Orientações ISO, impactos nos custos e aplicações no mundo real nos sectores automóvel, aeroespacial e indústrias médicas. Obtenha dicas para otimizar o seu Serviço de torneamento CNC projectos e poupar nos custos.
Está a conceber peças que têm de encaixar corretamente, mas as tolerâncias confundem-no? Em Torneamento CNC, Se o utilizador se enganar nas tolerâncias, pode obter peças que não se montam, que falham precocemente ou que custam demasiado a reparar. Muitos principiantes especificam peças demasiado apertadas ou demasiado frouxas, desperdiçando tempo e dinheiro.
Neste guia pormenorizado, vamos analisar Tolerâncias de torneamento CNC explicado do básico ao avançado. Aprenderá definições, normas, factores de influência, comparações e estratégias práticas de seleção. Incluiremos mais de 10 exemplos reais, repartições de custos, armadilhas comuns e tendências futuras.
Porquê preocupar-se? As tolerâncias precisas garantem a fiabilidade em aplicações críticas. A precisão global maquinagem mercado atingiu $123,54 bilhões em 2025 e está projetado para atingir $132,93 bilhões em 2026, crescendo a 8,1% CAGR. No sector industrial em expansão de Lahore, as lojas locais dependem de escolhas inteligentes de tolerância para as exportações do sector automóvel e aeroespacial. Se estiver a procurar um Torneamento CNC serviço ou Serviço de tolerâncias de torneamento CNC, O seu objetivo é permitir-lhe especificar eficazmente e estabelecer ligações a páginas de sectores como o automóvel ou o aeroespacial.
No final, estará a equilibrar com confiança a precisão, o custo e o desempenho. Vamos explorar.

Definição de tolerâncias no torneamento CNC: Os fundamentos
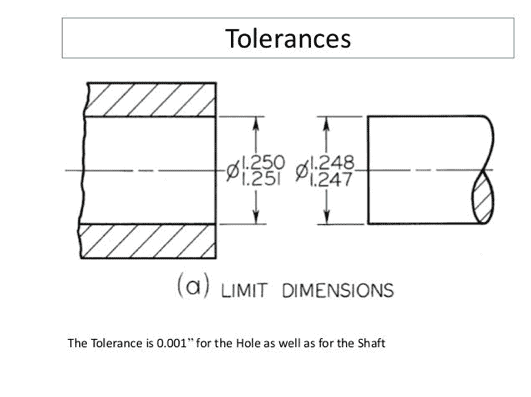
As tolerâncias especificam a variação aceitável nas dimensões de uma peça em relação ao valor nominal (ideal). Em Torneamento CNC-um processo em que uma peça de trabalho rotativa é moldada por uma ferramenta de corte fixa - asseguram que peças como veios ou casquilhos satisfazem as necessidades funcionais.
Tipos de tolerâncias
- Tolerâncias lineares: Para comprimentos, diâmetros (por exemplo, ±0,005 mm num veio).
- Tolerâncias Geométricas (GD&T): Controlar a forma, orientação e localização (por exemplo, concentricidade para caraterísticas alinhadas).
- Bilateral vs Unilateral: Bilateral permite variação em ambos os sentidos (±); unilateral apenas num (por exemplo, +0,01/-0).
Porquê explicar isto? As tolerâncias evitam o sobre ou sub-dimensionamento, o que poderia causar fugas nos encaixes hidráulicos ou vibrações nos componentes do motor.
Como as tolerâncias são medidas
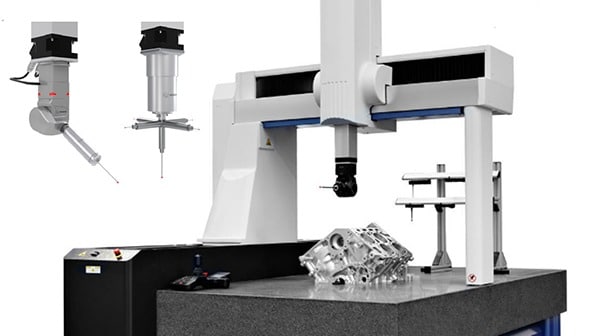
Utilizar ferramentas como micrómetros (para diâmetros externos) ou paquímetros. Avançado: Medição por coordenadas Máquinas (CMM) para obter uma precisão 3D. Na prática, inspecionar 10-20% de lotes para controlo de qualidade.
Dica profissional: Calibre sempre as ferramentas antes de efetuar medições - erros neste ponto podem arruinar séries inteiras.
Tolerâncias padrão e alcançáveis no torneamento CNC
As normas fornecem linhas de base para a coerência.
Normas comuns do sector
- ISO 2768: Tolerâncias gerais para peças maquinadas. Fina (f): ±0,05 mm para os traços de 0,5-3 mm; média (m): ±0,1 mm para os traços de 6-30 mm.
- ASME Y14.5: Norma americana para GD&T, com ênfase na posição real.
- DIN 7168: Semelhante à ISO, popular na Europa para componentes torneados.
Em 2026, a maior parte das lojas globais utilizam por defeito a norma ISO 2768, exceto quando especificado.
Intervalos alcançáveis
- Padrão: ±0,005 polegadas (±0,127 mm) - adequado para uso geral.
- Precisão: ±0,001-0,002 polegadas (±0,025-0,051 mm) - para acessórios.
- Alta precisão: ±0,0005 polegadas (±0,0127 mm) - através de retificação pós-torneamento.
- Ultraprecisão: ±0,0001 polegadas (±0,0025 mm) - para ótica ou aeroespacial, utilizando ferramentas de diamante.
Exemplo: Um veio de alumínio de 50 mm pode ter ±0,02 mm de padrão mas ±0,005 mm de precisão.
Conselhos de especialistas: Teste a capacidade da sua oficina com um protótipo-máquinas variar.

Principais factores que influenciam as tolerâncias de torneamento CNC
A exequibilidade depende de vários elementos.
Propriedades do material
Os metais dúcteis (alumínio, latão) maquinam facilmente até ±0,001 mm. Os frágeis (cerâmica) correm o risco de lascar, alargando para ±0,01 mm. Os plásticos sensíveis ao calor, como o ABS, deformam-se, exigindo especificações mais flexíveis.
Porquê? Expansão térmica: O aço expande-se 0,012 mm/m por °C - controlar o líquido de arrefecimento para o minimizar.
Geometria e tamanho da peça
Peças finas (L/D >10:1) deformam-se sob força, afrouxando as tolerâncias para ±0,005 mm. As caraterísticas complexas, como os cortes inferiores, necessitam de operações secundárias.
Exemplo: Uma haste de titânio de 200 mm tem ±0,002 mm de diâmetro mas ±0,01 mm de comprimento devido à vibração.
Capacidades das máquinas e ferramentas
Os tornos CNC modernos com guias lineares atingem ±0,0005 mm. Ferramentas gastas acrescentam variação - troque as pastilhas a cada 100-500 peças.
Nas fábricas de Lahore, os tornos de tipo suíço melhorados aumentam a precisão para exportação peças médicas.
Factores ambientais e de processo
As variações de temperatura da loja (±5°C) alteram os tamanhos. Vibração de vizinhança máquinas acrescenta erro. Utilizar bases que amortecem as vibrações.
Estudo de caso: Um fornecedor automóvel de 2025 em Punjab reduziu as rejeições 35% estabilizando as temperaturas.
Comparação das tolerâncias de torneamento CNC com outros processos de maquinagem
A rotação é especializada em simetria rotacional.
Vs Fresagem CNC
Torneamento: Melhor concentricidade (±0,0005 mm) para cilindros. Fresagem: Superior para planos (±0,001 mm) mas mais fraca para redondos.
Tabela:
| Aspeto | Tolerância de viragem | Tolerância de fresagem | Melhor para |
| Arredondamento | ±0,0002 mm | ±0,001 mm | Eixos |
| Planicidade | Secundário necessário | ±0,0005 mm | Suportes |
| Fios | ±0,001 mm | ±0,002 mm | Parafusos |
| Furos | ±0,002 mm (furado) | ±0,0005 mm | Ajustes precisos |
Vs Retificação ou EDM
Retificação: Mais apertado (±0,0001 mm) mas mais lento/pós-processo. EDM: Para peças duras materiais, ±0,005 mm, mas deixa a camada refundida.
Escolha o torneamento para a remoção de material e a retificação para o acabamento.
Aplicações e exemplos do mundo real em todos os sectores
As tolerâncias variam consoante o sector.
Indústria automóvel
Pistões: ±0,001 mm de diâmetro para vedação. Eixos: ±0,005 mm de comprimento. Uma folga provoca fugas de óleo; um aperto garante a eficácia.
Exemplo: Os motores Ford utilizam ±0,0005 mm nos moentes da cambota para minimizar as vibrações.
Setor aeroespacial
Veios de turbina: ±0,0002 mm para equilíbrio. Pinos do trem de aterragem: ±0,001 mm de concentricidade.
As peças do Boeing 787 exigem GD&T para segurança - as falhas custam milhões.
Dispositivos médicos
Hastes da anca: ±0,0001 mm para ajuste ao osso. Seringas: ±0,002 mm para precisão de dosagem.
Caso: A Medtronic reduziu as falhas do implante 45% com o torneamento ultra-fechado em 2025.
Eletrónica e outros
Conectores: ±0,001 mm para a condutividade. Lentes ópticas: ±0,0005 mm de circularidade.
Nos centros electrónicos de Lahore, os pinos torneados mantêm ±0,002 mm para a fiabilidade do PCB.
Exemplos adicionais:
5. Impulsores da bomba: ±0,003 mm para o caudal.
6. Hastes das válvulas: ±0,001 mm para evitar fugas.
7. Engrenagens: ±0,002 mm de perfil de dentes.
8. Rolamentos: ±0,0005 mm de pista interior.
9. Fixadores: roscas de ±0,005 mm.
10. Cilindros hidráulicos: ±0,001 mm de diâmetro.
Guia passo a passo: Como selecionar as melhores tolerâncias de torneamento CNC
Escolher as tolerâncias corretas não é um trabalho de adivinhação - é um processo estruturado que equilibra função (a peça funciona?), capacidade de fabrico (será que a loja consegue mesmo acertar?), e custo (sem pagar a mais). O aperto excessivo das tolerâncias em todo o lado é uma das formas mais comuns de os projectos estourarem os orçamentos em 30-100% em 2026.
Aqui está o processo passo-a-passo expandido e acionável:
- Analisar a função de cada caraterística Comece por perguntar: O que é que esta dimensão faz realmente?
- Superfícies de acoplamento críticas (por exemplo, um veio a deslizar num rolamento, um pistão a encaixar num cilindro) → Tolerâncias apertadas (frequentemente ±0,001 in / ±0,025 mm ou melhor).
- Caraterísticas não críticas (p. ex., comprimento total de um veio de não precisão, chanfros exteriores) → Utilizar tolerâncias padrão/solta (±0,005 in / ±0,127 mm ou ISO 2768-m). Porquê este primeiro? A função é o motor de tudo. Nas oficinas de automóveis, muitos veios apenas necessitam de um diâmetro apertado no munhão do rolamento - o resto pode ser mais solto para poupar tempo.
- Superfícies de acoplamento críticas (por exemplo, um veio a deslizar num rolamento, um pistão a encaixar num cilindro) → Tolerâncias apertadas (frequentemente ±0,001 in / ±0,025 mm ou melhor).
- Avaliar o tipo de ajuste necessário Decidir o ajuste mecânico entre as peças:
- Ajuste de folga (as peças deslizam facilmente, por exemplo, o eixo rotativo no casquilho) → Tolerâncias mais folgadas (±0,002-0,005 no total).
- Ajuste de interferência (press-fit, por exemplo, rolamento pressionado no eixo) → Tolerâncias mais apertadas (±0,0005-0,001 in) para controlar a força de pressão e evitar fissuras.
- Ajuste de transição (apertado mas amovível) → Meio termo (±0,001-0,002 in). Utilizar tabelas de ajuste da ISO 286 ou ASME B4.1. Exemplo: Para um eixo de 25 mm num rolamento, o ajuste H7/g6 utiliza frequentemente ±0,018 mm no furo e ±0,009 mm no eixo.
- Ajuste de folga (as peças deslizam facilmente, por exemplo, o eixo rotativo no casquilho) → Tolerâncias mais folgadas (±0,002-0,005 no total).
- Avaliar os riscos de material e geometria
- Material: O alumínio e o latão mantêm facilmente tolerâncias apertadas (±0,001 in de rotina). Titânio/Inconel → Esperar ±0,002 in devido ao calor/desgaste da ferramenta. Plásticos → Desapertar até ±0,005-0,010 in para evitar deformações devido ao calor/carga de chips.
- Geometria: Peças longas/finas (L/D > 8:1) → Alargar as tolerâncias no comprimento (±0.010 in) para combater a deflexão/vibração. Caraterísticas complexas (roscas, cones, ranhuras) → Adicionar margem 20-30% ou utilizar ferramentas activas. Ponta de Lahore: As lojas locais utilizam muitas vezes tornos CNC alimentados por barras para veios de aço de grande volume - mantêm um diâmetro de ±0,0015 de forma fiável, mas afrouxam o comprimento para ±0,008 in.
- Material: O alumínio e o latão mantêm facilmente tolerâncias apertadas (±0,001 in de rotina). Titânio/Inconel → Esperar ±0,002 in devido ao calor/desgaste da ferramenta. Plásticos → Desapertar até ±0,005-0,010 in para evitar deformações devido ao calor/carga de chips.
- Calcular e comparar os custos antecipadamente Obter cotações de 2-3 Serviço de torneamento CNC fornecedores com diferentes cenários de tolerância.
- Padrão (±0,005 in): Preço de base.
- Precisão (±0.001 in): +20-60% (avanços mais lentos, melhores ferramentas).
- Ultra-estanque (±0,0005 in): +50-200% (inspeção extra, possível retificação secundária). Em 2026, os lotes (mais de 100 peças) reduzem o custo por peça em 30-40% nas oficinas de Punjab devido ao funcionamento sem luzes.
- Padrão (±0,005 in): Preço de base.
- Aplicar GD&T onde a simples ± não é suficiente Mudar para Dimensionamento Geométrico e Tolerância para um melhor controlo:
- Utilização concentricidade ou fuga em veios de vários diâmetros em vez de apenas ± diâmetro.
- Posição verdadeira em furos roscados ou ranhuras de chaveta assegura o alinhamento.
- Perfil ou cilindricidade em furos de precisão. Exemplo: Um eixo de bomba torneado - use a excentricidade total (⊥) na superfície do rolamento em relação a um eixo de referência em vez de várias chamadas ±. Isso geralmente permite tolerâncias individuais mais frouxas, garantindo a função.
- Utilização concentricidade ou fuga em veios de vários diâmetros em vez de apenas ± diâmetro.
- Criar protótipos, medir e verificar Máquina 3-5 protótipos primeiro. Utilizar micrómetros, máquinas de medição por coordenadas ou comparadores ópticos.
Verificar o valor real em relação ao valor especificado - ajustar se a loja obtém sistematicamente melhores ou piores resultados. Realidade 2026: Muitas lojas de Lahore oferecem agora uma inspeção gratuita do primeiro artigo com relatórios da CMM. - Iteração com base em dados de teste reais Efetuar ensaios funcionais (montagem, rotação, carga). Se ocorrerem falhas → apertar as caraterísticas críticas. Se tudo funcionar com margem → afrouxar as caraterísticas não críticas para reduzir os custos. Repetir até à otimização.
Quadro de decisão rápida (utilize sempre esta lista de controlo)
- Baixo orçamento / alto volume? → Norma ISO 2768-m (±0,1 mm típico).
- Factos de grande importância (aeroespacial, médico)? → Precisão (±0,025 mm) + GD&T + verificação CMM.
- Fase de protótipo? → Começar com folga, apertar apenas as caraterísticas críticas comprovadas.
- Produção em série? → Pedir à loja os dados do “estudo de capacidade”.
Prós das tolerâncias apertadas
- Maior fiabilidade, melhor desempenho, menos problemas de montagem. Contras
- Custo de +50-200%, prazos de entrega 2-3× mais longos, maior risco de sucata se a loja ultrapassar os limites.
Prós das tolerâncias frouxas
- Mais barato, mais rápido, mais fácil de fabricar. Contras
- Risco de mau ajuste, vibração, fugas ou desgaste/avaria prematuros.
Repartição dos custos: Impacto das tolerâncias na formação de preços
As tolerâncias são um dos maiores factores de custos ocultos em Torneamento CNC. A relação é não linear - os custos aumentam exponencialmente à medida que se torna mais apertado.
Intervalos de preços típicos para 2026 (lojas de Lahore/Punjab, estimativa de peça única)
- Padrão (±0,005 in / ±0,127 mm): $20-50 por peça (valor de referência para a maioria dos trabalhos).
- Precisão (±0,001 in / ±0,025 mm): $30-80 (+20-60%).
- Ultra (±0,0005 in / ±0,0127 mm): $50-150 (+50-200%), frequentemente requer inspeção CMM (+$10-30/peça).
Principais factores que impulsionam o aumento
- Parâmetros de maquinagem mais lentos: Os avanços/velocidades são reduzidos para metade → o tempo de ciclo duplica.
- Ferramentas de primeira qualidade: Pastilhas de carboneto revestido ou CBN (+$5-15/parte amortizada).
- Garantia de qualidade adicional: Aferição durante o processo, inspeção 100% ou relatórios CMM (+$10-50/lote).
- Maior desperdício/trabalho: Empurrar máquina limites aumenta os defeitos.
- Operações secundárias: Se for necessário um ultra-esforço → adicionar retificação sem centros ou afiar (+30-80%).
Exemplo real (lote de 100 peças de veios de aço)
- Tolerâncias padrão: $2.000 total ($20/peça).
- Tolerâncias de precisão apenas no diâmetro: $3,000 total ($30/peça, +50%).
- Ultra-restrito em todas as caraterísticas: ~$6,000-8,000 total (2-4× custo).
2026 Lahore Insight
As lojas locais com tornos Doosan/Puma modernos oferecem preços competitivos para lotes. As execuções com luzes reduzem o custo por peça em 30-40% com tolerâncias padrão. Peça sempre uma “matriz de tolerância vs. custo” - as boas lojas fornecem-na.
Dica profissional: A análise de empilhamento de tolerâncias evita a especificação excessiva
O empilhamento de tolerâncias calcula como as tolerâncias individuais se somam numa montagem (pior caso ou método estatístico/RSS).
- Exemplo: Eixo (Ø25 ±0,01 mm) + furo do rolamento (Ø25 ±0,015 mm) → Folga no pior dos casos 0,00-0,05 mm.
- Se demasiado apertado → risco de encravamento; demasiado solto → jogo/vibração.
- Utilize o Excel, o Minitab ou ferramentas gratuitas como o 3DCS para obter pilhas rápidas. Isto permite-lhe frequentemente reduzir 70-80% das dimensões, mantendo os ajustes críticos seguros - poupando 20-50% em maquinagem.
O domínio deste processo transforma as tolerâncias de um sumidouro de custos numa vantagem competitiva. Se partilhar uma peça específica (por exemplo, o diâmetro do eixo, material, tipo de ajuste), posso apresentar um exemplo personalizado!
Erros comuns a evitar: 5 armadilhas importantes
- Tolerâncias uniformes: Variar por caraterística - guardar em não-críticos.
- Ignorando a expansão: Ter em conta as temperaturas no projeto.
- Desenhos pobres: Omitem GD&T, levando a interpretações incorrectas.
- Saltar protótipos: As suposições causam retrabalhos dispendiosos.
- Ignorar os limites da loja: Perguntar antecipadamente as capacidades.
Evitar os erros de corte 25-40%.
Tendências Futuras em Tolerâncias de Torneamento CNC (2026+)

A IA optimiza os percursos das ferramentas para obter fixações mais apertadas. Híbrido máquinas torneamento/esmerilhamento de misturas. A nanotecnologia empurra ±0,00001 mm.
Sustentabilidade: Eco-materiais exigem tolerâncias adaptativas.
Crescimento do mercado: 8.1% CAGR
Principais conclusões
- As tolerâncias definem a variação; padrão ±0,005 in, precisão mais apertada.
- Factores: Material, tamanho, máquina ditam a exequibilidade.
- Indústrias: Automóvel ±0,001 mm; aeroespacial ±0,0002 mm.
- Seleção por etapas: Função de equilíbrio/custo.
- Os custos aumentam 20-100% com o aperto.
- Evitar especificações uniformes, desenhos pobres.
- Tendências: IA para precisão sub-micrónica.
Conclusão
Tolerâncias de torneamento CNC são cruciais para o sucesso das peças, equilibrando precisão e praticidade. Desde normas a factores e custos, as escolhas inteligentes melhoram o desempenho em todas as indústrias. Com o crescimento do mercado em 2026, adopte tendências como a IA para as arestas.
Rever as concepções e as tolerâncias certas para transformar os projectos.
Precisa de orientação sobre o seu Serviço de torneamento CNC? Carregue desenhos para obter orçamentos gratuitos adaptados à experiência de Lahore. Estamos aqui para ajudar.
Perguntas frequentes
1. Que factores influenciam as tolerâncias de torneamento CNC?
As tolerâncias de torneamento CNC são afectadas pela maquinabilidade do material, qualidade da ferramenta de corte, velocidade do fuso e precisão da máquina. As tolerâncias apertadas requerem parâmetros ajustados e ferramentas de alta qualidade.
2. Qual o grau de tolerância que o torneamento CNC pode atingir?
O torneamento CNC pode atingir tolerâncias tão apertadas como ±0,005 mm, embora factores como o material e a qualidade da máquina possam afetar a precisão final.
3. Porque é que as tolerâncias são cruciais no torneamento CNC?
As tolerâncias garantem que as peças se encaixam corretamente nas montagens, funcionam de forma fiável e cumprem os padrões de desempenho, especialmente em indústrias como a aeroespacial e a automóvel, onde a precisão é crítica.
4. Como é que o torneamento CNC se compara com outros processos de controlo de tolerância?
O torneamento CNC é ideal para peças cilíndricas, proporcionando um excelente controlo sobre as dimensões com um tempo de preparação mínimo em comparação com outros processos de maquinagem, mas pode exigir um acabamento adicional para tolerâncias ultra-rigorosas.
5. Quais são os principais desafios na obtenção de tolerâncias apertadas no torneamento CNC?
Os desafios incluem o desgaste da ferramenta, inconsistências de material, efeitos térmicos e calibração da máquina. A manutenção regular e a seleção cuidadosa dos parâmetros ajudam a minimizar estes problemas.





