Introduction to Jigs and Fixtures in Modern Manufacturing
Jigs and fixtures exist because precision manufacturing cannot rely on operator skill, intuition, or manual alignment. As part geometries become more complex and tolerance bands shrink, manufacturers need engineered devices that locate, constrain, guide, position, and stabilize workpieces with reproducible accuracy. These tools directly impact cycle time, repeatability, scrap rates, and process capability (Cp/Cpk).
Modern operations—CNC machining, welding, robotic assembly, metrology, and additive post-processing—depend on robust workholding and tooling systems to deliver consistent dimensional outcomes. Jigs and Fixtures services provide the precision and reliability required to meet the increasing demands of these advanced manufacturing processes.
Why Jigs and Fixtures Exist
Manufacturing introduces three unavoidable risks:
- Human error
- Process variability
- Mechanical disturbance (vibration, heat, tool load)
Jigs and fixtures are engineered countermeasures. They eliminate manual decisions, control part orientation, and enforce a fixed relationship between tool → datum → workpiece. Without them, complex operations would drift outside acceptable tolerances.
Role in Precision, Repeatability, and Efficiency
Jigs and fixtures directly influence:
- Precisión — maintaining datum integrity
- Repetibilidad — ensuring every part is machined or assembled identically
- Eficacia — reducing setup time, tool changes, and operator adjustments
Their contribution is measurable: a well-engineered fixture can cut cycle time by 20–40%, reduce scrap by >50%, and improve tool life through improved rigidity and vibration control.
Where They Fit Across Manufacturing Processes
They are foundational elements in:
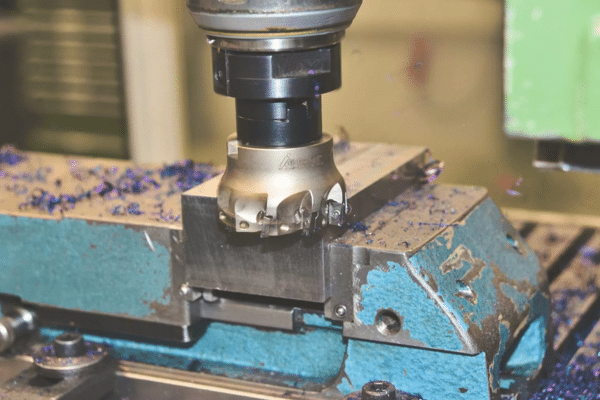
- CNC Machining: 3-2-1 location, rigid clamping, chip clearance
- Welding: distortion control, heat path management, GD&T compliance
- Assembly: positional accuracy, poka-yoke alignment, automation readiness
- Inspection: CMM fixturing, datum replication, measurement repeatability
These systems become strategically important as batch sizes grow or as tolerances tighten.
What Are Jigs and Fixtures?
Engineering Purpose
Jigs and fixtures exist to enforce geometric consistency. Their engineering purpose revolves around three pillars:
Precisión
They align parts to defined datums, maintain perpendicularity/parallelism, and prevent unintended degrees of freedom. This preserves the geometric relationship between features, tools, and measurement systems.
Repetibilidad
By eliminating operator interpretation, they keep variation low. A repeatable fixture ensures the next part is identical to the last regardless of shift, operator, or environmental changes.
Operator-Independent Quality
Skill dependency disappears. Even semi-skilled operators can deliver precision work when the fixture dictates alignment, clamping force, and tool access.
Importance in Manufacturing
Cycle Time Reduction
Engineered locating reduces setup time, while rigid clamping increases allowable feed rates. In high-volume environments, fixture design directly determines throughput.
Scrap Reduction
Correct datum positioning prevents tolerance drift. Fixtures maintain alignment even under heavy tool loads, reducing dimensional failures.
Safety Improvement
Fixtures remove the operator’s hands from dangerous zones and prevent part ejection under cutting or welding forces.
Process Standardization
Standardized tooling creates consistent workflow, predictable cycle times, and higher machine utilization.
What Is a Jig?
A jig guides the tool. It not only holds the workpiece but also determines the path, orientation, and angle of a cutting tool. CNC automation made many jigs obsolete, but they remain essential for manual machining, angular drilling, tapping guides, and low-volume/high-mix production.
Functional Characteristics
Tool Guiding
Jigs constrain tool motion, ensuring holes, cuts, or patterns follow a precise template.
Drill Bushings
Hardened steel sleeves (typically RC 58–62) that maintain hole location accuracy even under repeated tool wear.
Indexing
Rotational or linear indexing mechanisms enable multi-face drilling or pattern creation.
Template Machining
Cutting operations follow physical templates when CNC is impractical.
Types of Jigs
Drill Jigs
Support drilling operations with bushings, clamps, and locator pins.
Plate Jigs
Flat plates with hardened bushings for repetitive hole patterns.
Channel Jigs
U-shaped structures for long or narrow parts requiring multiple drilling faces.
Leaf Jigs
Hinged top plates allowing rapid part loading. Ideal for moderate-volume production.
Template Jigs
Used for routing or profiling, common in sheet metal or woodworking.
Indexing Jigs
Provide precise rotational indexing via detents, gears, or locking plates.
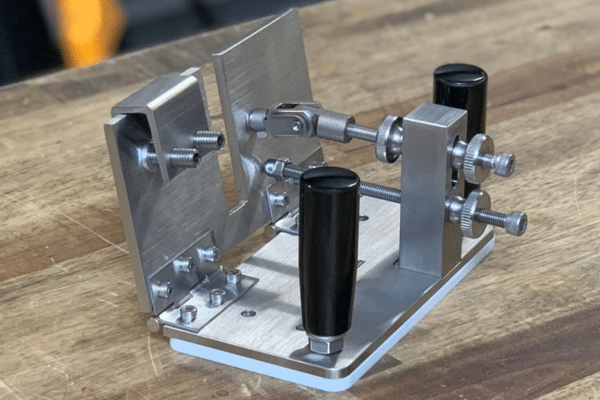
What Is a Fixture?
A fixture holds, locates, and constrains a workpiece but does not guide a tool. It is primarily a workholding system designed for strength, rigidity, and geometric stability.
Functional Characteristics
Workholding
Rigidly secures the part against tool forces—cutting loads, torsional loads, thermal distortion.
Locating
Defines datum surfaces using pins, pads, and stops.
Clamping
Prevents movement through mechanical, pneumatic, or hydraulic force systems.
Vibration & Deflection Control
Reduces chatter, improves tool life, and ensures stable machining.
Types of Fixtures
H4: Milling Fixtures
Designed for high tool loads, chip clearance, and multi-axis access.
Dispositivos de torneado
Include mandrels, chucks, and soft jaws engineered for round parts.
Dispositivos de soldadura
Control distortion, maintain GD&T alignment, and resist thermal cycling.
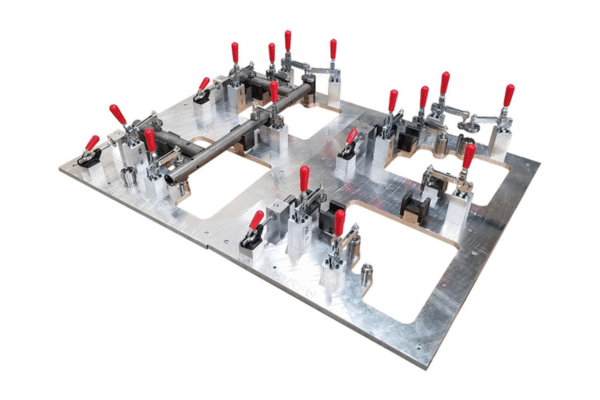
Modular Fixtures
Reconfigurable plates, locators, and clamps for high-mix production environments.
Assembly Fixtures
Support component alignment, fastening, bonding, and poka-yoke error prevention.
Inspection/Checking Fixtures
Replicate datums for CMM, laser scanning, or go/no-go verification.
Difference Between Jigs and Fixtures
Función
- Jigs: guide tools
- Fixtures: hold workpieces
Tool Interaction
- Jigs: interface directly with cutting tools
- Fixtures: interface only with the part
Automation Compatibility
Fixtures are more suitable for CNC, robotics, and Industry 4.0 integration due to their structural rigidity and sensorization options.
Cost & Complexity
Jigs are often more complex due to tool-guiding mechanisms. Fixtures scale more linearly with geometry.
When They Are Used Together
For multi-stage processes: machining → drilling → tapping → inspection.
A fixture may define the datum while a jig attachment handles tool guidance.
Core Components of Jigs and Fixtures
Jigs and fixtures are engineered systems built from modular, replaceable, and precisely machined components. Their performance depends on how effectively these components control degrees of freedom, load paths, thermal behavior, vibration damping, and datum replication.
Each component category influences accuracy, rigidity, cycle time, service life, and integration with wider manufacturing workflows such as Servicios de mecanizado CNC, welding automationo inspection tooling.
Locating Elements
Locators establish the geometric foundation for part positioning. They define the primary, secondary, and tertiary datums in accordance with GD&T principles.
Locating Pins
These control positional degrees of freedom using hardened pins (commonly 60 HRC). Types include:
- Round pins for precise radial control
- Diamond pins for expansion accommodation
- Taper pins for self-centering alignment
- Spring-loaded pins for fast-change operations
Well-designed pin placement prevents over-constraint and allows predictable thermal expansion.
Datum Surfaces
Surfaces such as rest pads, ground platesy precision blocks replicate the reference planes used during machining or inspection.
They ensure consistent:
- Planitud
- Parallelism
- Angularity
- Positional repeatability
Correct datum replication avoids tolerance stack-up during multi-step machining or assembly processes.
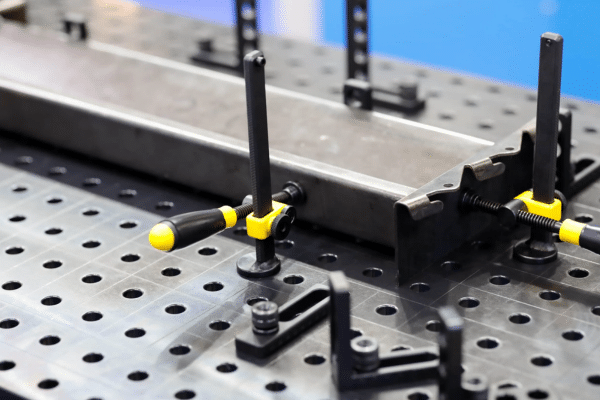
Clamping Elements
The clamping system applies force to resist cutting loads and stabilizes the part without inducing deformation.
Mechanical Clamps
Toggle clamps, swing clamps, strap clamps, and cam clamps offer economical workholding for small batches. Proper force distribution reduces bending moments and increases machining stability.
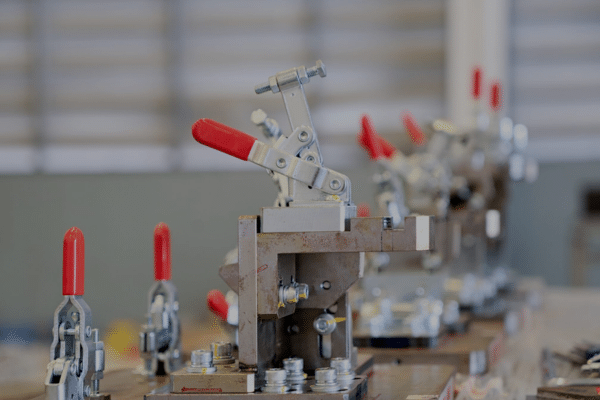
Toggle Clamps
Deliver mechanical advantage and repeatable clamping force, ideal for semi-automated assembly or quick-change fixtures.
Pneumatic/Hydraulic Clamps
Used in high-volume machining and welding fixtures where consistent force and rapid cycle times are crucial.
- Pinzas hidráulicas tolerate high force and vibration
- Pinzas neumáticas offer speed and good automation compatibility
Clamping force calculations (covered later) determine size, material, and mounting requirements.
Support Elements
Support elements counteract tool force and prevent workpiece deflection. When improperly designed, cutting forces can warp thin-walled or lightweight components.
Rest Pads
Hardened or carbide-tipped surfaces that support vertical loads while maintaining flatness.
They can be fixed, adjustable, or self-aligning.
Bushings
Hardened bushings protect locators, guide pins, and drill guides from wear. Key attributes:
- Wear resistance
- Hole positional accuracy
- Replaceability
Wear Plates
Used under clamping surfaces or sliding mechanisms to absorb abrasion and extend fixture life.
Base & Structural Components
The base structure determines rigidity, modularity, vibration damping, and thermal stability.
T-slot Plates
Provide flexible mounting but lower repeatability due to infinite mounting positions. Common in machine tool tables and legacy systems.
Fixture Plates (Tooling Plates)
Feature threaded + precision-bored hole grids for:
- Repeatable locating
- Rapid setup
- Modularity
Materials include cast iron, steel, or aluminum. Suitable for modular fixturing systems and CNC environments.
Aluminum Framing
Lightweight and reconfigurable, used for assembly fixtures or vision inspection stations.
Modular Tooling Plates
High-precision plates with ±0.01 mm positional tolerance, compatible with dowel pins and locator nests for high-mix/low-volume production.
Tooling-Related Components
These components specifically interact with cutting or measurement tools.
Drill Bushings
Maintain hole accuracy during repetitive drilling.
Two main types: renewable and press-fit.
Guide Plates
Control tool direction and maintain perpendicularity or angle during drilling/tapping.
Indexing Wheels
Provide controlled rotation for multi-face machining or drilling patterns.
Common in aerospace bracket drilling and precision angular machining.
Engineering Accessories
Accessories improve ergonomics, serviceability, safety, and fixture flexibility.
Fasteners
Socket cap screws, T-slot fasteners, shoulder bolts — chosen for fatigue resistance and stability.
Knobs, Handles, Hand Wheels
Enable quick adjustments, improving operator ergonomics and reducing fatigue.
Latches & Hinges
Used for leaf jigs and quick-open assemblies.
Gripping Systems
Vise jaws, serrated grips, soft jaws — optimized for load distribution and part protection.
Roller Systems
Feed rollers support long parts during welding or machining.
Cable Protection Systems
Protect sensor wiring and pneumatic/hydraulic lines in automated fixtures.
Vibration Mounts & Feet
Absorb tool vibration and isolate fixtures from machine table resonance.
Hoisting & Rigging Attachments
Used for large welding fixtures or BIW (Body-In-White) tooling to ensure safe lifting.
Core Components of Jigs and Fixtures
Jigs and fixtures are engineered systems built from modular, replaceable, and precisely machined components. Their performance depends on how effectively these components control degrees of freedom, load paths, thermal behavior, vibration damping, and datum replication.
Each component category influences accuracy, rigidity, cycle time, service life, and integration with wider manufacturing workflows such as Servicios de mecanizado CNC, welding automationo inspection tooling.
Locating Elements
Locators establish the geometric foundation for part positioning. They define the primary, secondary, and tertiary datums in accordance with GD&T principles.
Locating Pins
These control positional degrees of freedom using hardened pins (commonly 60 HRC). Types include:
- Round pins for precise radial control
- Diamond pins for expansion accommodation
- Taper pins for self-centering alignment
- Spring-loaded pins for fast-change operations
Well-designed pin placement prevents over-constraint and allows predictable thermal expansion.
Datum Surfaces
Surfaces such as rest pads, ground platesy precision blocks replicate the reference planes used during machining or inspection.
They ensure consistent:
- Planitud
- Parallelism
- Angularity
- Positional repeatability
Correct datum replication avoids tolerance stack-up during multi-step machining or assembly processes.
Clamping Elements
The clamping system applies force to resist cutting loads and stabilizes the part without inducing deformation.
Mechanical Clamps
Toggle clamps, swing clamps, strap clamps, and cam clamps offer economical workholding for small batches. Proper force distribution reduces bending moments and increases machining stability.
Toggle Clamps
Deliver mechanical advantage and repeatable clamping force, ideal for semi-automated assembly or quick-change fixtures.
Pneumatic/Hydraulic Clamps
Used in high-volume machining and welding fixtures where consistent force and rapid cycle times are crucial.
- Pinzas hidráulicas tolerate high force and vibration
- Pinzas neumáticas offer speed and good automation compatibility
Clamping force calculations (covered later) determine size, material, and mounting requirements.
Support Elements
Support elements counteract tool force and prevent workpiece deflection. When improperly designed, cutting forces can warp thin-walled or lightweight components.
Rest Pads
Hardened or carbide-tipped surfaces that support vertical loads while maintaining flatness.
They can be fixed, adjustable, or self-aligning.
Bushings
Hardened bushings protect locators, guide pins, and drill guides from wear. Key attributes:
- Wear resistance
- Hole positional accuracy
- Replaceability
Wear Plates
Used under clamping surfaces or sliding mechanisms to absorb abrasion and extend fixture life.
Base & Structural Components
The base structure determines rigidity, modularity, vibration damping, and thermal stability.
T-slot Plates
Provide flexible mounting but lower repeatability due to infinite mounting positions. Common in machine tool tables and legacy systems.
Fixture Plates (Tooling Plates)
Feature threaded + precision-bored hole grids for:
- Repeatable locating
- Rapid setup
- Modularity
Materials include cast iron, steel, or aluminum. Suitable for modular fixturing systems and CNC environments.
Aluminum Framing
Lightweight and reconfigurable, used for assembly fixtures or vision inspection stations.
Modular Tooling Plates
High-precision plates with ±0.01 mm positional tolerance, compatible with dowel pins and locator nests for high-mix/low-volume production.
Tooling-Related Components
These components specifically interact with cutting or measurement tools.
Drill Bushings
Maintain hole accuracy during repetitive drilling.
Two main types: renewable and press-fit.
Guide Plates
Control tool direction and maintain perpendicularity or angle during drilling/tapping.
Indexing Wheels
Provide controlled rotation for multi-face machining or drilling patterns.
Common in aerospace bracket drilling and precision angular machining.
Engineering Accessories
Accessories improve ergonomics, serviceability, safety, and fixture flexibility.
Fasteners
Socket cap screws, T-slot fasteners, shoulder bolts — chosen for fatigue resistance and stability.
Knobs, Handles, Hand Wheels
Enable quick adjustments, improving operator ergonomics and reducing fatigue.
Latches & Hinges
Used for leaf jigs and quick-open assemblies.
Gripping Systems
Vise jaws, serrated grips, soft jaws — optimized for load distribution and part protection.
Roller Systems
Feed rollers support long parts during welding or machining.
Cable Protection Systems
Protect sensor wiring and pneumatic/hydraulic lines in automated fixtures.
Vibration Mounts & Feet
Absorb tool vibration and isolate fixtures from machine table resonance.
Hoisting & Rigging Attachments
Used for large welding fixtures or BIW (Body-In-White) tooling to ensure safe lifting.
How Jigs and Fixtures Are Manufactured
Manufacturing tooling involves subtractive machining, fabrication, additive technologies, and advanced finishing.
Mecanizado CNC
Most fixture components—locators, risers, plates, clamps—are produced using 3-axis or 5-axis CNC machining services.
Key benefits:
- High accuracy
- Excellent surface finish
- Ability to machine tool steel, aluminum, hardened inserts
Parallelism and positional accuracy must meet design intent to maintain datum integrity.
EDM & Wire Cutting
Used for:
- Hardened steel components
- Complex profiles
- Thin slots
- Precision bushings
Wire EDM ensures tolerances as tight as ±0.002 mm, making it ideal for high-end aerospace fixtures.
Welding & Fabrication
Welding produces strong frames and bases for large fixtures.
Considerations:
- Stress-relief heat treatment
- Post-weld machining for flatness
- Distortion control
- Use of gussets and ribs
Heavy-duty fixtures (BIW automotive, heavy machinery) rely extensively on fabricated structures.
Acabado de superficies
Surface finishing improves durability and reduces friction.
Processes include:
- Black oxide coating
- Hard anodizing (for aluminum)
- Nickel plating
- Grinding and lapping
Critical rest pads are often ground flat to within 0.01 mm.
3D Printing of Jigs and Fixtures
Additive manufacturing accelerates low-volume tooling production.
FDM
Used for ergonomic handles, soft jaws, lightweight nests.
SLA
High-resolution patterns, inspection nests, electronics assembly tooling.
Composite Tooling
Carbon-filled nylon or fiber-reinforced materials provide high strength at low weight.
Additive tools reduce cost and lead time for prototype-level fixturing.
Hybrid Manufacturing Methods
Combinations of:
- CNC-machined bases
- 3D-printed soft jaws
- Laser-cut sheets
- Modular extruded frames
Hybrid methods reduce costs while preserving accuracy.
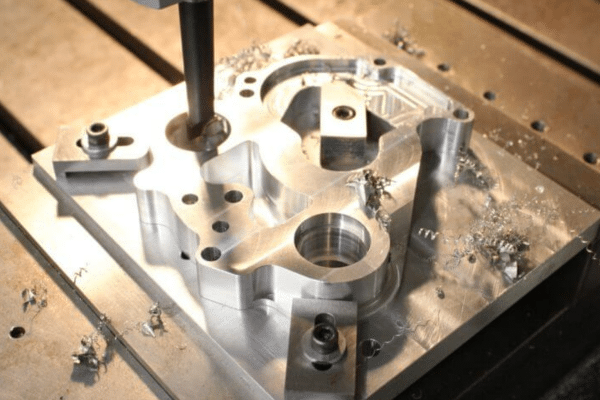
Where Jigs and Fixtures Are Used in CNC Machining
Fixtures enable accurate, rigid, multi-face machining, ensuring parts are held securely during complex operations. They are essential for:
- Multi-axis workholding: For precise machining on multiple sides of a part.
- Soft jaws for custom profiles: For flexibility in holding irregularly shaped components.
- Dedicated fixtures for mass production: Ensuring fast and repeatable machining processes.
By utilizing jigs & fixtures for CNC machining, you can significantly reduce setup time and increase tool life, boosting overall productivity.
These tools play a vital role in achieving the high accuracy and consistency required for Mecanizado CNC.
They reduce setup time and increase tool life.
Welding & Fabrication
Welding fixtures prevent distortion from:
- Heat input
- Shrinkage
- Pulling forces
Used in automotive chassis, stainless tanks, frames, and structural assemblies.
Robotics & Assembly Lines
Robotic environments require:
- Repetibilidad
- Sensor integration
- Safety interlocks
- Quick-change nests
Used in automotive BIW, electronics assembly, consumer appliances.
Control de calidad e inspección
Inspection fixtures maintain consistent datum alignment for:
- CMM checks
- Escaneado láser
- Go/no-go verification
- GD&T compliance validation
Essential for mass production.
Automotive (BIW Fixtures)
Body-in-White fixtures require:
- Weld-gap control
- Panel alignment
- Robotic accessibility
- High-temperature coatings
These are among the most complex fixtures in manufacturing.
Aerospace (Riveting & Drilling)
High precision required due to:
- Tolerance stack constraints
- Large components
- Complex curvature
Aerospace drilling jigs often use guide bushings, indexing wheelsy vacuum holding.
Electronics (PCB Jigs)
Electronics jigs handle:
- Soldering processes
- Pruebas funcionales
- Thermal cycling
- Small component alignment
Often made using SLA 3D printing or FR4 plates.
Innovations in Jig & Fixture Technology
Manufacturing is rapidly evolving, and workholding technology has transformed with automation, digital tools, advanced materials, and data-driven systems. Modern jigs and fixtures are no longer passive mechanical devices—they are becoming intelligent, modular, adaptive, and IoT-enabled.
Industry 4.0 Smart Fixtures
Smart fixtures integrate electronics, sensors, and software to actively monitor and optimize the manufacturing process.
Key features include:
- Integrated force sensors to monitor clamping pressure in real time
- Vibration/acceleration sensors for machining stability analysis
- IoT/wireless connectivity to send performance data to MES/ERP systems
- Automatic part presence detection (proximity, capacitive, optical sensors)
- Temperature monitoring to predict thermal deformation
- Abrazaderas autoajustables that adapt to part variations
- Digital calibration logs for traceability
Smart fixtures significantly reduce scrap, improve repeatability, and support zero-defect manufacturing programs.
Sistemas modulares de fijación
Modular workholding allows rapid assembly of fixtures using standardized blocks, locators, clamps, and plates.
Benefits:
- Reduced tooling cost
- Rapid changeovers
- Reusable components
- Ideal for prototyping and small-batch machining
Modular kits typically include:
- Base plates with hole grids
- Locators and pins
- Clamps and toe clamps
- Angled plates
- Support pins and stops
This flexibility accelerates development in aerospace, R&D labs, and job shops.
Sistemas de sujeción de punto cero
Zero-point clamping allows fixtures to be changed within seconds using mechanical, pneumatic, or hydraulic locking mechanisms.
Ventajas:
- Setup time reduction up to 90%
- High repeatability (±0.005 mm)
- Quick machine reconfigurations
Widely used in CNC machining centers and automated lines.
Vacuum Fixtures
Vacuum workholding is ideal for:
- Thin sheet components
- Aluminum plates
- Composite panels
- Plastic workpieces prone to deformation
Modern vacuum fixtures use integrated pumps, rubber seals, and pressure sensors to safely hold flat or contoured parts.
Magnetic Fixtures
Used mainly for ferrous materials in grinding and milling operations.
Types include:
- Permanent magnet chucks
- Electromagnetic plates
- Hybrid systems
Magnetic workholding offers uniform clamping and eliminates mechanical distortion.
Additive & Hybrid Fixtures
3D printing enables rapid production of:
- Soft jaws
- Ergonomic handles
- Inspection nests
- Robot end-of-arm tooling
- Lightweight composite fixtures
Hybrid systems combine CNC-machined bases + 3D-printed functional components, reducing cost and weight while maintaining accuracy.
Materials for Modern Workholding Systems
Selection of materials depends on load conditions, expected life cycle, thermal stability, and machining environment.
Common Materials
1. Mild Steel (MS)
- Cost-effective
- Good weldability
- Suitable for general fixtures
2. Tool Steel (D2, H13, O1, A2)
- Excellent wear resistance
- High hardness
- Ideal for locators, guides, bushings
3. Cast Iron
- High damping capacity
- Good for bases, plates, and large fixtures
4. Aluminum
- Lightweight
- Machined easily
- Used for prototyping and low-stress fixtures
5. Stainless Steel
- Corrosion-resistant
- Used in médico, food, and cleanroom manufacturing
6. Engineering Plastics (Nylon, Delrin, UHMW, PEEK)
- Low friction
- Good for soft jaws and non-marring surfaces
7. Composite Materials
- Carbon-fiber reinforced polymers
- Lightweight and rigid
- Used in aerospace and robotics fixtures
Selection Guidelines for Engineers
Choosing the correct jig or fixture depends on production volume, precision needs, part sensitivity, and machining operations.
1. Production Volume
| Volumen | Best Option |
| Prototype / Low Volume | Modular or 3D-printed fixtures |
| Medium Volume | Standardized fixtures with custom jaws |
| Mass Production | Dedicated hardened steel fixtures |
2. Machining Operation
- Drilling/Reaming → Use jigs with drill bushings
- Milling/Slotting → Rigid fixtures with multi-point clamping
- Girar → Soft jaws, collets, chucks
- Rectificado → Magnetic chucks, precision plates
- Welding → Heavy-duty fabricated fixtures with heat-resistant pads
3. Part Geometry & Tolerances
- Thin-walled parts → vacuum or low-pressure clamping
- Complex multi-face parts → trunnion or indexing fixtures
- Extremely tight tolerances → base plates ground to high flatness
4. Cost vs Lifespan
Use high-strength tool steels only where necessary—supporting frames can be mild steel.
5. Safety & Ergonomics
- Risk-free operator access
- Quick-release mechanisms
- Rounded edges and handles
- Anti-slip pads
Comprehensive Comparison Tables
Below are professionally organized comparison tables to help engineers quickly understand differences between various jig and fixture types.
Table 1 — Difference Between Jigs and Fixtures
| Característica | Jig | Fixture |
| Función principal | Guides cutting tool | Holds & locates workpiece |
| Tool Guidance | Yes (bushings, templates) | No |
| Used For | Drilling, reaming, tapping | Milling, turning, grinding, welding |
| Complejidad | Comparatively lower | Higher due to rigidity needs |
| Movimiento de herramientas | Jig moves | Fixture stays stationary |
| Coste | Baja | Más alto |
| Productivity | Very high for drilling ops | High for multi-surface machining |
Table 2 — Types of Jigs (Quick Comparison)
| Jig Type | Key Feature | Best Use |
| Template Jig | Flat guide plate | Simple drilling patterns |
| Plate Jig | Bushings + support plate | Moderate accuracy drilling |
| Channel Jig | U-shaped protection | Long workpieces |
| Leaf Jig | Hinged leaf | Prevent tool wobble |
| Box Jig | 4-sided enclosure | Multi-face drilling |
| Indexing Jig | Rotating mechanism | Angular/geometric hole patterns |
| Trunnion Jig | Pivot rotation | Multi-side heavy machining |
| Multi-station Jig | Parallel work | High production lines |
Table 3 — Types of Fixtures (Quick Comparison)
| Fixture Type | Característica | Common Industries |
| Milling Fixture | Rigid clamping | CNC machining shops |
| Turning Fixture | Rotational workholding | Automotive shafts |
| Boring Fixture | High precision bores | Aerospace blocks |
| Grinding Fixture | Fine positioning | Tool rooms, die shops |
| Welding Fixture | Prevent distortion | Fabrication |
| Modular Fixture | Reusable components | Creación de prototipos |
| Inspection Fixture | Verificación dimensional | QA labs |
Preguntas más frecuentes (FAQ)
What is the main purpose of a jig?
A jig guides the cutting tool to ensure holes or features are created accurately and consistently.
What is the main purpose of a fixture?
A fixture securely holds the workpiece in the required position during machining, welding, or inspection.
Can CNC machines replace jigs?
Partially—modern CNC reduces the need for tool-guiding jigs, but fixtures are still essential for secure, repeatable positioning.
Which is more expensive: jigs or fixtures?
Fixtures are generally more expensive due to their higher rigidity, materials, and manufacturing complexity.
What are drill bushings used for?
Drill bushings maintain accurate drill alignment and protect the jig from wear.
Final Summary
Jigs and fixtures are essential tools in manufacturing that ensure:
- Precision and repeatability
- Reduced cycle time
- Lower labor cost
- Increased safety
- Higher productivity
Jigs guide the tool.
Fixtures hold the workpiece.
From plate jigs to modular fixtures, each type serves a unique purpose depending on the operation, part shape, accuracy demands, and production volume.
Modern technologies—such as smart fixtures, IoT sensors, Impresión 3Dy zero-point clamping—are transforming traditional workholding systems, making manufacturing faster, more flexible, and more intelligent.
Conclusión
Understanding the wide range of jigs and fixtures allows manufacturers and engineers to choose the best workholding method for their process. Whether it’s a simple drilling jig or a highly automated multi-station fixture, the right selection leads to:
- Higher quality
- Faster production
- Lower scrap
- Better operator efficiency
Investing in advanced, well-designed jigs and fixtures directly improves overall productivity and competitiveness.





