | Ondas regenerativas/auto-excitadas | Ondas periódicas, marcas de vibração | Ferramentas longas, paredes finas | Rigidez ↑, afinação da velocidade/alimentação |
| Problemas com o líquido de refrigeração/lubrificante | BUE de aderência/fricção | Goivas, manchas, depósitos | Alumínio, aços macios | Melhor líquido de refrigeração, maior velocidade |
| Propriedades do material | Comportamento de deformação/calor/adesão | Rasgões, manchas, marcas térmicas | Ligas macias dúcteis e duras | Ajustar os parâmetros por material |
Estes quatro factores interagem frequentemente (por exemplo, ferramenta gasta → mais calor → pior BUE → mais vibração). Na prática, o diagnóstico de mau acabamento começa normalmente com a verificação do estado da ferramenta → rigidez/vibração → parâmetros/refrigerante → material-ajustes específicos.
Efeitos em cenários reais:
- No sector automóvel Serviços CNC, As hastes de pistão ásperas aumentam o atrito, reduzindo a eficiência do motor até 5%.
- Médico Os implantes com acabamentos deficientes podem albergar bactérias, aumentando os riscos de infeção - uma preocupação salientada nas recolhas da FDA.
Soluções avançadas e prevenção:
Torneamento CNC é um processo de fabrico essencial para produzir peças cilíndricas com tolerâncias apertadas. Para obter um desempenho ótimo e melhorar a qualidade das peças torneadas, podem ser utilizadas várias técnicas e ferramentas avançadas. De seguida, apresentamos uma análise mais aprofundada de algumas estratégias que melhoram precisão e eficiência em Operações de torneamento CNC:
1. Monitorização da alimentação em tempo real com software de controlo adaptativo
Software de controlo adaptativo é uma ferramenta sofisticada que monitoriza o processo de maquinagems em tempo real e ajusta automaticamente o taxa de alimentação e condições de corte com base no estado atual da operação. Esta tecnologia é particularmente vantajosa em Torneamento CNC, uma vez que permite que o máquina para responder de forma dinâmica a alterações nas forças de corte, desgaste da ferramenta e propriedades do material. Eis como ajuda:
- Mantém as condições de corte óptimas: O controlo adaptativo garante que a taxa de avanço é ajustada para corresponder às condições de corte, mantendo a eficiência da material evitando o desgaste excessivo da ferramenta ou a acumulação de calor.
- Melhora a consistência: Ao monitorizar continuamente o maquinagem o software pode ajustar o avanço para compensar as variações na peça de trabalho material, o estado da ferramenta ou mesmo alterações em factores ambientais como a temperatura.
- Reduz o tempo de ciclo: Ao otimizar as condições de corte em tempo real, o controlo adaptativo pode ajudar a reduzir maquinagem tempo sem sacrificar a qualidade das peças, aumentando a produtividade global.
Por ajustar automaticamente os avanços durante o processo de torneamento, o software de controlo adaptativo ajuda a manter uma qualidade consistente das peças, minimiza desgaste da ferramenta, e melhora maquinagem eficiência.
2. Medição da rugosidade da superfície (Ra) para peças de precisão
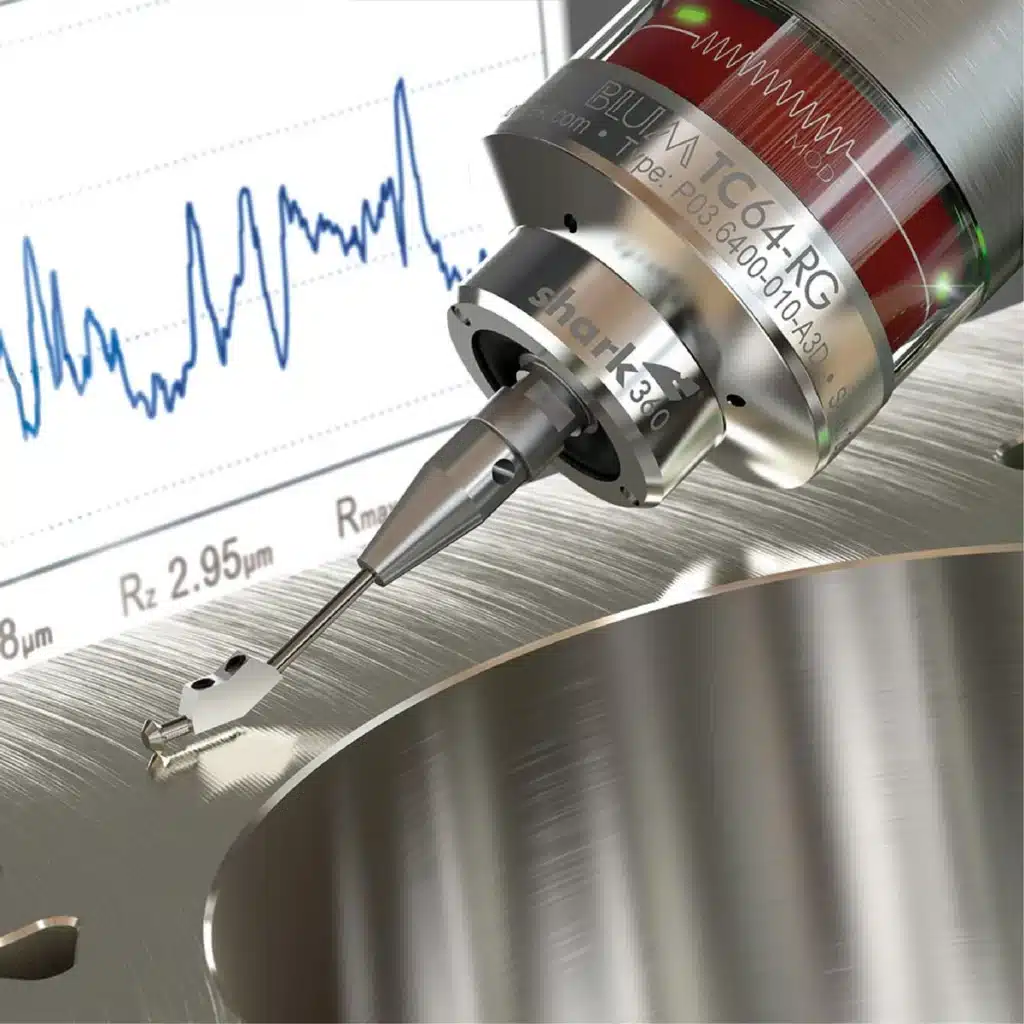
Em precisão maquinagem, Para além das tolerâncias dimensionais, a obtenção do acabamento superficial desejado é muitas vezes tão importante como o cumprimento das tolerâncias dimensionais. Ra (Rugosidade Média) é uma métrica chave utilizada para quantificar o acabamento da superfície de uma peça torneada. Mede a altura média das irregularidades da superfície ao longo de um comprimento definido, fornecendo uma medida fiável de suavidade.
- Valores-alvo de Ra para peças de precisão: Para peças torneadas de alta precisão, especialmente as utilizadas em indústrias como aeroespacial ou dispositivos médicos, um valor Ra de 0,8-1,6 µm é normalmente desejado. Este nível de acabamento da superfície garante que a peça tem uma rugosidade mínima, contribuindo para uma melhor funcionalidade, apelo estéticoe desempenho mais duradouro.
- Medição de Ra após a viragem: Depois de virar, Medições de Ra são tipicamente tomadas utilizando profilómetros de superfície especializados ou ferramentas de digitalização 3D para garantir que a qualidade de superfície desejada é alcançada. Se o valor Ra estiver fora da especificação, é necessário ajustar os parâmetros de corte (por exemplo, taxa de avanço, velocidade de corte) ou a ferramenta material pode ser necessário.
A obtenção do valor Ra correto pode melhorar significativamente funcionalidade da peça (por exemplo, reduzir o atrito em peças móveis), apto (para tolerâncias mais apertadas), e estética qualidade (para as partes que serão visíveis ou revestidas). Rugosidade da superfície desempenha um papel essencial na desempenho da peça, especialmente quando se trata de aplicações críticas.
3. Dica Profissional: Ferramentas de Diamante Policristalino (PCD) para Materiais Não Ferrosos
Quando maquinagem não ferrosos materiais (tais como alumínio, latãoe cobre), a escolha da ferramenta é um fator crítico para alcançar ambos vida útil prolongada da ferramenta e acabamento de superfície superior. Ferramentas de diamante policristalino (PCD) oferecem vantagens significativas quando maquinagem estes materiais.
- Vida útil mais longa da ferramenta: As ferramentas PCD podem durar até 10 vezes mais tempo do que as ferramentas de metal duro convencionais no corte de metais não ferrosos materiais. Isto deve-se à natureza extremamente dura e resistente ao desgaste do diamante, o que reduz a necessidade de mudanças frequentes de ferramentas e prolonga vida útil da ferramenta de corte.
- Melhoria do acabamento da superfície: A nitidez e a resistência ao desgaste das ferramentas PCD garantem cortes suaves com fricção mínima, resultando em melhores acabamentos de superfície. Isto é particularmente importante para as indústrias em que um acabamento suave é fundamental para qualidade estética ou desempenho funcional (por exemplo, em peças para a indústria aeroespacial e automóvel).
- Velocidades de corte mais elevadas: As ferramentas PCD permitem velocidades de corte mais rápidas, o que pode aumentar a produtividade, mantendo os resultados de alta qualidade. A durabilidade e a resistência ao desgaste da ferramenta permitem uma maior rapidez material taxas de remoção sem sacrificar a precisão.
A utilização de ferramentas PCD pode reduzir tanto custos de ferramentas e tempo de inatividade devido ao menor número de substituições de ferramentas, o que o torna um excelente investimento para as oficinas que trabalham frequentemente com metais não ferrosos materiais.
4. Estudo de caso: Os porta-ferramentas com amortecimento de vibrações reduzem os defeitos de superfície em 40%
Em Maquinação CNC, vibrações durante o corte são uma das principais causas de maus acabamentos de superfície e de imprecisões dimensionais. A vibração excessiva pode levar a conversa de ferramentas, que cria irregularidades na superfície da peça e reduz a qualidade das peças. Uma solução para este problema é a utilização de porta-ferramentas com amortecimento de vibrações.
A estudo de caso de um Fornecedor da Boeing demonstrou o impacto significativo dos porta-ferramentas com amortecimento de vibrações. Ao integrar esta tecnologia, o fornecedor conseguiu um 40% redução dos defeitos de superfície. Eis como os porta-ferramentas com amortecimento de vibrações ajudam:
- Absorver e reduzir as vibrações: Estes porta-ferramentas foram concebidos para amortecer as vibrações durante o processo de maquinagem, permitindo um corte mais suave e reduzindo a ocorrência de vibrações da ferramenta.
- Melhorar a qualidade da superfície: Ao minimizar as vibrações, os porta-ferramentas ajudam a manter uma melhor qualidade de acabamento superficial, o que é essencial para peças que necessitam de tolerâncias apertadas e superfícies lisas (por exemplo, peças para aplicações aeroespaciais).
- Vida útil da ferramenta melhorada: Os porta-ferramentas com amortecimento de vibrações reduzem a tensão sobre a ferramenta de corte, o que, por sua vez, reduz desgaste da ferramenta e prolonga a vida útil da ferramenta.
Integrar tecnologia de amortecimento de vibrações é particularmente benéfico em operações de torneamento de alta precisão, onde a manutenção de um acabamento superficial sem falhas é fundamental. Esta abordagem melhora a qualidade das peças, reduz o desperdício e melhora a maquinagem eficiência.
2. Imprecisões dimensionais: O assassino da precisão
Este defeito ocorre quando as peças se desviam das dimensões especificadas, muitas vezes por microns, tornando a montagem impossível.
Mergulhar nas causas:
Em Maquinação CNC, vários factores podem afetar a precisão da parte final. Estes incluem:
1. Expansão térmica:
- Durante o processo de maquinagem, calor gerada pelo corte pode causar a peça de trabalho para se expandir. Por exemplo, um Aumento de 100°C de temperatura pode alongar materiais como aço por 0.1%. Esta expansão térmica pode alterar as dimensões da peça, especialmente em tolerância apertada aplicações. Como o material se expande, pode desalinhar-se, dando origem a cortes incorrectos.
2. Deflexão da ferramenta:
- Desvio da ferramenta ocorre quando a ferramenta de corte se dobra ou deforma sob a força do corte, levando a imprecisões. Isto é particularmente problemático em operações de perfuração profunda, onde o comprimento da ferramenta é substancial e a força de corte torna-se mais concentrada. A deformação resultante pode causar um diâmetro enviesado ou superfícies irregulares, afectando a qualidade da peça final.
3. Desvio de calibração da máquina:
- Com o tempo, o parafusos de esferas e outros componentes mecânicos em Máquinas CNC podem desgastar-se, causando ligeiros desalinhamentos. Este reação adversa (que pode ser até 0,05 mm) introduz pequenos erros no movimento do da máquina eixos, reduzindo a precisão dos cortes. A manutenção e a calibração regulares são cruciais para evitar este problema e manter a precisão.
4. Erros de programação:
- Erros de programação em código G pode levar a problemas graves em maquinagem precisão. Erros como compensação incorrecta ou caminhos de ferramenta incorrectos podem agravar os erros ao longo da maquinagem processo. Mesmo um pequeno erro de programação pode levar ao desalinhamento, afectando as dimensões da peça, o acabamento da superfície e a qualidade geral da peça.
Impactos no sector:
- No sector aeroespacial, a imprecisão dos pinos do trem de aterragem pode causar falhas de alinhamento, como se viu numa investigação de um incidente da Airbus em 2024.
- Automóvel Serviços CNC Recolhas de veículos; a Ford registou $200 milhões de euros de perdas devido a erros dimensionais em 2022.
Correcções em profundidade:
- Utilizar a medição durante o processo com sensores laser para correcções em tempo real.
- Utilizar simulações de análise de elementos finitos (FEA) antes da produção para prever distorções.
- Conselhos de especialistas: Manter a temperatura da oficina a 20°C ±2° para minimizar a expansão - norma em instalações com certificação ISO.
- Quadro de Prevenção:
- Calibrar as máquinas mensalmente.
- Utilizar ferramentas compensadas.
- Inspecionar com CMM (medição por coordenadas máquinas) para uma exatidão de 99,9%.
3. Marcas de Tagarelice: O Pesadelo Vibracional
A vibração aparece como padrões ondulados, resultantes de vibrações auto-excitadas no sistema.
Causas pormenorizadas:
- Instabilidade dinâmica: Quando a frequência de corte coincide com a frequência natural da máquina, ocorre a ressonância.
- Esbelteza da peça de trabalho: As peças longas e finas (relação L/D >4) flectem facilmente.
- Saliência da ferramenta: As ferramentas estendidas actuam como cantilevers, amplificando as vibrações.
- Incompatibilidade da velocidade do fuso: RPM elevadas sem otimização conduzem a lóbulos de instabilidade.
Consequências exploradas:
- Enfraquece a resistência da peça; nos serviços médicos de CNC, os parafusos ortopédicos com vibração podem fraturar sob carga.
- Aumenta o ruído e o desgaste da ferramenta, encurtando máquina vida por 20-30%.
Soluções abrangentes:
- Utilize diagramas de lóbulos de estabilidade para selecionar velocidades óptimas - software como Maquinação O Advisor Pro pode gerá-los.
- Adicionar amortecedores ou utilizar porta-ferramentas de massa afinada.
- Estudo de caso: Um fabricante de automóveis reduziu a vibração em 60% na produção de eixos, adoptando ferramentas de passo variável.
4. Rebarbas e arestas vivas: Riscos ocultos - Exploração aprofundada
As rebarbas são saliências indesejadas ou arestas elevadas formadas durante o processo de material processo de cisalhamento em Torneamento CNC. Ocorrem quando a ferramenta de corte deforma plasticamente o material em vez de o cortar de forma limpa. Estas arestas minúsculas e afiadas podem parecer insignificantes, mas representam sérios riscos nas indústrias de precisão.
Em Torneamento CNC, As rebarbas formam-se normalmente no lado de saída do corte (onde a ferramenta deixa a peça de trabalho) ou ao longo das arestas devido ao fluxo de material. Podem ser microscópicas (menos de 0,1 mm) ou maiores, mas mesmo as mais pequenas causam grandes problemas.
Tipos de rebarbas no torneamento CNC
A compreensão dos tipos de rebarbas ajuda a prevenir e a remover as mesmas:
- Rebarbas de saída (também designadas por rebarbas de rolamento): O mais comum na viragem.
- Quando a ferramenta sai do material, o último pedaço de material dobra-se em vez de se separar corretamente. Isto cria uma borda enrolada e enrolada.
- Porque é que isso acontece: Dúctil materiais (como o alumínio, o aço macio ou o cobre) fluem plasticamente sob pressão. Aparas mais espessas ou avanços mais elevados agravam o problema.
- Rebarbas de Poisson: Formada no lado da entrada do corte.
- Quando a ferramenta entra em contacto com a peça de trabalho, a força descendente provoca um abaulamento lateral (efeito de Poisson). Isto cria projecções finas, semelhantes a flanges, perpendiculares à direção de avanço.
- Porque é que acontece: A tensão de compressão elevada estica o material de lado. Comum em metais mais macios ou plásticos.
- Rasgar rebarbas: Ocorre quando material rasga em vez de cortar de forma limpa.
- Isto resulta em arestas irregulares e esfarrapadas.
- Porque é que acontece: Ferramentas cegas, ângulos de inclinação inadequados ou forças de corte elevadas provocam rasgões em vez de cortes suaves.
- Brocas de corte (ou rebarbas de rutura): Aparecem durante as operações de corte.
- Ao separar a peça da barra, o corte irregular deixa saliências afiadas.
- Porque é que acontece: Apoio inadequado ou geometria incorrecta da ferramenta durante o corte.
Efeitos e consequências no mundo real
As rebarbas não são apenas cosméticas - causam falhas funcionais, riscos de segurança e recolhas dispendiosas:
- Indústria eletrónica: As rebarbas nos conectores ou nas caixas provocam curto-circuitos ou mau contacto. Em 2023, um importante fornecedor da Samsung registou atrasos na produção devido a rebarbas em maquinado caixas de alumínio, levando a paragens na linha de montagem e custos de retrabalho.
- Dispositivos médicos: As rebarbas nos implantes (por exemplo, parafusos ortopédicos) ou nas ferramentas cirúrgicas criam arestas vivas que danificam os tecidos ou abrigam bactérias. As recolhas da FDA citaram problemas relacionados com as rebarbas em 2023-2024, pondo em risco as infecções e a segurança dos doentes.
- Aeroespacial: As rebarbas nas pás das turbinas, nos trens de aterragem ou nos acessórios de combustível provocam fissuras por fadiga ou detritos nos motores. Uma investigação da Airbus de 2024 relacionou as rebarbas em orifícios perfurados com falhas de alinhamento. Em peças críticas, as rebarbas aumentam os custos de manutenção até 30%.
- Automóvel: As rebarbas nos acessórios conduzem a fugas nos sistemas hidráulicos ou a uma má vedação nos componentes do motor.
Em geral, as rebarbas aumentam o tempo de retrabalho (até 30% dos custos de fabrico no sector aeroespacial) e aumentam as taxas de refugo.
Técnicas avançadas de mitigação e remoção
É melhor prevenir do que remediar, mas quando se formarem rebarbas, utilize estes métodos avançados:
- Otimizar a geometria da ferramenta: Utilizar ângulos de inclinação positivos (5-15°) para um corte limpo. Ferramentas afiadas e revestidas (por exemplo, TiAlN) reduzem a aderência e o tamanho das rebarbas.
- Arrefecimento criogénico: Congelar a peça de trabalho com azoto líquido para tornar as rebarbas quebradiças. As rebarbas quebram-se então facilmente durante um ligeiro tombamento ou jato de areia.
- Ideal para plásticos e metais macios - reduz as rebarbas em 50-70% em micromaquinagem.
- Rebarbação eletroquímica (ECD): Utiliza a eletrólise para dissolver rebarbas de forma selectiva. A peça actua como ânodo num banho de eletrólito.
- Perfeita para elementos internos ou metais duros - remove as rebarbas em segundos sem afetar a superfície principal.
- Outros métodos:
- Vibratório/Tombador: Para processamento em lote.
- Fluxo de Abrasivos Maquinação: Para rebarbas internas complexas.
- Método da energia térmica (TEM): Queima as rebarbas com explosões controladas (utilizado em colectores de energia de fluidos).
Dica profissional: Combinar métodos - criogénico para rebarbas frágeis, depois ECD para precisão.
Defeitos adicionais em profundidade
- Erros de conicidade: A peça torna-se cónica em vez de cilíndrica.
- Causas: Desalinhamento do cabeçote móvel, deflexão da ferramenta ou expansão térmica (por exemplo, o calor faz com que a peça cresça 0,1% a 100°C).
- Soluções: Alinhar com indicadores (objetivo <0,01 mm/m), utilizar apoios firmes para peças longas e controlar a temperatura da oficina.
- Prevenção: Calibração regular e programação compensada.
- Fora de circularidade (Ovalidade): A peça não é perfeitamente circular.
- Causas: Pressão irregular do mandril, excentricidade do fuso, vibrações ou material libertação do stress após a separação.
- Soluções: Utilizar mordentes macios ou mandris de 6 mordentes, equilibrar as cargas e adicionar suportes.
- Prevenção: Verificar a excentricidade do mandril, utilizar um mandril com alívio de tensões material, e testar com medidores de circularidade.
- Sobreaquecimento e marcas de queimaduras: Manchas escuras ou alterações metalúrgicas na superfície.
- Causas: Refrigerante insuficiente, velocidades elevadas ou ferramentas cegas causam fricção.
- Efeitos: Suaviza material, reduz a dureza ou provoca fissuras.
- Controlo: Utilize câmaras IR para detetar pontos quentes em tempo real (por exemplo, rolamentos ou pontas de ferramentas).
- Soluções: Inundar o líquido de refrigeração, baixar as velocidades e afiar as ferramentas.
- Defeitos de rosca: Áspero, inclinação incorrecta ou mau ajuste.
- Causas: Sincronização entre o fuso e o avanço, passo errado da ferramenta ou folga.
- Soluções: Utilizar fresas de rosca para obter precisão, verificar os sinais do codificador e medir frequentemente as roscas.
- Prevenção: Simular no software CAM e utilizar configurações rígidas.
Estratégias de prevenção: Uma abordagem holística
Para minimizar os defeitos em Torneamento CNC:
- Seleção de materiais: Escolha ligas estáveis com baixa condutividade térmica (por exemplo, alumínio 6061 com alívio de tensões) para reduzir a expansão e o empeno.
- Manutenção de máquinas: Cumprir os planos de prevenção - lubrificar as vias semanalmente, calibrar os fusos mensalmente e monitorizar as vibrações.
- Formação de operadores: Certificação em GD&T (Geometric Dimensioning and Tolerancing) para garantir tolerâncias adequadas e controlo de caraterísticas.
- Integração de software: Utilize sistemas CAM como o Mastercam ou o Fusion 360 para simulação - preveja vibrações, rebarbas e problemas térmicos antes do corte.
- Erros comuns a evitar:
- Descurar o controlo da vida útil da ferramenta (conduz a ferramentas cegas e rebarbas).
- Ignorar os factores ambientais (temperatura/humidade).
- Saltar as provas-piloto ou as simulações.
- Fixação incorrecta (provoca vibrações e desvios de rotação).
- Parâmetros de precipitação (avanços/velocidades elevados provocam defeitos).
Conselhos de especialistas: Adotar uma mentalidade DFM (Design for Manufacturability) desde cedo - chanfrar as arestas, evitar caraterísticas finas e simular tudo. Isto reduz os defeitos em 40-60% na produção de grandes volumes.
Ao abordar estas questões profundamente, obtém peças sem defeitos com melhor qualidade, custos mais baixos e entrega mais rápida. Para aplicações críticas, associe-se a uma empresa certificada Serviço de torneamento CNC que utiliza estas estratégias avançadas.
Conclusão
Masterização Torneamento CNC Os defeitos - desde rebarbas e arestas vivas a erros de conicidade, falta de circularidade, sobreaquecimento e problemas de rosca - são essenciais para produzir peças fiáveis e de alta qualidade. Estes defeitos resultam frequentemente de factores interligados como o estado da ferramenta, parâmetros de corte, máquina alinhamento, efeitos térmicos e erros de configuração. Ao compreender profundamente as suas causas e ao aplicar estratégias proactivas, pode reduzir significativamente os desperdícios, o retrabalho e os atrasos na produção.
Perguntas frequentes
1. Quais são as causas das rebarbas mais comuns no torneamento CNC e como é que as posso evitar?
As rebarbas, especialmente as de saída e as de rolamento, formam-se principalmente a partir de materiais dúcteis que fluem plasticamente em vez de serem cortados de forma limpa, muitas vezes devido a ferramentas cegas, avanços elevados ou ângulos de inclinação inadequados. Evite-as utilizando sempre ferramentas afiadas (substitua ou volte a afiar regularmente), escolhendo uma geometria de inclinação positiva, optimizando as taxas de avanço para cortes limpos e adicionando uma ligeira passagem de acabamento. Opções avançadas como o arrefecimento criogénico tornam as rebarbas frágeis para uma remoção fácil.
2. Como é que os erros de conicidade ocorrem em peças torneadas e qual é a melhor forma de os corrigir ou evitar?
Os erros de conicidade ocorrem quando a peça se torna cónica em vez de cilíndrica, normalmente devido ao desalinhamento do contra-ponto, à deflexão da ferramenta sob carga ou à expansão térmica durante cortes longos. A correção é feita através do realinhamento do contra-ponto com indicadores (apontar para <0,01 mm/m), utilizando apoios firmes para suporte em peças finas e controlando rigorosamente a temperatura da oficina. A calibração regular da máquina e cortes mais leves e escalonados ajudam a evitar a recorrência.
3. Porque é que as peças torneadas ficam fora de esquadro e como é que posso garantir um esquadro perfeito?
A falta de redondeza (ovalidade) resulta de um aperto desigual do mandril, excentricidade do fuso, vibrações ou libertação de tensão após a separação. Utilize mandris equilibrados e de alta qualidade (mordentes macios para trabalhos delicados), minimize as vibrações com velocidades adequadas e suporte peças longas. Verifique a circularidade após a configuração com medidores ou CMM e utilize sempre materiais com alívio de tensões para manter a circularidade.
4. O que é que provoca o sobreaquecimento e as marcas de queimadura durante o torneamento CNC e como é que o posso evitar?
O sobreaquecimento provoca manchas escuras, alterações metalúrgicas ou fissuras devido a fricção excessiva - desencadeada por líquido de arrefecimento insuficiente, velocidades/alavancas elevadas ou ferramentas cegas. Evite-o com líquido de refrigeração de inundação ou de alta pressão adequado ao material, velocidades de fuso mais baixas para trabalhos difíceis e afiação frequente das ferramentas. Monitorize com câmaras de infravermelhos a existência de pontos quentes e utilize ferramentas revestidas para reduzir a acumulação de calor.
5. Como é que posso evitar defeitos de rosca, tais como um mau passo ou roscas ásperas no torneamento CNC?
Os defeitos de rosca resultam da dessincronização da alimentação do fuso, do passo incorreto da ferramenta, da folga ou do desgaste da ferramenta. Utilize ferramentas de torneamento de roscas ou fresas de roscas precisas, verifique a sincronização da máquina e os sinais do codificador e meça as roscas frequentemente durante as execuções. Simule primeiro os programas no software CAM, mantenha configurações rígidas e aplique parâmetros consistentes (velocidades médias-altas para aço inoxidável) para produzir sempre roscas limpas e precisas.





