Ir al contenido
Ir al contenido 
He pasado más de 25 años en talleres, tratando con tornos CNC que zumban toda la noche y piezas que salen de las máquina perfecto o como chatarra. Plástico Torneado CNC no es como trabajar con acero o aluminio: es una bestia diferente. El material se defiende de formas inesperadas, desde fundirse bajo una herramienta desafilada hasta deformarse durante la noche en un taller húmedo. Los ingenieros y los responsables de compras suelen subestimar estos problemas, lo que provoca retrasos en las entregas, lotes desechados y costes desorbitados. Esta guía profundiza en los fundamentos, la cruda realidad de la producción, las decisiones que tomamos bajo presión y cómo sortearlo todo. Con la crisis Mecanizado CNC que alcanzará los $101.220 millones en 2025 y se prevé que alcance los $108.580 millones en 2026, impulsado por la demanda de componentes plásticos ligeros en los sectores aeroespacial, médico y de automoción, comprender estos retos no es opcional, sino esencial para seguir siendo competitivo. Si está especificando piezas o abasteciéndose de un Servicio de torneado CNC, De este modo, dispondrá de los conocimientos necesarios para evitar los errores más comunes y tomar decisiones con conocimiento de causa.
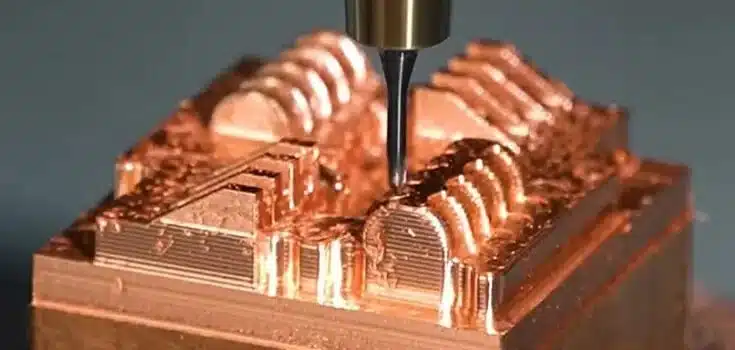
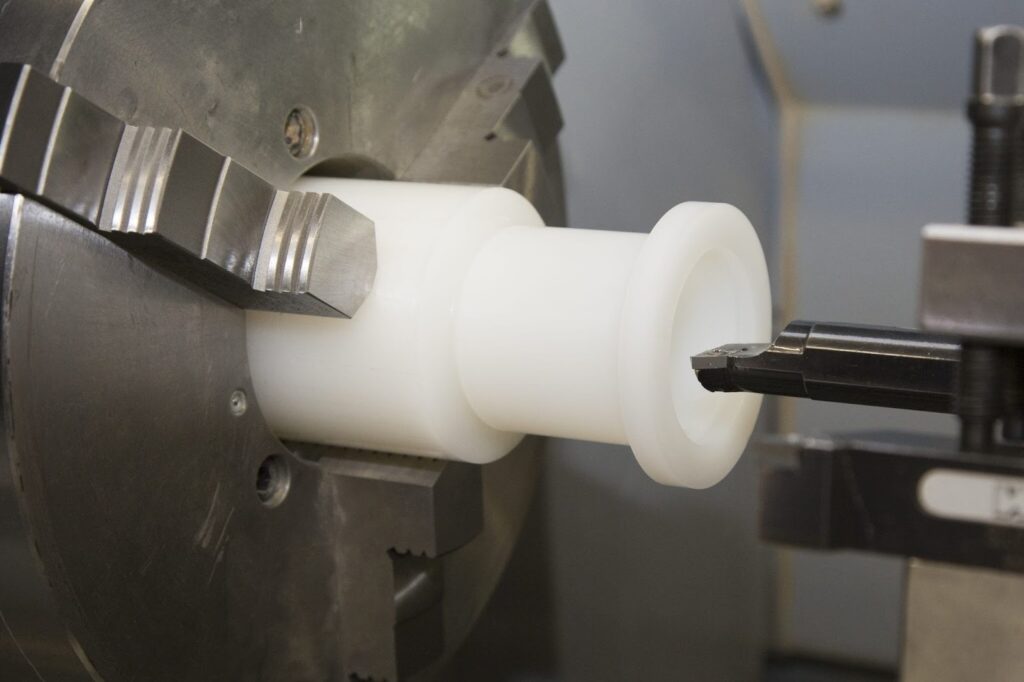
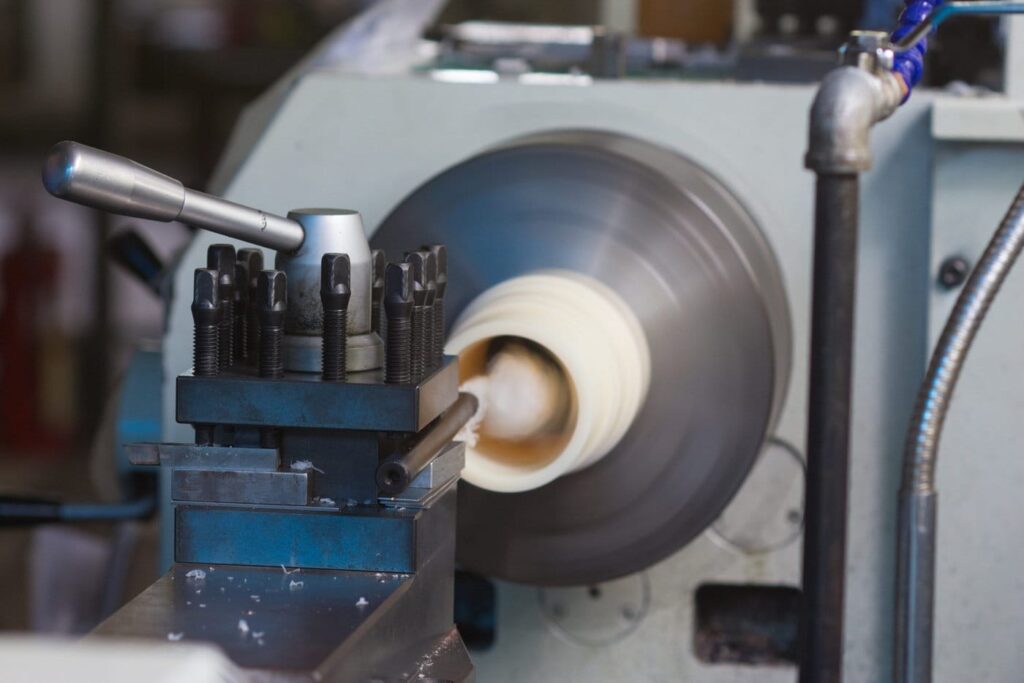
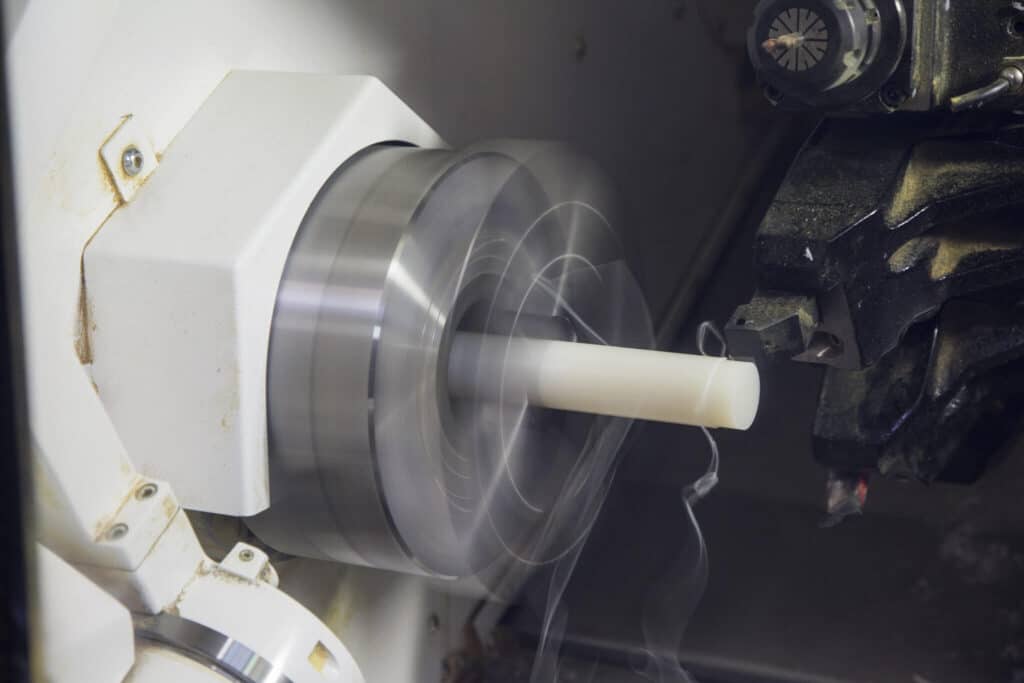
Torneado CNC consiste en sujetar una pieza en un mandril, hacerla girar a gran velocidad y utilizar herramientas fijas para retirar el material simétricamente alrededor del eje. En el caso de los plásticos, la configuración es similar a la de los metales, pero la ejecución requiere ajustes. El torno utiliza una torreta para varias herramientas -barras de taladrado, herramientas de ranurado, plaquitas de roscado- y el controlador CNC sigue trayectorias de código G derivadas de modelos CAD.
Los plásticos difieren fundamentalmente de los metales en cuanto a conductividad térmica, módulo de elasticidad y ductilidad. Los metales disipan el calor a través de la viruta y la pieza, pero los plásticos lo atrapan, lo que provoca un reblandecimiento localizado. Una configuración típica podría utilizar un mandril de 3 mordazas para material redondo, pero para plásticos como el nylon, que absorbe la humedad y se expande, a menudo cambiamos a mordazas blandas o pinzas para evitar el aplastamiento. El proceso comienza con el refrentado del extremo y el torneado en bruto para eliminar el material grueso, seguido de pasadas de acabado para comprobar la tolerancia y la calidad de la superficie.
¿Por qué preferimos el torneado a otros métodos? Para elementos cilíndricos como ejes, casquillos o juntas, el torneado es más eficaz: menos desperdicio de material que el torneado. fresado, y tiempos de ciclo más rápidos para piezas con simetría de rotación. En producción, he visto tiradas de 500 casquillos de Delrin en los que el torneado reducía los costes en 20% en comparación con fresado. Pero si se equivoca en los fundamentos, estará persiguiendo tolerancias que se desvían a medida que la pieza se enfría.
¿Qué es el torneado CNC para plásticos?
Torneado CNC hace girar la pieza de plástico mientras una herramienta de corte le da forma. Se obtienen cilindros, ejes y roscas con facilidad.
A diferencia de fresado, El torneado funciona mejor con piezas redondas. Los plásticos como el Delrin o el Nylon se tornean bien, pero requieren un cuidado especial.
Muchas empresas lo utilizan para prototipos y pequeñas tiradas. Al no tener costes de molde, es ideal para probar ideas.
Propiedades y selección de materiales para un torneado CNC óptimo
Seleccionar el plástico adecuado es la mitad de la batalla. Desglosemos los materiales clave, sus propiedades, por qué los elegimos y las implicaciones de giro.
Acetal (Delrin)
El delrin, un homopolímero de POM, tiene una densidad de 1,41 g/cm³, una resistencia a la tracción de 60-70 MPa y una baja absorción de humedad (0,2%). Es rígido (módulo de 2,8 GPa) y tiene una excelente estabilidad dimensional. Lo elegimos para bujes y engranajes porque máquinas limpiamente, rompiéndose en astillas cortas sin encordarse.
En torneado, el Delrin mantiene tolerancias de ±0,025 mm con facilidad, pero si se sobrecalienta por encima de 150 ºC se descompone y libera formaldehído. Contrapartida: es más caro que el nailon, pero dura más en aplicaciones de desgaste. Por ejemplo: Torneado de rodillos de Delrin para sistemas transportadores; las afiladas herramientas de carburo a 300 SFM evitan la fusión.
Nylon (Poliamida)
El nailon 6/6 ofrece una resistencia a la tracción de 80-100 MPa, pero absorbe hasta 8% de humedad, lo que provoca un crecimiento dimensional de 2-3%. El módulo es de 2,5-3,5 GPa, con buena resistencia al impacto. Elegido para rodamientos y ruedas donde la flexibilidad absorbe los impactos.
El torneado del nailon es complicado: las virutas filamentosas se enredan y la humedad hace que los tamaños sean impredecibles. Séquelo antes del torneado a 80 °C durante 4 horas. ¿Qué falla? Piezas mecanizado Hinchamiento en seco durante el uso, fallos en los conjuntos. Solución: Girar en entornos acondicionados, utilizar tolerancias de ±0,05 mm. Experiencia real: Una tirada de separadores de nylon para maquinaria se dilató 0,1 mm de la noche a la mañana, desechando 200 unidades.
PEEK (Polieteretercetona)
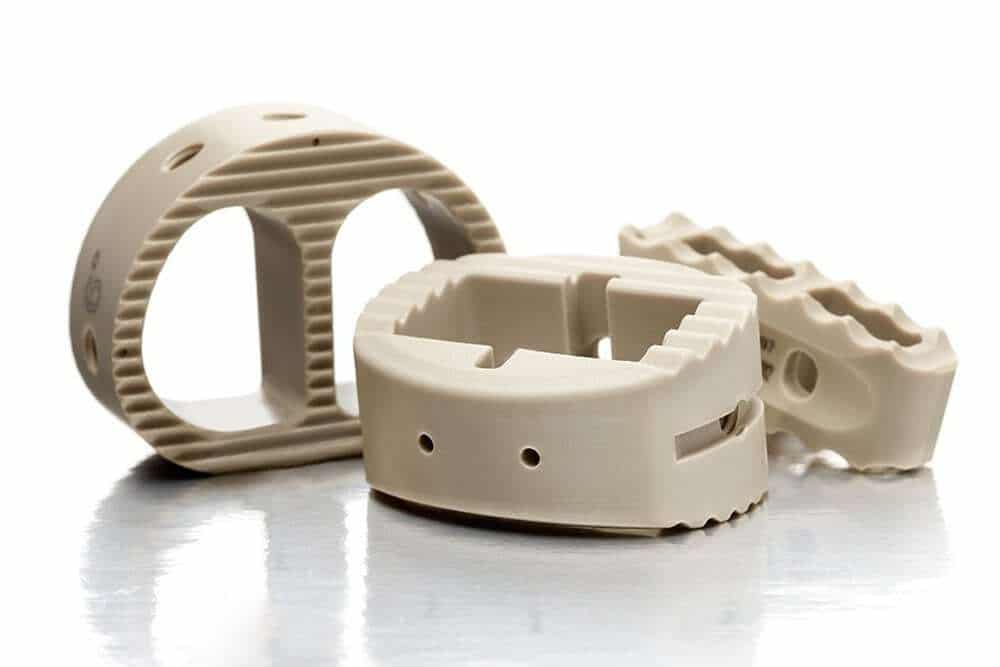
El PEEK presenta una resistencia a la tracción de 90-100 MPa, un módulo de 3,7 GPa y una resistencia al calor de hasta 260°C. Baja humedad (0,1%), inercia química. Seleccionado para implantes médicos y juntas aeroespaciales: biocompatible y ligero.
El torneado de PEEK requiere herramientas diamantadas para las variantes rellenas de vidrio, ya que la abrasión desgasta rápidamente el carburo. La acumulación de calor provoca grietas por tensión. Contrapartida: coste ($45/kg) frente a rendimiento; los avances más lentos (0,1 mm/rev) prolongan la vida útil de la herramienta pero aumentan el tiempo de ciclo 30%. Escenario: Torneado de válvulas de PEEK para plataformas petrolíferas; una refrigeración inadecuada provocó microfisuras, detectadas en la inspección, que evitaron fallos sobre el terreno.
PTFE (teflón)
El PTFE tiene baja fricción (coeficiente 0,05-0,1), densidad 2,2 g/cm³, pero baja resistencia (30 MPa). Resistente al calor hasta 260°C, químicamente inerte. Se utiliza para juntas en las que la antiadherencia es fundamental.
Su blandura dificulta el torneado: se deforma al sujetarla, mantiene tolerancias pobres (±0,1 mm típicamente). Utilice cortes ligeros y herramientas afiladas. ¿Qué ocurre si no es así? Se produce compresión, las piezas rebotan despuésmecanizado. Solución: Congelar las piezas para estabilizarlas. Ejemplo: Juntas de PTFE torneadas para procesamiento de alimentos; una fuerza excesiva las aplastó, lo que obligó a rediseñarlas.
Policarbonato
El PC tiene una resistencia de 60-70 MPa, alto impacto (Izod 600-850 J/m), pero se raya fácilmente. Tg 145°C, transparente.
El torneado produce buenos acabados con herramientas pulidas, pero la vibración provoca empañamiento. Elegido para lentes y cubiertas. Contrapartida: degradación UV en exteriores, por lo que hay que añadir estabilizadores. Problema real: Torneado de tubos finos de PC; el calor los alabeó 0,2 mm, lo que se solucionó con refrigeración por aire.
| Material | Resistencia a la tracción (MPa) | Absorción de humedad (%) | Desviación térmica (°C) | Maquinabilidad | Problemas comunes de giro |
| Delrin | 60-70 | 0.2 | 90-100 | Excelente | Se funde si se sobrecalienta |
| Nylon | 80-100 | 1-8 | 100-150 | Bien | Hinchazón, astillas fibrosas |
| PEEK | 90-100 | 0.1 | 160-260 | Moderado | Desgaste de herramientas, agrietamiento |
| PTFE | 30 | 0.01 | 115 | Pobre | Deformación, tolerancias deficientes |
| PC | 60-70 | 0.15 | 130-135 | Bien | Arañazos, bruma por vibración |
Retos clave en el torneado CNC de plásticos
La baja conductividad térmica de los plásticos (0,1-0,5 W/mK frente a los 10-400 de los metales) agrava los problemas. Aquí está la inmersión profunda.
Gestión del calor y fusión
La fricción genera calor; los plásticos se funden a 150-300°C. ¿Por qué? Una mala disipación del calor reblandece la zona de corte, provocando una acumulación gomosa.
En producción, las herramientas desafiladas o los avances bajos agravan esta situación: he visto cómo los bordes de Delrin se fundían con las herramientas, deteniendo el torno. Consecuencias: Las tasas de desecho aumentan 15%, la vida útil de la herramienta disminuye 50%. Soluciones: Altas velocidades de avance (0,15-0,3 mm/rev), plaquitas de metal duro afiladas con desprendimiento positivo (10-15°). Utilizar refrigerante nebulizado para plásticos no absorbentes. Contrapartida: Los avances más rápidos pueden provocar vibraciones en secciones finas.
Escenario: Torneado de carcasas de policarbonato; las superficies se fundieron a 500 RPM; se cambió a 300 RPM con chorro de aire, salvando la tirada.
Deformación y distorsión
Las tensiones residuales del corte se liberan con el tiempo, deformando las piezas 0,1-0,5 mm. ¿Por qué? Enfriamiento desigual o tensiones internas en el material extruido.
¿Qué falla? Las piezas pasan la inspección pero fallan en el montaje días después. En una operación de dispositivos médicos, los implantes de nailon se deformaron, lo que costó $50.000 en retiradas. Soluciones: Recalentamiento por tensión a 100-150°C durante 1-2 horas antes del acabado; máquina en etapas, permitiendo 24 horas de descanso. Utilizar trayectorias de herramienta simétricas. Contrapartida: Añade 20% al tiempo de ciclo.
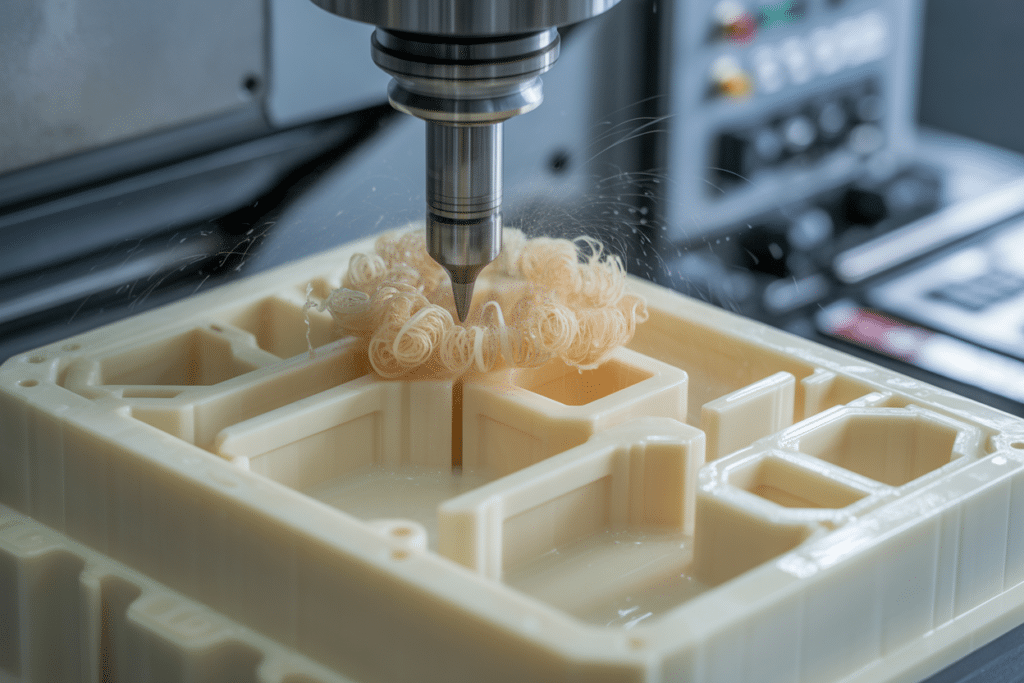
Control de virutas y electricidad estática
Los plásticos forman virutas largas y fibrosas que se enrollan alrededor de las herramientas, arañando las superficies o rompiendo los insertos. La estática adhiere las virutas a las piezas.
¿Por qué? La baja rigidez permite que las virutas se curven en lugar de romperse. Al girar, los “nidos de pájaros” detienen la producción. Consecuencias: Tiempos muertos, malos acabados (Ra >1,6 μm). Soluciones: Ciclos de picoteo cada 5-10 mm; rompevirutas en plaquitas; barras ionizadoras para estática. Para Nylon, el aire comprimido elimina las virutas. Contrapartida: Peck reduce la eficiencia en 10-15%.
Ejemplo: Torneado de PEEK para la industria aeroespacial; las virutas filamentosas atascaban el picoteado implementado en la torreta, reduciendo los defectos 80%.
Rebabas y mal acabado superficial
Los plásticos blandos rebotan con facilidad, sobre todo en las salidas. La vibración enturbia los materiales transparentes.
¿Por qué? El material empuja en lugar de cizallar limpiamente. Incorrecto: Las rebabas requieren un desbarbado manual, lo que añade mano de obra. Soluciones: Pasadas de acabado ligeras (0,05 mm de profundidad), herramientas pulidas. Para PC, las herramientas de diamante alcanzan Ra 0,4 μm. Contrapartida: las pasadas adicionales prolongan el tiempo.
Escenario: Juntas de PTFE con rebabas y fugas en las pruebas: se añaden chaflanes en el diseño y se elimina el procesamiento posterior.
Inestabilidad dimensional a lo largo del tiempo
La humedad o los cambios de temperatura alteran los tamaños. El nylon se hincha 0,2-0,5% por % de humedad.
¿Por qué? Naturaleza higroscópica. Incorrecto: Piezas fuera de especificación tras el almacenamiento. Solución: Sellar en bolsas, medir a 20°C/50% HR. Utilizar materiales de baja absorción como el Delrin. Contrapartida: limitación de la elección de materiales.
Desgaste y rotura de herramientas
Los plásticos rellenos desgastan las herramientas; los blandos acumulan filo.
¿Por qué? Las fibras de vidrio en PEEK muelen carburo. Consecuencias: Cambios frecuentes, aumento de los costes. Soluciones: Insertos de PCD para abrasivos; inspecciones periódicas. Contrapartida: el PCD cuesta 3 veces más, pero dura 5 veces más.
Utillaje para el torneado de plásticos
Las plaquitas de metal duro con rastrillo positivo reducen la fuerza; grado C2 para uso general. Para PEEK, PCD o cerámica. Inclinación 5-15°, relieve 7-12°.
Lógica de selección: Adaptar a la dureza del material: afilado para PTFE blando, duradero para Nylon relleno. En el taller, pruebo en chatarra; una herramienta incorrecta duplica el desgaste. Parámetros: SFM 200-600, avance 0,1-0,4 mm/rev.
Por qué los plásticos son difíciles de tornear
Los plásticos tienen poca resistencia al calor. Se funden o deforman por fricción. Los metales soportan mejor el calor.
También se flexionan más. Esto provoca vibraciones y malos acabados. La humedad cambia el tamaño de algunos plásticos como el nailon.
Comprenderlos ayuda a diseñar mejores piezas.
Retos comunes del torneado CNC de plásticos
Plástico Torneado CNC presenta dificultades únicas en comparación con el metal mecanizado. Los plásticos tienen baja conductividad térmica, alta expansión térmica, sensibilidad a la humedad y menor rigidez. Estas propiedades dan lugar a problemas que pueden aumentar las tasas de desecho, requerir un postprocesado adicional y afectar al rendimiento de las piezas. Los talleres se encuentran con estos problemas a diario, especialmente con materiales como el nailon, el delrin (acetal), el PEEK, el PTFE y el policarbonato.
A continuación se exponen los principales problemas, sus causas fundamentales, sus efectos en el mundo real y soluciones prácticas basadas en la experiencia de producción.
Fusión y sobrecalentamiento
La fricción durante el corte genera calor rápidamente. Los plásticos se funden o reblandecen a bajas temperaturas -típicamente 150-250°C dependiendo del material- mientras que los metales soportan temperaturas mucho más altas antes de que surjan problemas. Una mala disipación del calor lo mantiene localizado en la zona de corte.
Causas:
- Las herramientas desafiladas o mal afiladas aumentan la fricción.
- Las bajas velocidades de avance permiten un contacto prolongado, lo que genera calor.
- Altas velocidades de los husillos sin una evacuación adecuada de las virutas.
- Refrigeración inadecuada o incorrecta (por ejemplo, uso de refrigerante de inundación en plásticos sensibles a la humedad).
Efectos:
- Las superficies fundidas o gomosas arruinan el acabado y las dimensiones.
- Acumulación de herramientas o soldaduras en la pieza.
- Los gases liberados (por ejemplo, del Delrin sobrecalentado) crean riesgos para la seguridad.
- Retrabajo o desguace completo de piezas.
Soluciones:
- Utilice herramientas de metal duro afiladas y pulidas con ángulos de desprendimiento positivos (10-20°) para cortar el material limpiamente.
- Aumentar considerablemente las velocidades de avance (a menudo 0,2-0,5 mm/rev o más) para eliminar el material antes de que se acumule el calor.
- Reducir moderadamente la velocidad del husillo manteniendo avances agresivos.
- Aplique refrigeración por chorro de aire o nebulización; evite los refrigerantes a base de agua en materiales higroscópicos como el nailon.
- Pruebe primero los parámetros en piezas de desecho: los pequeños ajustes suelen resolver la fusión sin sacrificar el tiempo de ciclo.
En una tirada de producción de carcasas de policarbonato, al reducir ligeramente la velocidad y aumentar el avance se eliminó por completo la fusión superficial, lo que mejoró drásticamente el rendimiento.
Deformación y distorsión
Las piezas se doblan, arquean o tuercen después del mecanizado o durante el almacenamiento/uso. El calor del corte y la liberación de tensiones internas provocan contracciones o dilataciones desiguales.
Causas:
- Las tensiones residuales en el material extruido/fundido se liberan de forma asimétrica cuando el material se retira de forma desigual.
- El calentamiento localizado ablanda las zonas, lo que provoca un enfriamiento desigual.
- Las paredes finas o asimétricas se flexionan más bajo las fuerzas de corte.
- Para plásticos higroscópicos como el Nylon, post-mecanizado la absorción de humedad provoca hinchazón.
Efectos:
- Las piezas no pasan la inspección días después aunque la hayan pasado inicialmente.
- Problemas de montaje o fallos funcionales.
- Alta chatarra en aplicaciones de precisión como componentes médicos o aeroespaciales.
Soluciones:
- Empezar con material recocido (precalentar a 100-150°C durante 1-4 horas dependiendo del material).
- Mecanizado por etapas: corte en bruto, reposo de más de 24 horas (o más), luego semiacabado y pasadas de luz finales.
- Utilice trayectorias de herramienta simétricas y arranque de material equilibrado para minimizar el desequilibrio de tensiones.
- Mantener un entorno de taller controlado (20°C ±2°C, 45-55% HR) durante y después de mecanizado.
- Diseñe paredes más gruesas y añada nervaduras para mayor estabilidad.
En las piezas de nailon, los cortes escalonados con periodos de descanso redujeron el alabeo en más de 50% en pasadas repetidas.
Problemas de control de virutas
Los plásticos blandos y dúctiles producen virutas largas y fibrosas (“nidos de pájaros”) que se enrollan alrededor de las herramientas, la pieza o la torreta.
Causas:
- Su alta ductilidad evita que las virutas se rompan de forma natural.
- El corte continuo sin interrupción permite que las virutas se alarguen.
- Los materiales blandos como el PTFE o el nailon agravan los enredos.
Efectos:
- Superficies arañadas por virutas envueltas.
- Daño o rotura de la herramienta.
- Tiempo de inactividad de la máquina para la retirada manual de virutas.
- Peligros para la seguridad (virutas afiladas y calientes).
Soluciones:
- Aplicar ciclos de picoteo (interrumpir el avance axial cada 5-10 mm) para romper las virutas.
- Utilizar plaquitas con geometría rompevirutas.
- Aplique chorros de aire a alta presión para eliminar las virutas de forma continua.
- Seleccione materiales con mejor formación de virutas (por ejemplo, Delrin sobre Nylon siempre que sea posible).
- Para casos graves, áspero con herramienta viva fresado antes de terminar de girar.
Los ciclos de picoteo añaden algo de tiempo, pero eliminan la mayoría de los problemas de enredo y mejoran la seguridad general.
Rebabas y mal acabado superficial
Los plásticos blandos dejan bordes difusos y elevados (rebabas) en las salidas y esquinas. La vibración causa apariencias ásperas o nebulosas, especialmente en materiales transparentes.
Causas:
- El material se deforma plásticamente en lugar de cizallarse limpiamente.
- Las herramientas desafiladas desgarran más que cortan.
- Vibración por salientes largos o soporte insuficiente.
- Rebaba de salida del avance de la herramienta.
Efectos:
- Tiempo/trabajo extra de desbarbado.
- Estética y funcionalidad comprometidas (por ejemplo, fugas en las juntas).
- Valores Ra pobres que requieren un pulido adicional.
Soluciones:
- Dar pasadas ligeras de acabado (0,03-0,08 mm de profundidad) con herramientas afiladas y pulidas.
- Añadir chaflanes o radios en el diseño para reducir las rebabas de salida.
- Asegúrese de que la sujeción sea firme y amortigüe las vibraciones (mordazas blandas, soporte del contrapunto).
- Uso convencional frente a escalada fresado/girando caminos estratégicamente para salidas más limpias.
Los acabados ligeros y los retoques de diseño a menudo eliminan por completo el desbarbado manual.
Cambios dimensionales a lo largo del tiempo
Cambio de tamaño de las piezas tras mecanizado debido a factores medioambientales.
Causas:
- Absorción de humedad (el nylon se hincha significativamente; hasta 0,5-2% dimensionalmente).
- Las fluctuaciones de temperatura provocan dilatación/contracción (los plásticos tienen un alto CET).
- Las tensiones residuales siguen relajándose lentamente.
- Fluencia bajo carga en algunos materiales.
Efectos:
- Ajustes fuera de tolerancia en ensamblajes.
- Fallos funcionales en aplicaciones de precisión.
- Piezas rechazadas tras su almacenamiento o envío.
Soluciones:
- Mecanizar y medir en condiciones controladas que coincidan con el entorno de uso final.
- Materiales higroscópicos secos premecanizado y sellar las piezas después del proceso.
- Seleccione alternativas de baja absorción (por ejemplo, Delrin sobre Nylon) cuando la estabilidad sea crítica.
- Permitir márgenes de diseño o utilizar especificaciones de material condicionadas.
- Recocido de piezas después del mecanizado para aliviar tensiones.
En el caso de los componentes de nailon, el presecado y el control ambiental evitan la mayor parte de los problemas de post-secado.mecanizado hinchazón.
Estos retos están interconectados: un control deficiente de la viruta empeora los problemas de calor, el calor contribuye a la deformación, etcétera. Para hacerles frente se requieren enfoques integrados: herramientas afiladas, parámetros optimizados, conocimiento de los materiales, procesos escalonados y control medioambiental. Los talleres que dominan estas técnicas consiguen menos desechos, un rendimiento más rápido y piezas más fiables.
Si tiene problemas persistentes, consulte a un mecanizado para obtener información DFM a medida. Un manejo adecuado convierte estos retos en aspectos manejables de la producción de componentes de plástico torneados de alta calidad.
Retos específicos de los materiales en el torneado CNC de plásticos

Los distintos plásticos se comportan de forma única durante Torneado CNC debido a variaciones en las propiedades térmicas, la resistencia mecánica, la sensibilidad a la humedad, la abrasividad y la ductilidad. Comprender estas diferencias es esencial para seleccionar el material adecuado, ajustar los parámetros, evitar defectos y conseguir resultados uniformes. A continuación se ofrece un desglose detallado de los cinco plásticos técnicos más utilizados en torneado: Acetal (Delrin), Nylon, PEEK, PTFE (Teflón) y Policarbonato. Cada uno de ellos incluye características clave de mecanización, principales retos, soluciones prácticas basadas en la experiencia del taller y aplicaciones típicas.
Acetal (Delrin / POM)
El acetal, a menudo denominado Delrin, ofrece una maquinabilidad excepcional entre los plásticos técnicos. Produce virutas cortas y nítidas que se rompen con facilidad, mantiene tolerancias estrechas (±0,025 mm de forma rutinaria) y ofrece excelentes acabados superficiales con un esfuerzo mínimo.
Puntos fuertes:
- Baja absorción de humedad (~0,2%), excelente estabilidad dimensional.
- Alta rigidez y baja fricción, ideal para piezas móviles.
- Las virutas se forman limpiamente, reduciendo los enredos y la acumulación de herramientas.
Retos principales:
- Fluencia bajo carga sostenida: las piezas se deforman lentamente con el paso del tiempo en aplicaciones sometidas a grandes esfuerzos.
- Riesgo de sobrecalentamiento: El delrin se descompone por encima de ~150-170°C, liberando vapores de formaldehído (riesgo para la seguridad).
- El apriete puede marcar las superficies si las mordazas son demasiado agresivas, aunque es menos grave que en los plásticos más blandos.
Soluciones y buenas prácticas:
- Utilice herramientas de metal duro afiladas con ángulos de rastrillo positivos y avances elevados (0,3-0,5 mm/rev) para cizallar limpiamente y evacuar el calor.
- Las velocidades de husillo moderadas (400-600 SFM) evitan la fusión; basta con la refrigeración por aire o niebla.
- Sujete con una presión moderada utilizando mordazas blandas o fijaciones acolchadas para evitar deformaciones.
- Para las piezas portantes, el diseño debe tener en cuenta la fluencia mediante factores de seguridad.
Aplicaciones típicas:
- Engranajes, bujes, rodillos y accesorios en equipos industriales y de automoción en los que la resistencia al desgaste y la precisión son fundamentales.
Nylon (PA6 / PA66)
El nailon ofrece una excelente solidez, dureza y resistencia al desgaste, lo que lo convierte en el material preferido para componentes dinámicos. Sin embargo, su naturaleza higroscópica crea importantes mecanizado y problemas de estabilidad.
Puntos fuertes:
- Alta resistencia al impacto y propiedades autolubricantes.
- Buena resistencia a la fatiga en rodamientos y piezas de desgaste.
Retos principales:
- La elevada absorción de humedad (hasta 8% en saturación, normalmente 1-3% en uso) provoca un hinchamiento dimensional (cambio de 0,5-2%).
- Alabeo y distorsión tras el mecanizado por gradientes de humedad o tensiones residuales.
- Astillas largas y filamentosas que enredan las herramientas y rayan las superficies.
- La inestabilidad dimensional empeora en ambientes húmedos.
Soluciones y buenas prácticas:
- Presecar el caldo a 80-90°C durante 4-12 horas para reducir la humedad por debajo de 0,2-0,5%.
- Utilice exclusivamente refrigeración por aire; evite los refrigerantes a base de agua que añaden humedad.
- Máquina por etapas con periodos de reposo (más de 24 horas) y humedad controlada (<50% HR).
- Los ciclos de picoteo y los rompevirutas ayudan a gestionar las virutas fibrosas; los avances elevados reducen el calor.
- Recocer las piezas después del desbaste si se necesitan tolerancias estrechas.
Aplicaciones típicas:
- Rodamientos, ruedas, rodillos y almohadillas de desgaste en maquinaria industrial en la que la absorción de impactos y la baja fricción son importantes.
PEEK (sin relleno y con relleno)
El PEEK destaca en entornos exigentes gracias a su excepcional resistencia al calor (hasta 260 °C continuos), estabilidad química y biocompatibilidad. Grados sin relleno máquina más fácilmente, mientras que las versiones rellenas (de vidrio o carbono) añaden rigidez pero aumentan la dificultad.
Puntos fuertes:
- Resistencia térmica y química superior.
- Excelentes propiedades de desgaste y fatiga en piezas de alto rendimiento.
Retos principales:
- La baja conductividad térmica atrapa el calor, con el consiguiente riesgo de reblandecimiento o agrietamiento por tensión.
- Las calidades rellenas (vidrio/carbono) son muy abrasivas, lo que acelera drásticamente el desgaste de la herramienta (50-70% menor vida útil frente a las no rellenas).
- Agrietamiento por tensión si las herramientas se desafilan o los cortes son demasiado agresivos.
- Mayor coste y necesidad de una gestión térmica precisa.
Soluciones y buenas prácticas:
- Utilizar herramientas de PCD (diamante policristalino) o recubiertas de diamante para PEEK relleno; el carburo afilado es suficiente para el no relleno.
- Las velocidades bajas a moderadas (150-300 SFM) con avances ligeros (0,08-0,2 mm/rev) minimizan el calor y el desgaste.
- Refrigeración por aire o CO2; evitar el exceso de líquidos para evitar el agrietamiento.
- Recocido stock pre-mecanizado (200-220°C en remojo) para aliviar las tensiones.
- Los pases de acabado ligeros y las configuraciones rígidas evitan que se astillen los bordes.
Aplicaciones típicas:
- Implantes médicos, juntas aeroespaciales, asientos de válvulas y cojinetes de alta carga en los que el calor, los productos químicos y la precisión no son negociables.
PTFE (teflón)
El PTFE destaca por su fricción ultrabaja, su inercia química y su amplio rango de temperaturas. Sin embargo, su suavidad y resbaladizo lo convierten en uno de los plásticos más difíciles de tornear con precisión.
Puntos fuertes:
- El coeficiente de fricción más bajo entre los sólidos.
- Excelente resistencia química y térmica (hasta 260°C).
Retos principales:
- La extrema blandura provoca deformaciones bajo la presión de sujeción o las fuerzas de corte.
- Una rigidez deficiente provoca vibraciones, traqueteos y dificultades para mantener las tolerancias (a menudo, un límite de ±0,1 mm).
- Virutas gomosas y fibrosas y manchas de material si se acumula el calor.
- La fluencia bajo carga afecta a la estabilidad dimensional a largo plazo.
Soluciones y buenas prácticas:
- Utilice herramientas muy afiladas con rastrillo positivo; velocidades bajas (200-400 SFM) y avances más altos para minimizar el tiempo de permanencia.
- Congelar el material (-20°C) temporalmente para aumentar la rigidez durante el desbaste.
- Utilice mordazas blandas, pinzas expansibles o fijaciones acolchadas a medida para distribuir uniformemente la fuerza de apriete.
- Los cortes ligeros (0,02-0,1 mm de profundidad) y la refrigeración por aire evitan deformaciones y manchas.
- Diseño con generosas holguras para adaptarse a la fluencia.
Aplicaciones típicas:
- Sellos, juntas, aislantes y componentes de baja fricción en la industria alimentaria, la manipulación de productos químicos y los sistemas eléctricos.
Policarbonato (PC)
El policarbonato ofrece una excelente resistencia al impacto y claridad óptica, ideal para piezas transparentes o resistentes. Su dureza ayuda en algunos aspectos, pero crea obstáculos de giro específicos.
Puntos fuertes:
- Gran resistencia al impacto y buena transparencia.
- Resistencia razonable para los componentes estructurales.
Retos principales:
- Las virutas tienden a enrollarse y enredarse alrededor de las herramientas debido a su ductilidad.
- La vibración provoca bruma, marcas de herramientas o acabados rugosos en superficies transparentes.
- La acumulación de calor provoca fusión, manchas o blanqueamiento por estrés.
- Las rebabas se forman fácilmente en las salidas; las virutas producen arañazos.
Soluciones y buenas prácticas:
- Las herramientas afiladas y pulidas con ángulos de desprendimiento positivos favorecen un corte limpio.
- Velocidades de husillo moderadas con sujeción firme y apoyo del contrapunto para amortiguar las vibraciones.
- Los pases de acabado ligeros (0,03-0,08 mm) y el enfriamiento por aire/neblina evitan la fusión.
- Añadir chaflanes/radios en el diseño para reducir las rebabas de salida.
- La fijación segura es esencial: la vibración enturbia la transparencia rápidamente.
Aplicaciones típicas:
- Lentes, cubiertas protectoras, carcasas y cerramientos en electrónica, óptica y automoción donde se requiere claridad y resistencia.
Estos materiales ponen de relieve por qué la selección de plásticos impulsa el éxito del torneado. Adapte el plástico a las exigencias de la aplicación y, a continuación, ajuste las herramientas, los parámetros y el entorno en consecuencia. Los talleres que documentan las configuraciones para cada grado obtienen resultados repetibles y menos desechos. Para piezas complejas o con tolerancias muy ajustadas, consulte con expertos en plásticos. mecanizado proveedores que puedan ofrecer perspectivas de DFM específicas para cada material.
Consejos de diseño para superar los retos
Un buen diseño evita la mayoría de los problemas.
- Añade filetes generosos a las esquinas. Reduce la tensión.
- Mantenga las paredes con un grosor mínimo de 1-2 mm. Evita la flexión.
- Limita la profundidad de los orificios a 3 veces el diámetro. Retirada de virutas más fácil.
- Utilice roscas estándar. Las finas resbalan en los plásticos blandos.
- Especifique tolerancias realistas. Los plásticos se mueven más que los metales (±0,05 mm común).
Consejo profesional: Si es posible, incluya siempre ángulos de calado. Ayuda con el ajuste y la tensión.
Parámetros de mecanizado que funcionan
Ajuste bien su máquina.
- Herramientas: Carburo afilado o PCD. Los ángulos de rastrillo positivos cortan limpiamente.
- Velocidades: Los avances elevados evitan el calor. Velocidades de husillo moderadas evitan la fuerza centrífuga.
- Refrigeración: Chorro de aire para la mayoría. Evite el agua en plásticos sensibles a la humedad. Inundar refrigerante si es seguro.
Consejo del experto: Pruebe primero con chatarra. Ajústelo en función de su configuración.
Impacto de estos retos en los costes
Los problemas elevan los costes rápidamente.
| Desafío | Coste adicional | Por qué |
| Fusión/Quemaduras | +20-50% tiempo | Desbarbado, repaso |
| Deformación | +30-100% | Piezas desechadas, reinicios |
| Chips pobres | +10-30% | Daños en las herramientas, paradas |
| Material equivocado | Alta | Rediseño completo |
Los pedidos por lotes reducen los costes por pieza. Una buena planificación ahorra 30-50%.
Cómo elegir un servicio de torneado CNC para piezas de plástico
Seleccionar el Servicio de torneado CNC para componentes de plástico requiere algo más que comparar precios o plazos de entrega. Los plásticos exigen una manipulación especializada debido a su sensibilidad al calor, problemas de humedad, baja rigidez y comportamientos específicos de los materiales que no presentan los metales. Un taller especializado en metales en general puede producir piezas de plástico, pero los resultados a menudo se ven afectados por la fusión, el alabeo, los malos acabados, la contaminación por residuos metálicos en herramientas y accesorios o las tolerancias incoherentes. En 2026, con la creciente demanda de piezas ligeras y resistentes a la corrosión en sectores regulados, los mejores proveedores destacarán por sus procesos dedicados, su experiencia en materiales y su asistencia proactiva en ingeniería.
Criterios clave de evaluación
Concéntrese en estos factores prácticos a la hora de preseleccionar y comparar servicios.
Experiencia demostrada con plásticos
Pida directamente ejemplos de trabajos anteriores de torneado de plásticos, idealmente similares al suyo en cuanto a material, geometría, tolerancia y volumen. Solicite fotos, casos prácticos o referencias de proyectos recientes.
Un taller que tornea habitualmente PEEK, Nylon, Delrin, PTFE o Policarbonato comprenderá matices como los requisitos de recocido, el enfriamiento sólo por aire para materiales higroscópicos, los ciclos de picoteo para virutas fibrosas y las etapas de recocido. mecanizado para controlar la distorsión.
Bandera roja: Si dudan o se centran en ejemplos de metal, es probable que les falte profundidad en plásticos.
Equipos específicos y prevención de la contaminación
Confirme si mantienen separados máquinas, o, al menos, protocolos de limpieza exhaustivos para plásticos. Los residuos metálicos (de trabajos anteriores en aluminio o acero) pueden incrustarse en plásticos blandos, provocar arañazos o contaminar aplicaciones sensibles como piezas médicas o en contacto con alimentos.
Busca:
- Tornos dedicados al plástico o células de trabajo segregadas.
- Mordazas blandas, pinzas o útiles a medida diseñados para sujeción a baja presión.
- Herramientas de PCD o metal duro afilado reservadas para plásticos (evitan los problemas de acumulación y embotamiento que se observan con las plaquitas de uso general).
Las tiendas que se toman en serio los plásticos suelen anunciar “salas limpias” o “dedicadas al plástico". mecanizado”.
Certificaciones y normas de calidad
La certificación ISO 9001 sigue siendo la base para una gestión coherente de la calidad, el control de procesos y la trazabilidad, esenciales para cualquier trabajo de producción.
Para las industrias reguladas:
- Médico → ISO 13485 demuestra la gestión de riesgos y el manejo de la biocompatibilidad.
- Aeroespacial → AS9100 añade trazabilidad, certificación de materiales y documentación más estricta. Las certificaciones obligan a documentar los procedimientos de inspección, manipulación de materiales y acciones correctivas, lo que reduce la variabilidad de las piezas de plástico en las que los pequeños cambios ambientales causan grandes problemas.
Proceso de elaboración de presupuestos y comentarios sobre el diseño para la fabricación (DFM)
Solicite presupuestos a varios proveedores y evalúe la calidad de la respuesta. Los mejores servicios ofrecen presupuestos rápidos (a menudo en 24-48 horas) pero exhaustivos:
- Recomendaciones o alternativas materiales.
- Análisis de viabilidad de la tolerancia.
- Sugerencias para reducir el coste o el riesgo (por ejemplo, añadir radios para evitar los elevadores de tensión, ajustar el grosor de la pared o el escenario...). mecanizado).
- Identificación clara de los retos potenciales (alabeo en nailon, calor en PEEK).
Una sólida retroalimentación DFM muestra la participación de la ingeniería desde el principio, lo que a menudo ahorra 10-30% en costes y evita bucles de rediseño.
Controles prácticos adicionales
- Plazos de entrega y capacidad para su volumen (prototipos frente a series de producción).
- Capacidades de inspección (MMC, comparadores ópticos, calibrado en proceso).
- Ingenieros comunicativos que hablan su idioma.
- Ubicación y logística si el plazo de entrega o el envío son importantes.
En 2026, los servicios líderes destacan en plásticos complejos de alto rendimiento (PEEK para aplicaciones médicas/aeroespaciales, grados rellenos, Delrin de tolerancias estrechas), al tiempo que ofrecen un apoyo integrado desde la revisión del diseño hasta el acabado.
Aplicaciones en todos los sectores
Torneado CNC Los plásticos proporcionan componentes ligeros, anticorrosivos, aislantes o de baja fricción que los metales tienen dificultades para igualar económicamente. Algunos ejemplos clave son:
Aeroespacial
Las juntas, casquillos y componentes de válvulas ligeros de PEEK reducen el peso a la vez que resisten las altas temperaturas, los productos químicos y el desgaste en motores, sistemas hidráulicos y de combustible.
Médico
Los precisos implantes de PEEK, las carcasas de instrumentos quirúrgicos y los accesorios biocompatibles ofrecen solidez, resistencia a la esterilización y compatibilidad con IRM sin artefactos metálicos.
Automoción
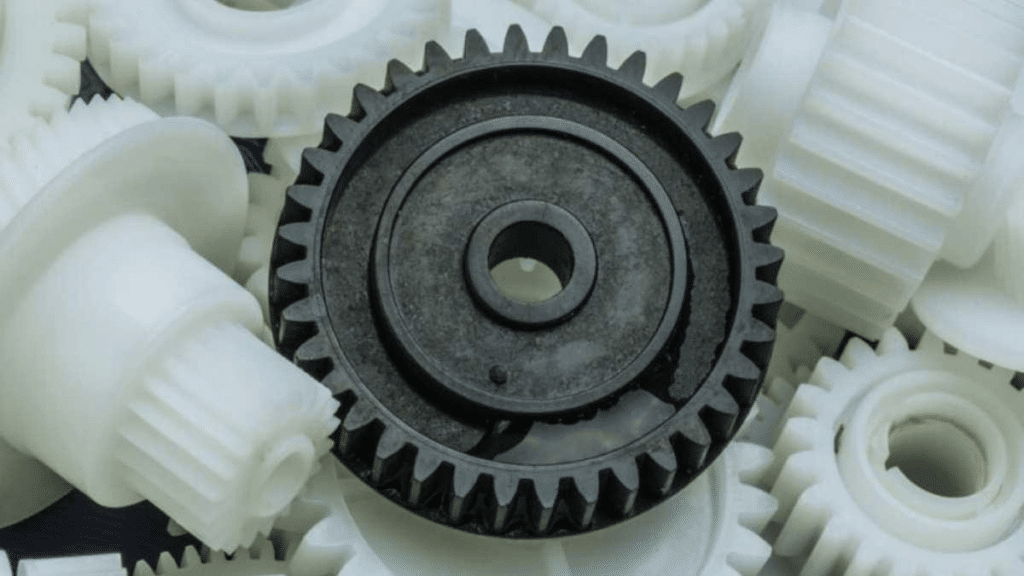
Los duraderos engranajes, casquillos, rodillos y componentes del sistema de combustible de Delrin proporcionan resistencia al desgaste, baja fricción y reducción del ruido en las transmisiones, los trenes de transmisión y los interiores de los vehículos eléctricos.

Electrónica
Los espaciadores, carcasas, conectores y soportes de nylon aislante ofrecen aislamiento eléctrico, amortiguación de vibraciones y construcción ligera para placas de circuitos, sensores y carcasas.
Estas aplicaciones reducen el peso, resisten la corrosión, eliminan los riesgos de conductividad y a menudo simplifican el montaje en comparación con las alternativas metálicas.
A la hora de evaluar los servicios, dé prioridad a los que hayan tenido un éxito documentado en su sector y material objetivo. Los socios fuertes detectan los problemas antes de que empiece la producción, lo que ahorra tiempo y dinero.
Proceso paso a paso para evitar problemas en el torneado CNC de plásticos
Tornear plásticos con éxito requiere un enfoque disciplinado y proactivo que tenga en cuenta el comportamiento único del material. La siguiente secuencia ha demostrado su eficacia en todas las series de producción, desde prototipos hasta lotes de volumen medio, en talleres que consiguen sistemáticamente un bajo nivel de desechos y tolerancias fiables. Siga estos pasos en orden, tratando cada uno de ellos como no negociable hasta que haya conseguido un éxito repetible con un material y una pieza determinados.
- Seleccione el plástico adecuado para sus necesidades funcionales y de mecanizado
Adaptar el material tanto a las necesidades de uso final como a las realidades del torneado.
- Enumere las propiedades imprescindibles: solidez, resistencia al desgaste, rango de temperaturas, exposición química, aislamiento eléctrico, peso, coste, conformidad con la FDA, etc.
- Referencia cruzada con maquinabilidad: Delrin para precisión y virutas limpias; Nylon para dureza pero plan para humedad; PEEK para condiciones extremas pero esperar desgaste de herramienta; PTFE para deslizamiento pero aceptar tolerancias flojas; Policarbonato para impacto y claridad pero manejar vibración.
- Evite forzar un material difícil en una función de precisión (por ejemplo, PTFE para ±0,02 mm) o uno barato en un entorno de alto calor (por ejemplo, Delrin a más de 90°C a largo plazo). Una elección temprana del material evita 40-60% problemas posteriores.
- Reglas de diseño con DFM (diseño para la fabricación) específicas para plásticos
Involucre a mecanizado experiencia antes de finalizar el CAD.
- Espesor mínimo de la pared: 1,5-2 mm (a menor espesor, mayor riesgo de flexión y alabeo).
- Radios de las esquinas internas: ≥0,5-1 mm para reducir la concentración de tensiones y la permanencia de la herramienta.
- Evite los rasgos profundos y estrechos (ranuras, cavidades) que atrapan las virutas y el calor.
- Añada chaflanes o generosas entradas en las salidas para minimizar las rebabas.
- Especifique tolerancias realistas (±0,05 mm típico; ±0,025 mm posible en calidades estables como Delrin en condiciones controladas).
- Diseñe un arranque de viruta simétrico siempre que sea posible para equilibrar las tensiones. Una buena revisión DFM de un taller de torneado experimentado puede reducir drásticamente el tiempo de mecanizado y la chatarra.
- Stock de alivio de tensión si es necesario
Las barras de plástico extruido o fundido contienen con frecuencia tensiones bloqueadas que se liberan de forma desigual durante mecanizado.
- Recocer Delrin, Nylon, PEEK y Policarbonato antes del desbaste (típico: 100-220°C dependiendo del grado, mantener 1-4 horas, enfriar lentamente).
- Omitir para prototipos pequeños o cuando los certificados de material confirmen un stock de baja tensión.
- Para piezas críticas, recocer dos veces: una vez en bruto y otra después del desbaste antes de los cortes de acabado. Este paso por sí solo ha convertido tiradas de 50-60% en 90%+ en componentes de Nylon y PEEK de paredes finas o asimétricas.
- Herramientas afiladas y velocidades de avance agresivas
El calor es el enemigo: elimine el material rápidamente antes de que se acumule.
- Utilice plaquitas de metal duro nuevas y afiladas (grado C2) o PCD para PEEK relleno; inclinación positiva 10-20°.
- Velocidades de avance elevadas: 0,2-0,5 mm/rev para Delrin/Nylon/PC; 0,08-0,2 mm/rev para PEEK/PTFE.
- Velocidades de husillo moderadas para evitar problemas centrífugos y fricción excesiva (200-600 SFM).
- Ligera profundidad de acabado (0,03-0,08 mm) con aristas pulidas para obtener la mejor superficie. Las herramientas sin filo son la causa #1 de la fusión y el mal acabado: cambie las plaquitas de forma proactiva.
- Utilice una refrigeración y evacuación de virutas adecuadas
La estrategia de refrigeración debe ajustarse a la sensibilidad del material.
- El chorro de aire (aire de taller o comprimido) es el más seguro y universal: elimina las virutas y enfría sin añadir humedad.
- Niebla (cantidad mínima) aceptable para Delrin, PEEK, PC si la ventilación es buena.
- Evite la inundación de refrigerante en Nylon (se hincha), PTFE (riesgo de contaminación) o piezas de grado médico/alimentario.
- Para enredos graves de virutas: ciclos de picoteo cada 5-10 mm de recorrido axial + aire a alta presión.
- El control de la estática (barras ionizadoras) ayuda en plásticos secos y no conductores. Una refrigeración incorrecta ha arruinado lotes enteros de nailon: el aire es el método conservador por defecto.
- Máquina por etapas con periodos de descanso entre desbaste y acabado
Permita que las tensiones se relajen y las dimensiones se estabilicen.
- Gire bruscamente para dejar 0,5-1 mm de material en el diámetro.
- Reposar 24-48 horas (más tiempo para Nylon en condiciones húmedas) en ambiente controlado.
- Semiacabado si es necesario, reposo de nuevo si las tolerancias son ajustadas.
- Última pasada de acabado ligero (0,03-0,1 mm de profundidad) con herramienta afilada.
- Medir después del enfriamiento completo a la misma temperatura/humedad que el uso final. Por etapas mecanizado es el factor que más contribuye a mantener las tolerancias en piezas propensas a la deformación.
- Inspeccionar en las mismas condiciones ambientales que el usuario final
Los plásticos se mueven con la temperatura y la humedad: mida donde importa.
- Utilice una zona de inspección con temperatura controlada (idealmente 20°C ±2°C, 45-55% HR).
- Deje que las piezas se estabilicen 24 horas después del corte final antes de la inspección final.
- Utilizar métodos sin contacto (óptico, palpador de MMC con poca fuerza) cuando sea posible para evitar la desviación.
- Documente las condiciones en el momento de la medición para garantizar la trazabilidad. Las piezas que pasan en un taller caliente pero fallan en una zona de montaje con aire acondicionado son entornos de coincidencia común.
Lista de comprobación rápida antes de iniciar cualquier trabajo de torneado de plásticos
- ¿Están afiladas las herramientas y tienen la geometría correcta para este plástico?
- ¿Son las tasas de alimentación lo suficientemente altas como para evacuar el calor rápidamente?
- ¿Es eficaz el control de la viruta (ciclos de picoteo, chorro de aire, rompevirutas)?
- ¿La sujeción es estable pero lo suficientemente suave como para evitar deformaciones?
- ¿Son realistas las tolerancias para el material y el entorno?
- ¿Se ha recocido/aliviado la tensión de las existencias si es necesario?
- ¿Es adecuada la refrigeración (aire primario, sin agua en los grados higroscópicos)?
- ¿Se escalonará el mecanizado con periodos de descanso?
- ¿Se realizará la inspección en condiciones controladas, similares a las del uso final?
Principales conclusiones
- El calor provoca la fusión: utilice avances rápidos y herramientas muy afiladas para eliminar el material antes de que se reblandezca.
- El alabeo se debe a la tensión residual y al enfriamiento desigual. máquina por etapas con periodos de descanso.
- Los ciclos de enredado y arañado de virutas, los rompevirutas y el chorro de aire continuo los controlan eficazmente.
- Los materiales difieren drásticamente: elija primero en función de las propiedades de uso final y, después, de la maquinabilidad.
- El diseño importa: añada radios, mantenga paredes gruesas, bisele las salidas y permita tolerancias realistas.
- Pruebe las configuraciones en la chatarra y documente los resultados: los pequeños ajustes salvan series de producción enteras.
- Elija un Servicio de torneado CNC con experiencia demostrada en plásticos para piezas complejas o tolerancias estrechas.
Conclusión
Plástico Torneado CNC problemas: acumulación de calor, alabeo, virutas fibrosas, deformaciones y problemas posteriores.mecanizado son reales y persistentes, pero totalmente manejables con la disciplina de proceso adecuada. Las herramientas afiladas, los avances agresivos pero controlados, el mecanizado por etapas, la refrigeración adecuada, el control medioambiental y un diseño meditado convierten estos obstáculos en consideraciones rutinarias.
Empiece con piezas sencillas para generar confianza, documente cada configuración correcta y aumente la complejidad gradualmente. Cuando se combinan una buena selección de materiales, un diseño que tenga en cuenta la gestión del diseño digital y el proceso paso a paso descrito anteriormente, se consiguen componentes torneados de plástico resistentes, precisos y repetibles que ofrecen un ahorro de peso, resistencia a la corrosión y ventajas funcionales que los metales no pueden igualar económicamente.
FAQS
¿Cuáles son los mayores retos del torneado CNC de plásticos?
La fusión por calor, la deformación por tensión y las virutas fibrosas encabezan la lista. Estos problemas surgen porque los plásticos son blandos, tienen baja conductividad térmica (0,1-0,5 W/m-K), bajos puntos de fusión (a menudo 150-250°C) y alta ductilidad en comparación con los metales. El calor se acumula rápidamente y permanece localizado, provocando la fusión o el reblandecimiento durante el corte. La liberación desigual de tensiones y los cambios ambientales (temperatura, humedad) provocan alabeos o distorsiones tras el mecanizado. La ductilidad produce virutas largas y continuas que se enredan en lugar de romperse. En los entornos de producción de 2026, éstas siguen siendo las causas más frecuentes de desechos, reprocesamientos y retrasos en las entregas, especialmente en materiales como el nailon o el PTFE.
¿Cómo evito que se derritan al girar los plásticos?
Aumente la velocidad de avance para eliminar material rápidamente antes de que la fricción genere un calor excesivo. Utilice herramientas muy afiladas y pulidas con ángulos de desprendimiento positivos (10-20°) para cizallar limpiamente en lugar de rozar. Mantener una velocidad de husillo moderada (normalmente 200-600 SFM dependiendo del material) para limitar la fricción y permitir al mismo tiempo avances elevados (0,2-0,5 mm/rev para Delrin/Nylon; inferior para PEEK/PTFE). Aplique chorro de aire o refrigeración por nebulización para disipar el calor sin añadir humedad. Pruebe primero con la chatarra; muchos talleres descubren que aumentar el avance y reducir ligeramente la velocidad elimina por completo la fusión. Las herramientas desafiladas son las #1 culpables; cambie las plaquitas de forma proactiva.
¿Por qué se deforman las piezas de plástico después del torneado?
El calor del corte y las tensiones mecánicas se acumulan de forma irregular en el interior del material. Los plásticos liberan estas tensiones residuales con el tiempo, o se expanden/contraen con los cambios de temperatura/humedad debido a los altos coeficientes de expansión térmica (5-10× metales) y al comportamiento higroscópico (el nylon absorbe hasta 8% de humedad). Las paredes finas, las características asimétricas o los cortes pesados de una sola pasada agravan el enfriamiento desigual y el desequilibrio de tensiones. Las piezas pueden parecer perfectas al salir de la máquina, pero arquearse o torcerse 0,1-0,5 mm más tarde. Para evitarlo, alivie las tensiones (recocido) antes de los cortes finales, mecanice por etapas (desbaste, reposo de más de 24 horas, acabado) y mantenga unas condiciones controladas en el taller (20°C ±2°C, 45-55% HR).
¿Qué plásticos son más fáciles de tornear con CNC?
El acetal (Delrin) ocupa el primer lugar en cuanto a maquinabilidad: produce virutas cortas y nítidas, mantiene tolerancias estrechas (±0,025-0,05 mm con facilidad), funciona en frío y ofrece excelentes acabados superficiales con un cuidado especial mínimo. Algunos nilones (especialmente los estabilizados) se astillan razonablemente bien y son duraderos, pero requieren un control de la humedad. El PEEK y el PTFE requieren más cuidados: El PEEK es abrasivo (especialmente los grados rellenos) y sensible al calor; el PTFE es extremadamente blando y se deforma con facilidad. El policarbonato se mecaniza bien para piezas resistentes a los impactos, pero sufre con las virutas y las vibraciones. Clasificación (de más fácil a más difícil): Delrin > Policarbonato > Nylon (con preparación) > PEEK > PTFE.
¿Puedo conseguir tolerancias estrechas en el torneado de plásticos?
Sí, pero las tolerancias son menores que en los metales debido a la dilatación térmica, los efectos de la humedad, la fluencia y la menor rigidez. Tolerancias típicas alcanzables: ±0,025-0,05 mm para materiales estables como Delrin o PEEK sin relleno en condiciones controladas; ±0,05-0,1 mm común para Nylon o PTFE. En Delrin/PEEK se puede conseguir una mayor precisión (±0,01-0,025 mm) con recocido, mecanizado por etapas, control climático y pasadas ligeras de acabado, pero los costes aumentan considerablemente. Los plásticos se mueven más con el calor y la humedad que los metales, por lo que siempre hay que diseñar ajustes realistas y medir e inspeccionar en condiciones similares a las de uso final. Especificar tolerancias demasiado estrictas suele duplicar los costes sin añadir funcionalidad.