Introduction
Precision matters when manufacturing aluminum components. Aluminum CNC machining services deliver tight tolerances down to ±0.001 inches for industries like aerospace, medical devices, and automotive.
At Yicen Precision, we’ve machined over 480,000 aluminum parts since our founding in 2009. Our ISO 9001:2015 certified facility operates 12 CNC machining centers, including 5-axis equipment for complex geometries.
This guide breaks down alloy selection, manufacturing processes, and cost factors. Understanding these elements helps engineers and procurement teams make better decisions for their custom aluminum machining projects.
Why Aluminum Works for CNC Machining
Aluminum machines significantly faster than steel—typically 3x the cutting speed. This speed advantage translates directly to lower production costs and shorter lead times.
The material weighs just 2.7 g/cm³ compared to steel’s 7.8 g/cm³. Electric vehicle manufacturers increased aluminum use by 18% in 2024, primarily for battery enclosures and structural components (according to Ducker Frontier’s automotive aluminum study).
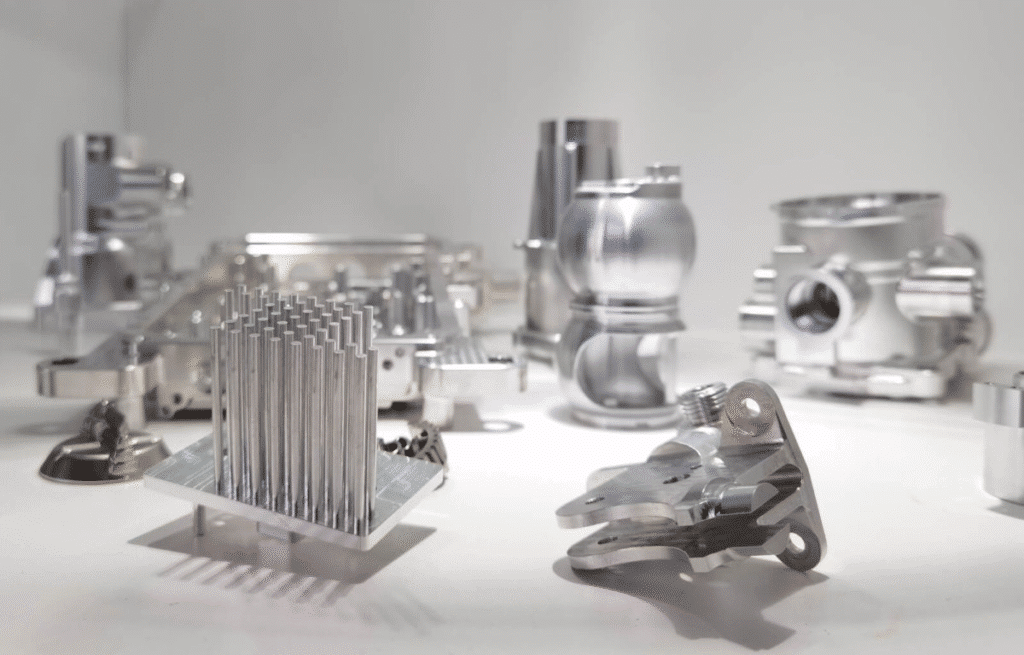
Thermal conductivity reaches 237 W/m·K for 6061 alloy, making aluminum ideal for heat sinks in electronics. A project we completed in Q3 2024 for a telecommunications equipment manufacturer required 5,000 heat sinks with custom fin geometry—aluminum’s machinability made the complex design economically viable.
Corrosion resistance comes from the natural oxide layer that forms on aluminum’s surface. This layer is just nanometers thick but protects against most environmental conditions without additional coating.
Top Aluminum Alloys for CNC Work
6061-T6: The Reliable Choice
This alloy handles about 65% of projects at our facility. Tensile strength of 45,000 PSI works for structural applications, while excellent machinability keeps costs reasonable.
We machine 6061 at speeds up to 1,200 SFM with carbide tooling. Surface finishes consistently hit Ra 63 or better as-machined. Anodizing produces uniform results in both Type II decorative and Type III hard coat applications.
A medical device manufacturer switched to 6061 from 7075 on a recent enclosure project. The change saved 38% on material costs without compromising performance—stress analysis confirmed adequate strength margins.
7075-T6: Maximum Strength
When applications demand near-steel strength, 7075 delivers 83,000 PSI tensile. We use this primarily for aerospace customers requiring high-stress components.
Machining parameters differ from 6061—speeds drop to 600-800 SFM and tool wear increases. Material costs run approximately 60% higher than 6061. An aerospace bracket project in 2024 required 7075 to meet fatigue life requirements; no other aluminum alloy qualified.
Poor corrosion resistance necessitates protective finishing. Most parts get chromate conversion coating or anodizing before delivery.
2024-T3: Aerospace Standard
Aircraft structures have used 2024 since the 1940s. Copper content provides 70,000 PSI strength and excellent fatigue properties. We machine this for defense contractors and commercial aerospace suppliers.
Machinability rates “fair”—slower than 6061 but manageable with proper tooling. Like 7075, corrosion resistance requires attention. Alclad versions come with a thin 6061 cladding layer for protection.
5052-H32: Marine Applications
Superior corrosion resistance makes 5052 the choice for marine environments. We’ve supplied boat hardware, dock components, and offshore equipment parts in this alloy.
Moderate strength (33,000 PSI) limits structural use, but excellent formability and weldability expand applications. Sheet metal fabrications often start as 5052 before CNC operations add precision features.
| Alloy | Strength (PSI) | Cost vs 6061 | Best Use |
| 6061-T6 | 45,000 | Baseline | General purpose, structural |
| 7075-T6 | 83,000 | +60% | High-stress aerospace parts |
| 2024-T3 | 70,000 | +45% | Aircraft structures |
| 5052-H32 | 33,000 | +10% | Marine, sheet metal work |
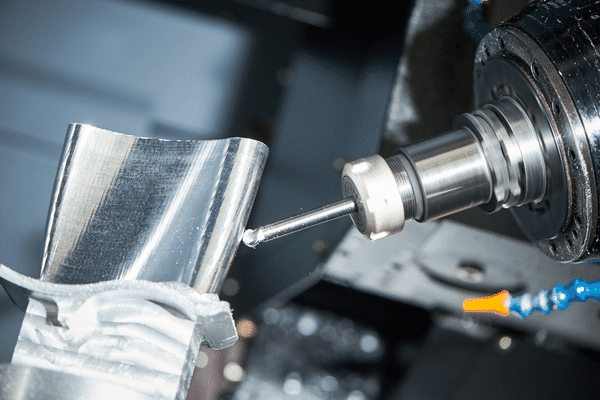
How Aluminum CNC Machining Actually Works
Starting Material
Raw aluminum arrives as bar stock, plate, or extrusions. We stock common 6061 sizes from 0.25″ to 6″ thickness—using standard stock cuts material costs by 12-18% compared to custom procurement.
For the 7075 aerospace brackets mentioned earlier, we ordered custom 2.5″ plate because standard sizes would have wasted 40% of material.
CAM Programming
Computer-Aided Manufacturing software converts CAD models into machine instructions. Our programmers optimize toolpaths to balance cycle time against tool life. Aggressive cuts finish faster but wear tools quicker—finding the sweet spot requires experience.
A typical 3-axis part takes 2-4 hours programming. Complex 5-axis work requires 6-12 hours as programmers verify tool clearance and avoid collisions.
Machining Operations at Our Facility
Milling: Our Haas VF-4 machines handle most 3-axis work. The DMG Mori CMX 600V provides 5-axis capability for complex geometries. Spindle speeds reach 15,000 RPM, enabling high-speed machining techniques.
Turning: Two Doosan Puma 2600 lathes produce cylindrical parts up to 10″ diameter. Live tooling adds milling capability without moving parts to a different machine.
Inspection: Zeiss Contura CMM verifies critical dimensions. Every production run gets first-article inspection with full dimensional reports. We maintain SPC (Statistical Process Control) charts on key characteristics.
In 2024, our defect rate measured 0.31%—below the industry average of 0.5% reported in Modern Machine Shop’s benchmark study.
Real Costs for Aluminum Machining Services
Material pricing fluctuates with London Metal Exchange rates. December 2024 pricing at our facility:
- 6061-T6: $2.95/lb
- 7075-T6: $6.20/lb
- 2024-T3: $5.40/lb
Shop rates reflect our location, equipment capabilities, and overhead. We charge $95/hour for 3-axis work and $135/hour for 5-axis machining.
A recent example illustrates real costs: Medical device connector housing, 2″ x 1.5″ x 0.75″, machined from 6061. Material cost $8, machining time 35 minutes ($55), setup/programming $180 (first-time part). Total for prototype: $243.
Production quantities of 100 pieces dropped per-part cost to $71—setup spreads across the batch and material waste decreases with optimized nesting.
Finishing adds:
- Bead blast: $12/part
- Type II clear anodize: $28/part
- Black hard coat anodize: $52/part
These numbers come from our actual invoicing in Q4 2024, not theoretical estimates.
Design Tips That Save Money
Engineers sometimes over-specify tolerances. A motor mount bracket came in with ±0.001″ on 18 dimensions. Only four actually needed that precision for function. Relaxing the others to ±0.005″ cut quoted price by $47 per part.
Wall thickness matters for both rigidity and machinability. We recommend 0.040″ minimum for structural walls. Thinner sections deflect during cutting, causing dimensional issues. Adding ribs provides stiffness without excessive material.
Internal corner radii should match available tooling. Sharp corners require EDM or special tiny endmills—expensive and slow. Specifying 0.020″ radius corners lets us use standard 0.040″ endmills, cutting cycle time significantly.
Standard thread sizes (UNC/UNF) cost less than custom threads. Taps wear out, and replacement standard taps ship overnight. Custom threads require special grinding and weeks of lead time.
An automotive sensor housing redesign in 2024 showed these principles in action. Original design: 47 unique features, 12 tight tolerances, custom threads. Revised design: standardized features where possible, relaxed non-critical tolerances, switched to standard 10-32 threads. Result: 34% cost reduction and two-week shorter lead time.
Industries We Serve with Aluminum CNC Service
Aerospace Applications
AS9100D certification allows us to supply commercial and defense aerospace customers. We’ve produced parts for aircraft interiors, UAV components, and satellite hardware.
A 2024 project for a commercial aerospace supplier involved 2,500 mounting brackets in 7075-T6. Full material traceability, first article inspection, and batch certifications met Boeing D6-82479 requirements.
Medical Device Manufacturing
ISO 13485 certification supports medical device customers. Recent projects include surgical instrument handles, diagnostic equipment housings, and implant tooling fixtures.
Biocompatibility matters for patient-contact parts. We provide material certifications showing compliance with ISO 10993 when required. Full lot traceability tracks each part back to raw material heat lots.
Automotive Components
IATF 16949 certification demonstrates automotive quality capability. Electric vehicle projects dominate recent work—battery enclosure components, thermal management parts, and structural brackets.
A Tier 2 automotive supplier needed 15,000 aluminum brackets annually. We implemented cellular manufacturing with dedicated fixtures, cutting per-part cost by 28% compared to job-shop production.
Electronics and Telecommunications
Heat sinks represent significant volume in our electronics work. Complex fin geometries require careful programming and sharp tooling. We’ve supplied parts to data center equipment manufacturers, 5G infrastructure companies, and consumer electronics brands.
EMI shielding enclosures often need conductive coating after aluminum milling service. We coordinate with finishing suppliers to deliver complete assemblies.
Choosing the Right Aluminum Machining Service
Equipment capability determines what a shop can produce efficiently. Ask specific questions: “What’s your largest 5-axis work envelope?” or “Can you hold ±0.0005″ on turned diameters?”
Quality systems matter beyond just having an ISO certificate on the wall. Request to see SPC data, gage calibration records, and corrective action procedures. We provide CMM inspection reports with every production order and maintain detailed process control documentation.
Lead time promises need verification. We quote 7-10 business days for prototypes and 3-4 weeks for production quantities under 500 pieces. Rush service costs 35% premium but delivers in 3 days when customers need emergency parts.
Communication makes the difference between smooth projects and frustrating experiences. Design for Manufacturability reviews happen before we quote—catching issues early saves time and money. Weekly updates keep customers informed during production.
A circuit board enclosure project illustrated good communication value. Customer’s initial design had features we couldn’t machine without custom fixtures costing $1,800. Twenty-minute design review identified simple geometry changes that eliminated the fixture need with zero functional impact.
Common Design Mistakes
Specifying custom thread sizes for no functional reason adds cost and lead time. A connector housing design called out M6.5 x 0.75 threads. Standard M6 x 1.0 or M8 x 1.25 would have worked identically in the assembly but saved 40% on machining time.
Forgetting about tool access creates problems. Deep pockets with narrow openings require long tools that chatter and produce poor finishes. Widening the opening or reducing depth often solves the issue.
Material selection without considering finishing requirements causes headaches. A customer specified 7075 for appearance parts requiring black anodize. Type III hard coat works on 7075, but cosmetic appearance varies part-to-part. Switching to 6061 produced consistent black finish across the production run.
Ignoring material availability extends timelines. Exotic alloys or unusual sizes might need 3-4 weeks procurement. Designers working under tight deadlines should check material availability before finalizing specifications.
Surface Finish Options
As-machined aluminum shows tool marks and slight surface variation. We achieve Ra 63-125 microinch depending on tooling and parameters. This finish works fine for internal components or parts getting additional coating.
Bead blasting creates uniform matte appearance at Ra 40-50 microinch. Glass beads remove tool marks without dimensional impact. Most visible housings and enclosures get bead blast before anodizing.
Type II anodizing builds 0.0002″-0.0007″ oxide layer. We offer clear, black, red, blue, and gold colors. The telecommunications heat sink project required blue anodize matching the customer’s brand color—Pantone 286C. Anodize color matching typically hits within Delta E <2.
Type III hard coat anodizing produces 0.001″-0.004″ wear-resistant surface. Darker gray color is standard; dying adds cost and reduces hardness slightly. Aerospace parts often specify hard coat for durability.
Powder coating applies thicker finish (0.002″-0.004″) with thousands of color options. Better chemical resistance than anodizing but requires masking threads and precision surfaces. We coordinate with coating vendors when customers need powder coat finish.
Quality Control at Yicen Precision
Our quality system follows ISO 9001:2015 requirements plus industry-specific standards (AS9100D, ISO 13485, IATF 16949). Third-party audits happen annually—our last AS9100 audit in October 2024 resulted in zero findings.
First article inspection reports document every dimension on new production parts. CMM measurements verify critical features, and the report includes actual values, tolerances, and pass/fail status. Customers receive PDF reports before production proceeds.
Statistical Process Control monitors key characteristics during production runs. Control charts flag trends before parts go out of tolerance. Our December 2024 Cpk values averaged 1.67 across monitored characteristics—significantly above the 1.33 minimum target.
Material certifications trace aluminum back to the mill. Heat lot numbers on our travelers link parts to specific material certifications showing chemistry and mechanical properties. Aerospace and medical customers require this traceability.
Tool management prevents quality issues from worn cutting tools. Programmers specify tool life limits in the CAM system. Machine operators measure critical features after predicted tool life expires and change tools before quality degrades.
Lead Times and Delivery
Prototype parts typically ship in 7-10 business days from order confirmation. This includes programming, setup, machining, and inspection. Rush prototypes deliver in 3 business days at 35% surcharge.
Production quantities depend on volume and complexity:
- 10-50 pieces: 2-3 weeks
- 100-500 pieces: 3-4 weeks
- 1,000+ pieces: 4-6 weeks
Material availability affects these timelines. Common 6061 stock ships immediately. Specialty alloys like 2024 or MIC-6 tooling plate might need 2-3 weeks procurement.
The automotive bracket project mentioned earlier demonstrated production planning. Initial 100-piece order took 4 weeks (including material procurement and fixture building). Subsequent orders of 500 pieces delivered in 2 weeks because fixtures existed and material stayed in inventory.
We schedule production for on-time delivery, not early shipping that forces customers to manage inventory. JIT delivery coordination works well for customers with consistent demand.
Environmental Practices
Aluminum recycling makes economic and environmental sense. Our machine shops collect chips separately by alloy. A local recycler picks up weekly—we recycled 31,400 pounds of aluminum chips in 2024.
Cutting fluids get filtered and reused rather than disposed after single use. Our coolant management system extends fluid life 5-6x compared to traditional sump-and-dump practices. This reduces both chemical costs and disposal expenses.
Material optimization through nesting software minimizes waste. When programming multiple parts, our CAM operators arrange them to maximize material utilization. A recent production run achieved 91% material yield—just 9% scrap.
Energy efficiency matters too. Our Haas machines run Energy Star rated motors, and LED lighting throughout the shop cut electrical consumption 22% after 2023 upgrades.
What Makes Yicen Precision Different
Fifteen years of aluminum CNC machining experience means we’ve solved problems other shops haven’t encountered yet. That automotive redesign that saved 34%? We spotted the cost drivers in the first review because we’ve machined thousands of similar brackets.
Equipment investment continues—we added the DMG Mori 5-axis machine in 2023 specifically for complex aluminum work. Previous 3+2 positioning limited certain geometries; true simultaneous 5-axis opened new possibilities.
Quality obsession drives daily operations. Morning meetings review previous day’s production and any issues. When a batch of 6061 came in slightly out of spec on hardness (still within ASTM B211 but at the low end), we contacted customers before machining and offered material substitution. Transparency builds trust.
Engineering support helps customers optimize designs. We don’t just quote what customers send—we suggest improvements that reduce cost or improve manufacturability. That’s why 73% of our 2024 revenue came from repeat customers.
On-time delivery measured 98.4% in 2024. The 1.6% late deliveries all involved material procurement delays beyond our control—we communicated proactively and expedited where possible.
Conclusion
Aluminum machining services deliver precision parts across diverse applications. Success requires matching alloy properties to application needs, designing for efficient manufacturing, and partnering with experienced suppliers.
At Yicen Precision, we’ve manufactured over 480,000 aluminum components with 98.4% on-time delivery. Our ISO-certified processes and modern equipment handle prototypes through production volumes.
The right custom aluminum machining partner contributes engineering expertise that improves products and reduces costs. Fifteen years of experience taught us that proactive communication and quality focus matter as much as machining capability.
Frequently Asked Questions
What aluminum alloy should I choose for my project?
6061-T6 works for approximately 65% of applications due to balanced strength, machinability, and cost. Choose 7075-T6 when you need maximum strength approaching steel levels. Medical and marine applications often benefit from 5052’s superior corrosion resistance.
How much does aluminum CNC machining actually cost?
Material runs $3-6 per pound depending on alloy. Machining costs $95-135 per hour based on equipment requirements. Simple parts start around $75-150, complex components range $300-2,000+. Production quantities reduce per-unit cost significantly—our quotes show 40-60% savings at 100+ pieces.
What tolerances can CNC machining hold on aluminum?
Standard tolerances of ±0.005″ are readily achievable and keep costs reasonable. Precision work reaches ±0.001″ with proper equipment and inspection. Our facility maintains Cpk values above 1.67, demonstrating consistent capability. Only specify tight tolerances where function requires them
How long does aluminum CNC machining take?
Prototypes ship in 7-10 business days typically. Production runs of 100-500 pieces need 3-4 weeks. Rush service delivers prototypes in 3 days at 35% premium. Lead time depends on current shop load and material availability—we provide specific dates when quoting.
Can you provide certifications for aerospace or medical applications?
Yes. Our AS9100D certification supports aerospace customers requiring full traceability and documented quality systems. ISO 13485 certification demonstrates medical device manufacturing capability. We provide material certifications, first article inspection reports, and batch documentation as required.
References
- Ducker Frontier. (2024). Aluminum Content in North American Light Vehicles 2024-2030. Troy, MI: Ducker Frontier LLC. https://www.duckerfrontier.com/
- Modern Machine Shop. (2024). Top Shops Benchmarking Report. Cincinnati, OH: Gardner Business Media. https://www.mmsonline.com/
- ASM International. (2024). Aluminum and Aluminum Alloys (ASM Specialty Handbook). Materials Park, OH: ASM International. https://www.asminternational.org/
- The Aluminum Association. (2024). International Alloy Designations and Chemical Composition Limits for Wrought Aluminum and Wrought Aluminum Alloys. Arlington, VA. https://www.aluminum.org/
- SAE International. (2024). AMS-QQ-A-200/8: Aluminum Alloy 6061, Plate and Sheet. Warrendale, PA: SAE International. https://www.sae.org/





