
Tournage CNC transforme le matériau brut en composants précis en faisant tourner la pièce à usiner contre des outils de coupe fixes. Les ingénieurs et les acheteurs sont soumis à une pression constante pour sélectionner des matériaux qui équilibrent les performances, le coût et l'usinabilité tout en respectant des tolérances et des délais de production serrés. Ce guide se penche sur les matériaux utilisé dans Tournage CNC, Il couvre les principes de base et les processus décisionnels les plus avancés. Il explique comment matériaux Il s'agit de savoir pourquoi certains alliages réussissent ou échouent dans des productions réelles, et quels sont les compromis qui déterminent les choix dans l'atelier. Avec la crise mondiale de l Machine CNC Le marché de l'automobile devrait atteindre $108,58 milliards d'euros en 2026, sous l'impulsion de la demande dans les secteurs de l'automobile et de l'aérospatiale. Il est donc essentiel de comprendre la sélection des matériaux pour optimiser la production et éviter les retouches coûteuses.
Principes de base du tournage CNC et des interactions avec les matériaux
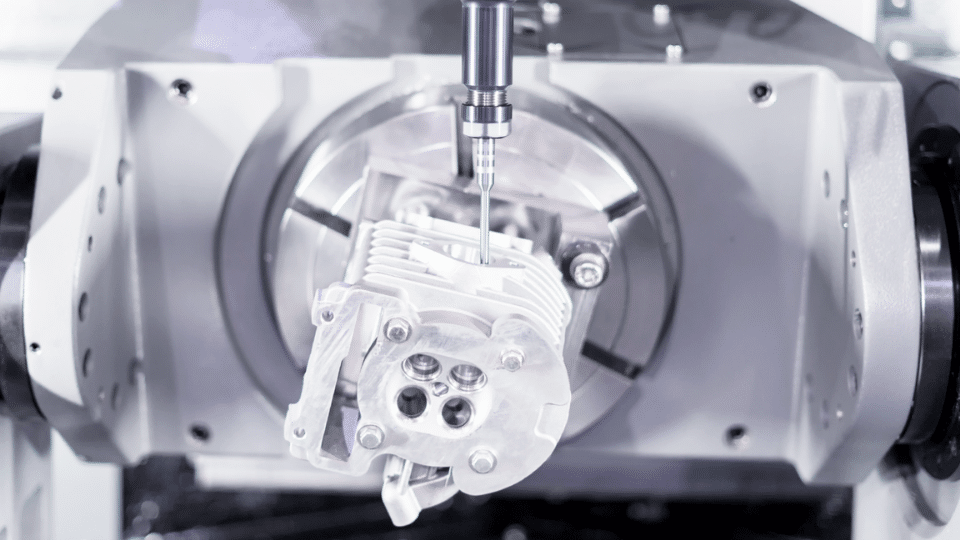
Tournage CNC s'appuie sur un tour où la pièce tourne à grande vitesse, souvent entre 500 et 4 000 tours/minute, tandis que des outils tels que des plaquettes en carbure enlèvent de la matière par passes contrôlées. Le processus commence par des coupes d'ébauche pour éliminer la matière en vrac, suivies de passes de finition pour la qualité de la surface et la précision des dimensions. Matériau Le choix influence directement chaque étape : ductile matériaux comme l'aluminium forment des copeaux longs et filandreux qui peuvent s'enchevêtrer dans le parcours de l'outil, tandis que les matériaux fragiles comme la fonte produisent des copeaux courts et poudreux qui sont plus faciles à évacuer, mais qui usent les outils plus rapidement.
Au centre se trouve la zone de cisaillement où l'arête de l'outil déforme plastiquement le matériau avant de le fracturer en copeaux. La production de chaleur est ici essentielle : jusqu'à 80% de l'énergie de coupe se transforme en chaleur, concentrée dans une zone minuscule. Les matériaux à faible conductivité thermique, tels que le titane, retiennent cette chaleur, ce qui entraîne un ramollissement de l'outil ou une arête rapportée (BUE) lorsque le matériau de la pièce à usiner se soude à la plaquette. Dans la pratique, j'ai vu des opérateurs lutter contre ce phénomène en utilisant du liquide de refroidissement ou une lubrification à quantité minimale (MQL), mais les mauvaises performances de l'outil ne permettent pas d'obtenir des résultats satisfaisants. outil-matière provoque toujours une défaillance prématurée.
Les matériaux tendres se déforment sous la pression du mandrin, ce qui fausse les tolérances, tandis que les matériaux durs résistent, mais exigent des installations rigides pour éviter les vibrations. Les limites de puissance et de couple de la broche entrent également en jeu : les machines de faible puissance ont du mal avec les aciers à haute résistance, ce qui oblige à réduire les profondeurs de coupe et à allonger les temps de cycle. Les ingénieurs doivent modéliser ces interactions à l'aide d'un logiciel d'analyse par éléments finis (FEA) pour prévoir les contraintes, mais la réalité de l'atelier révèle souvent des lacunes, comme un broutage inattendu dû à des résonances harmoniques.
Propriétés clés des matériaux influençant les performances du tournage CNC
Les propriétés des matériaux dictent tournant succès. La résistance à la traction mesure la résistance aux forces de traction, ce qui est essentiel pour les pièces porteuses, mais une résistance élevée est souvent synonyme de mauvaise usinabilité. La limite d'élasticité indique le moment où la déformation permanente commence - si vous la dépassez pendant le serrage, votre pièce se déforme. La dureté, selon les échelles Rockwell ou Vickers, prédit l'usure de l'outil : les matériaux de plus de 40 HRC nécessitent des plaquettes en céramique ou en CBN, ce qui augmente les coûts.
La ductilité et la ténacité influencent le contrôle des copeaux. Une ductilité élevée crée des copeaux continus qui s'enroulent autour de la tourelle, risquant de bloquer la machine ; les brise-copeaux sur les plaquettes aident, mais ils sont moins efficaces sur les alliages gommeux. Les propriétés thermiques ont une grande importance : une conductivité supérieure à 100 W/m-K, comme celle du cuivre, dissipe rapidement la chaleur, prolongeant ainsi la durée de vie de l'outil, tandis que les 7 W/m-K du titane provoquent une accumulation rapide des arêtes.
La résistance à la corrosion, la durée de vie en fatigue et la densité complètent la liste. Les matériaux à faible densité réduisent le poids des pièces dans les applications aérospatiales, mais ils peuvent manquer de rigidité, ce qui entraîne une déformation sous l'effet des forces de coupe. Les ingénieurs évaluent ces matériaux à l'aide de diagrammes d'Ashby, en traçant les propriétés pour identifier les compromis. Par exemple, la sélection d'un matériau présentant une résistance spécifique élevée (résistance/densité) peut sacrifier l'usinabilité, en exigeant des avances plus lentes et un plus grand nombre de passes.
En production, j'ai rencontré des cas où le fait d'ignorer le coefficient de dilatation thermique (CDT) causait des problèmes. Une pièce tournée à température ambiante se dilate différemment en service, ce qui entraîne des ajustements qui se lient ou se desserrent. Le fait de faire correspondre le CTE entre les composants appariés permet d'éviter ce problème, mais cela réduit les options.
Métaux couramment utilisés dans le tournage CNC
Les métaux dominent Tournage CNC en raison de leur solidité et de leur polyvalence. L'aluminium, l'acier et le titane forment le noyau, chacun ayant des sous-types adaptés à des exigences spécifiques.
Alliages d'aluminium : Léger et usinable
L'aluminium 6061-T6 est une bête de somme, offrant une résistance à la traction de 310 MPa et une excellente usinabilité. Sa teneur en silicium de 12% aide à briser les copeaux, mais les états traités thermiquement comme le T6 augmentent la dureté jusqu'à 95 HB, ce qui augmente légèrement l'usure de l'outil. En tournage, il convient d'utiliser des plaquettes à freinage positif à des vitesses de surface de 300 à 600 m/min afin d'éviter le BUE. Les coûts s'élèvent à $5-15 par kg en 2026, ce qui en fait un matériau économique pour les grandes séries.
L'aluminium 7075-T6 offre une résistance supérieure à 570 MPa pour les structures aérospatiales, mais sa teneur en zinc le rend sujet à la corrosion sous contrainte. Le tournage nécessite un refroidissement cryogénique pour gérer la chaleur, car les copeaux peuvent s'enflammer au-delà de 500 °C. J'ai vu des ateliers passer à l'aluminium 7075 lorsque l'aluminium 6061 se fatiguait sous l'effet des charges cycliques, mais le surcoût du 20-30% doit être justifié par l'analyse des éléments finis.
Avantages : Faible densité (2,7 g/cm³), bonne résistance à la corrosion. Inconvénients : le point de fusion plus bas limite l'utilisation à haute température ; l'anodisation est nécessaire pour la résistance à l'usure.
Alliages d'acier : Durables et polyvalents
Les aciers au carbone comme l'AISI 1018 coûtent $4-12 par kg et s'usinent facilement à 150-250 m/min, mais leur résistance de 400 MPa convient aux pièces peu sollicitées. Les aciers alliés tels que le 4140, traité thermiquement à 28-32 HRC, offrent une résistance de 860 MPa pour les arbres. Le tournage implique l'ajout de soufre pour les variantes d'usinage libre, mais cela réduit la ductilité.
Les aciers inoxydables comme le 304 résistent à la corrosion grâce au chrome 18%, mais se durcissent rapidement, ce qui exige des machines rigides et des plaquettes revêtues. Les vitesses de surface chutent à 100-150 m/min pour éviter l'écaillage des arêtes. Dans l'industrie alimentaire, le molybdène de l'inox 316 renforce la résistance aux piqûres, mais coûte $15-25 par kg.
Les aciers à outils comme le D2, à 60 HRC, sont destinés aux matrices. Les plaquettes CBN sont obligatoires, avec des cycles d'usinage pour gérer la chaleur. Avantages : Grande résistance à l'usure. Inconvénients : la fragilité conduit à l'écaillage en cas de vibrations.
Alliages de titane : Haute résistance, faible poids
Le titane 6Al-4V (grade 5) offre une résistance de 900 MPa pour une densité de 4,5 g/cm³, idéale pour médical implants. Son faible module (110 GPa) provoque un retour élastique, ce qui nécessite plusieurs passages à la lumière pour obtenir des tolérances inférieures à 0,01 mm. Les coûts de $30-50 par kg reflètent la rareté et la difficulté de traitement.
Le tournage du titane nécessite un liquide de refroidissement à haute pression (70 bars) pour briser les copeaux et rincer la zone. Les alliages bêta comme le Ti-5553 offrent une meilleure usinabilité, mais leur coût est plus élevé. Dans l'aérospatiale, j'ai été témoin de défaillances dues à un recuit bêta inadéquat, provoquant un cas alpha qui se fissure sous l'effet de la fatigue.
Avantages : Biocompatibilité, immunité à la corrosion. Inconvénients : usure des outils ; nécessite des revêtements spécialisés comme le TiAlN.
Autres métaux : Laiton, cuivre et alliages de nickel
Le laiton (C36000) s'usine à 300 m/min en raison de sa teneur en plomb et coûte $10-20 par kg. Il est utilisé pour les raccords, mais les exigences en matière d'absence de plomb poussent à l'utilisation d'alternatives comme le C69300.
Le cuivre C101 est un excellent conducteur de chaleur et d'électricité, mais il est gommeux, ce qui nécessite des outils revêtus de carbone de type diamant (DLC). Les alliages de nickel comme l'Inconel 718, à 45 HRC, résistent au fluage dans les turbines mais s'écrouissent, ce qui limite les profondeurs à 0,5 mm.
Chaque métal nécessite des paramètres adaptés : vitesses d'avance de 0,1 à 0,3 mm/tour, profondeurs de 1 à 5 mm, en fonction de la puissance.
Plastiques et polymères dans le tournage CNC
Les plastiques offrent un faible poids et une bonne isolation, mais la sensibilité thermique exige des précautions. L'acétal (POM) s'usine proprement à 200-400 m/min, avec une faible friction pour les bagues. Il coûte $3-5 par kg, mais absorbe l'humidité, gonflant jusqu'à 0,2%.
Le nylon 6/6 est résistant mais se déforme sous l'effet de la chaleur ; utilisez un système de refroidissement par air et des outils tranchants. Le PEEK résiste à 250°C, ce qui est idéal pour les joints d'étanchéité pour le pétrole et le gaz, mais sa densité de 1,3 g/cm³ et ses $50+ par kg en limitent l'utilisation. Le tournage du PEEK nécessite des vitesses lentes (100 m/min) pour éviter la fusion.
Les composites tels que le nylon chargé de verre ajoutent de la résistance mais abîment les outils ; les inserts en diamant prolongent la durée de vie. Avantages : Isolation électrique. Inconvénients : instabilité dimensionnelle ; mauvaise résistance aux charges élevées.
Dans le domaine de l'électronique, les plastiques remplacent les métaux pour des raisons de coût, mais le fluage sous contrainte nécessite une surconception.
Matériaux exotiques et avancés pour le tournage CNC
Avancé matériaux repousser les limites. Les alliages à forte entropie (HEA) comme le CrMnFeCoNi mélangent des éléments pour une résistance supérieure à des températures extrêmes, mais leur mauvaise usinabilité exige un tournage assisté par ultrasons.
Les composites à matrice métallique (MMC) intègrent des céramiques dans l'aluminium, ce qui accroît la rigidité mais accélère l'usure des outils de 5 fois. Graduation fonctionnelle matériaux (FGM) varient en composition, ce qui nécessite une alimentation adaptée.
Les matériaux intelligents tels que les alliages à mémoire de forme (NiTi) reprennent leur forme mais sont difficiles à transformer sans altérer leurs propriétés. En 2025-2026, les progrès de l'usinage cryogénique permettront de les traiter en réduisant les dommages thermiques.
Métamatériaux avec des structures techniques permettant un coefficient de Poisson négatif, mais Tournage CNC Ils impliquent des processus hybrides avec des étapes additives.
Processus de sélection des matériaux : Logique de décision d'ingénierie
La sélection commence par les exigences : charge, environnement, cycle de vie. Utiliser des matrices de décision qui évaluent les propriétés (poids de 1 à 10) par rapport aux besoins.
Compromis : Résistance élevée contre usinabilité - le titane obtient un score élevé en termes de résistance mais faible en termes de facilité, ce qui ajoute 50% au temps de cycle. L'analyse coûts-avantages tient compte du prix des matières premières, du taux de rebut (5-20%) et de la consommation d'outils.
L'analyse des éléments finis simule les performances ; les prototypes les valident. En matière d'approvisionnement, il faut tenir compte de la chaîne d'approvisionnement - la volatilité de l'aluminium en 2026 en raison des droits de douane.
Facteurs humains : L'expérience de l'opérateur influence ses choix ; les novices évitent les produits exotiques.
Paramètres d'usinage et optimisation pour différents matériaux
Les paramètres sont optimisés par l'équation de Taylor : durée de vie de l'outil T = C / V^n, où V est la vitesse. Pour l'acier, n=0,2 ; ajuster en fonction de l'usure.
Charge de copeaux : 0,2 mm/dent pour l'aluminium, 0,1 pour le titane. La surveillance des vibrations est assurée par des accéléromètres.
Durabilité : L'usinage à sec réduit les pertes de liquide de refroidissement, mais ne convient qu'aux machines à haute conductivité. matériaux.
Défaillances courantes dans la sélection des matériaux et le tournage CNC : Perspectives de l'atelier
Tournage CNC est un processus de haute précision qui implique l'usinage de matériaux selon des géométries complexes avec des tolérances serrées. Cependant, même avec la technologie la plus avancée, des erreurs peuvent survenir lors de la sélection des matériaux ou de la configuration du processus, entraînant des défaillances coûteuses. Ces échecs résultent souvent d'une inadéquation entre les propriétés du matériau et les paramètres d'usinage ou d'une mauvaise prise en compte de certains défis dans le processus de tournage. Dans cet article, nous examinons les erreurs courantes de sélection des matériaux dans les domaines suivants Tournage CNC, Les études de cas réelles soulignent l'importance de traiter ces questions pour obtenir des résultats probants.
1. Inadéquation entre les propriétés des matériaux et les paramètres d'usinage
Une cause importante d'échec dans les Tournage CNC découle de la sélection d'un matériau qui ne correspond pas aux capacités du tour ou aux paramètres de processus prévus. Cette inadéquation peut entraîner plusieurs problèmes, notamment l'usure de l'outil, la déformation du matériau ou la défaillance prématurée de la pièce.
Oublier l'écrouissage dans l'acier inoxydable
L'une des erreurs les plus courantes dans Tournage CNC ne prend pas en compte les effets de la durcissement au travail, surtout lorsqu'il s'agit d'usiner des matériaux tels que acier inoxydable. L'écrouissage se produit lorsque le matériel devient plus dur lorsqu'il est déformé pendant l'usinage, ce qui le rend plus difficile à couper et impose une contrainte supplémentaire à l'outil de coupe.
- Problème: Dans le tournage de l'acier inoxydable, si l'effet d'écrouissage n'est pas pris en compte, il peut entraîner une usure excessive de l'outil, une rupture de l'outil ou des défauts de surface de la pièce.
- Cause: L'acier inoxydable a tendance à se durcir pendant l'usinage. Sans ajustement des paramètres de coupe ou de l'outil, l'acier inoxydable a tendance à se durcir pendant l'usinage. matériel, L'outil s'émousse rapidement, ce qui entraîne une défaillance ou une casse de l'outil à mi-parcours.
- Solution: Choisir les bons paramètres de coupe comme l'avance, la vitesse de coupe et la profondeur de coupe est cruciale pour la gestion de l'écrouissage. L'utilisation de des revêtements appropriés sur l'outil et le maintien d'un mouvement de coupe cohérent peuvent contribuer à atténuer ces problèmes.
Mauvaise évacuation des copeaux
Un autre problème courant dans les Tournage CNC se produit lorsque copeaux ne sont pas évacués efficacement pendant la processus d'usinage. Cela peut se produire lorsque le refroidissement est inadéquat ou lorsque les systèmes d'élimination des copeaux sont inefficaces, ce qui entraîne l'encrassement des machines et l'endommagement des pièces.
- Problème: Une mauvaise évacuation des copeaux peut entraîner l'accumulation de matériel autour de l'outil de coupe, ce qui entraîne une friction excessive, des dommages à l'outil, voire des rayures ou des marques sur la surface de la pièce.
- Cause: Lorsque les copeaux ne sont pas évacués de la zone de coupe, ils peuvent revenir dans la zone de coupe et endommager à la fois la pièce et l'outil.
- Solution: Des systèmes efficaces de gestion des puces tels que les systèmes de refroidissement à haute pression et les jets d'air, sont essentiels pour prévenir les accidents de la route. matériel de s'accumuler dans la zone de travail. La mise en œuvre d'une configuration correcte de la machine et d'un entretien de routine permet d'éviter de nombreux problèmes liés à l'évacuation des copeaux.
2. Inclusions matérielles
Les inclusions de matière, telles que les particules non métalliques ou les vides dans le stock, peuvent provoquer des défaillances importantes au cours de l'usinage. Ces inclusions peuvent créer des points faibles dans les pièces, conduisant à défaillance due à la fatigue ou des fissures en cours d'utilisation.
Étude de cas : Rupture par fatigue d'un arbre en acier 1018
L'une de ces défaillances s'est produite lors de la production d'un arbre automobile fabriqué à partir d'acier inoxydable. Acier 1018. L'arbre, destiné à une application soumise à de fortes contraintes, s'est rompu lors d'essais de fatigue en raison d'inclusions dans l'acier. matériel.
- Problème: Les inclusions dans l'acier 1018 ont provoqué des faiblesses localisées, entraînant une défaillance prématurée de la pièce sous contrainte.
- Cause: Les inclusions, qui proviennent souvent d'impuretés ou de mauvais procédés de fabrication pendant la production de l'acier, peuvent réduire de manière significative la durée de vie de l'acier. du matériel et des performances dans les applications exigeantes.
- Solution: Passage à l'acier refondu sous vide (qui contient moins d'inclusions) a permis de résoudre le problème et de garantir une meilleure performance des pièces. Ce changement souligne l'importance de matériel dans les applications soumises à de fortes contraintes, où l'uniformité et l'intégrité des matériaux sont essentielles.
Études de cas réels : Succès et échecs du tournage CNC
1. Aérospatiale : Distorsion des longerons d'aile en titane
Dans l'industrie aérospatiale, le titane est un matériau de prédilection. matériel pour son rapport résistance/poids et résistance à la corrosion. Cependant, la forte dilatation thermique du titane et sa faible conductivité thermique peuvent poser des problèmes lors de l'usinage, en particulier dans les géométries complexes telles que les longerons d'ailes.
- Problème: Au cours de l'usinage d'un longeron d'aile en titane, une distorsion thermique a entraîné une défaillance lors de l'inspection finale. La pièce ne respectait pas les tolérances requises en raison de la distorsion thermique. accumulation de chaleur pendant le processus de tournage.
- Cause: Le titane a une faible conductivité thermique, ce qui signifie qu'il ne dissipe pas bien la chaleur. Lorsque la chaleur s'accumule dans la pièce au cours de l'usinage, elle peut provoquer distorsion ou déformation.
- Solution: L'introduction de tournage cryogénique, L'utilisation de la technique du refroidissement, qui consiste à refroidir la pièce à des températures extrêmement basses, a permis de gérer l'accumulation de chaleur. Cette méthode a permis de réduire les déformations et de s'assurer que la pièce respectait les tolérances aérospatiales strictes.
2. Automobile : Déformation des engrenages en nylon
Dans la construction automobile, Nylon est couramment utilisé pour les engrenages en raison de sa faible friction et de ses propriétés autolubrifiantes. Cependant, les propriétés du nylon peuvent changer de manière significative en fonction de la température et de l'humidité, ce qui le rend susceptible de se déformer ou de présenter une instabilité dimensionnelle.
- Problème: Un lot de engrenages en nylon ont échoué lors des essais parce qu'elles se sont déformées après l'usinage, ce qui les a rendues inutilisables.
- Cause: La tendance du nylon à absorber l'humidité et sa susceptibilité à la corrosion. dilatation thermique a entraîné une déformation de la pièce après Tournage CNC.
- Solution: Acétal (un polymère plus stable) a été substitué au nylon, et un système de refroidissement de l'air a été mis en œuvre pour maintenir des conditions d'usinage cohérentes. Cela a permis de résoudre le problème du gauchissement et d'améliorer les performances de la pièce.
3. Défaillance : Fissuration d'une pièce à paroi mince en tungstène
Le tungstène est un métal dense et dur. matériel Le tungstène est souvent utilisé dans les applications aérospatiales et de défense pour sa résistance aux températures élevées et sa solidité. Cependant, l'usinage du tungstène dans des pièces à parois minces peut présenter des défis importants.
- Problème: Lors de la production d'un produit à paroi mince pièce en tungstène, Il s'est fissuré lors des dernières étapes de l'usinage.
- Cause: La partie à paroi mince était sujette à contrainte thermique et vibration lors de l'usinage, ce qui a entraîné des fissures et des matériel échec.
- Solution: Fixation adaptative a été mis en œuvre dans le processus de réessai. Cela a permis d'améliorer le soutien et la stabilité de la pièce pendant l'usinage, évitant ainsi les déformations et les fissures. Le système de fixation a maintenu l'intégrité de la pièce tout au long du processus de tournage.
4. Support satellite en titane : Déformation pendant l'usinage
Une critique support de satellite en titane a été conçue pour maintenir en place des composants sensibles lors d'opérations spatiales. Cependant, au cours de l'usinage, la pièce s'est déformée en raison des contraintes liées au tournage du titane dans des géométries aussi complexes.
- Problème: Le support s'est déformé pendant la Processus de tournage CNC, Il n'a donc pas été inspecté en raison des tolérances dimensionnelles requises.
- Cause: Les forces de coupe élevées et la chaleur générée pendant le processus de tournage ont conduit à déformation et distorsion dans le support en titane.
- Solution: A Analyse par éléments finis (FEA) a été réalisée avant l'usinage, ce qui a permis aux ingénieurs de prédire la façon dont la matériel se comporterait sous l'effet des forces de coupe. A Machine CNC à 5 axes a été utilisé pour un usinage plus précis et contrôlé, garantissant que la pièce ne se déforme pas pendant le tournage. Cette approche proactive a permis d'éviter les déformations et de s'assurer que la pièce répondait aux exigences strictes d'une utilisation par satellite.
Progrès dans les matériaux de tournage CNC : perspectives 2025-2026

Le Tournage CNC L'industrie continue d'évoluer à un rythme rapide, sous l'effet des progrès technologiques, des nouvelles technologies et de l'innovation. matériel des innovations et une demande croissante de précision et de durabilité. À l'horizon 2025 et 2026, plusieurs tendances clés façonnent l'avenir de l'agriculture et de la pêche. Tournage CNC Les matériaux de pointe, y compris les technologies de fabrication hybrides, l'optimisation de l'IA et les pratiques durables. Cet article explore les développements de pointe qui définiront l'avenir de l'industrie des matériaux. Tournage CNC dans les années à venir, ainsi que les considérations économiques que les fabricants doivent prendre en compte lorsqu'ils choisissent un produit ou un service. matériaux et des services.
Fabrication hybride additive-soustractive pour les géométries complexes
L'une des avancées les plus intéressantes dans le domaine de la Tournage CNC est l'intégration de la fabrication hybride additive-soustractive. Cette technologie combine les forces de la fabrication additive (Impression 3D) et les méthodes soustractives traditionnelles Usinage CNC. Il permet aux fabricants de construire des géométries complexes à l'aide de procédés additifs avant de terminer les pièces par un tournage CNC soustractif.
Pourquoi la fabrication hybride ?
- Géométries complexes: Les systèmes hybrides permettent de créer des pièces qu'il serait extrêmement difficile, voire impossible, d'usiner en utilisant uniquement des méthodes traditionnelles. Ceci est particulièrement important dans des industries telles que l'aérospatiale et la construction navale. dispositifs médicaux, où les pièces doivent être légères tout en étant extrêmement durables.
- Efficacité des matériaux: En ajoutant matériel seulement là où c'est nécessaire et en éliminant l'excès par Tournage CNC, les déchets de matériaux sont réduits, ce qui entraîne une diminution des coûts et de l'impact sur l'environnement.
- Précision: Les systèmes hybrides combinent le meilleur des deux mondes. La fabrication additive crée l'essentiel de la pièce avec un minimum de matière, tandis que la fabrication hybride crée l'essentiel de la pièce avec un minimum de matière. Tournage CNC apporte la précision nécessaire à la finition de la pièce avec des tolérances serrées.
À l'horizon 2025-2026, l'accessibilité accrue et le caractère abordable des machines hybrides inciteront probablement davantage d'industries à adopter cette technologie, en particulier pour les pièces qui nécessitent à la fois des géométries complexes et des matériaux très résistants.
Paramètres de tournage CNC optimisés par l'IA
Une autre avancée qui aura un impact profond sur le tournage CNC est l'intégration de la technologie Intelligence artificielle (IA) dans l'optimisation des paramètres d'usinage. Les algorithmes d'IA joueront un rôle central dans l'ajustement en temps réel des paramètres d'usinage. Tournage CNC et garantissent des conditions optimales tout au long de l'opération.
Avantages de l'optimisation de l'IA :
- Réduction des déchets: En ajustant les vitesses d'avance, les vitesses de coupe et les trajectoires d'outils en temps réel, l'IA peut minimiser les risques d'accidents. matériel des déchets. Ceci est particulièrement important dans les industries traitant des matériaux coûteux ou difficiles à usiner, tels que le titane ou l'Inconel, où matériel peuvent représenter une part importante du coût total de fabrication.
- Amélioration de l'efficacité: Les systèmes d'IA peuvent prédire l'usure des outils et ajuster les réglages des machines en conséquence, ce qui réduit les temps d'arrêt et augmente la productivité globale des machines.
- Économies d'énergie: En optimisant les paramètres de coupe, l'IA permet de réduire la consommation d'énergie, ce qui se traduit par une diminution des coûts d'exploitation et de l'empreinte environnementale.
- 30% Réduction des déchets: L'introduction de l'IA dans les Procédés de tournage CNC peut réduire matériel jusqu'à 30%, ce qui est important pour la réduction des coûts et les objectifs de développement durable.
Dans un avenir proche, l'IA sera de plus en plus utilisée en conjonction avec le tournage CNC pour rationaliser les opérations, améliorer la qualité des pièces et stimuler la productivité, tout en gardant à l'esprit la réduction des coûts et des déchets.
Matériaux et pratiques durables
Le développement durable devient un facteur essentiel dans matériel les processus de sélection et de fabrication. Les industries continuent à se concentrer sur la réduction de leur impact sur l'environnement, Services de tournage CNC intègrent de plus en plus matériaux durables et pratiques respectueuses de l'environnement.
1. Alliages d'aluminium recyclé
Les alliages d'aluminium recyclé gagnent en popularité dans les domaines suivants Tournage CNC pour plusieurs raisons. L'aluminium est déjà l'un des matériaux les plus couramment utilisés. matériaux en raison de sa légèreté, de ses propriétés de résistance à la corrosion et de sa polyvalence. Cependant, l'empreinte environnementale de la production d'aluminium primaire est importante. L'utilisation de alliages d'aluminium recyclés en Tournage CNC contribue à réduire la consommation d'énergie, à diminuer les émissions et à préserver les ressources naturelles.
- Avantages: Réduction des émissions de carbone, de la consommation d'énergie dans la production et des matières premières. matériel coûts.
- Applications: Automobile, aérospatiale et électronique grand public.
2. Traitement cryogénique des alliages à haute entropie (HEA)
Le traitement cryogénique est un processus avancé qui consiste à refroidir matériaux à des températures extrêmement basses afin d'améliorer leurs propriétés. Pour les Alliages à haute entropie (HEA)-Le traitement cryogénique améliore l'intégrité de la surface, la dureté et la résistance à l'usure.
- Avantages: Amélioration de la durabilité et de la longévité des pièces fabriquées à partir de HEA, ce qui les rend idéales pour les applications à haute performance telles que les composants de turbines ou les éléments structurels aérospatiaux.
- Durabilité: La résistance accrue à l'usure des HEA peut prolonger la durée de vie des pièces, réduisant ainsi le besoin de remplacement et contribuant à des pratiques de fabrication plus durables.
Au cours de la période 2025-2026, de plus en plus de fabricants commenceront à incorporer des traitements cryogéniques dans leurs processus de production, en particulier parce que les industries s'efforcent d'obtenir des produits plus durables et plus résistants. matériaux.
Considérations sur les coûts et analyse économique
En choisissant matériaux pour le tournage CNC, les facteurs économiques jouent un rôle crucial dans le processus de décision. En effet, en plus des facteurs économiques, les facteurs économiques jouent un rôle crucial dans le processus de décision. matériel les facteurs tels que le temps d'usinage, l'usure des outils et les coûts de main-d'œuvre doivent tous être pris en compte.
Coûts des matières premières :
Le prix des matières premières peut varier fortement en fonction de l'état de l'économie. matériel choisi. Voici quelques fourchettes typiques pour les matériaux utilisés dans l'industrie de la construction. Tournage CNC:
- Aluminium: $5-$15 par kilogramme
- Titane: $30-$50 par kilogramme
- Acier: $1-$5 par kilogramme
- Inconel: $80-$150 par kilogramme
Le coût initial du matériau est un élément clé, mais il est important de prendre en compte les coûts associés à l'usinage de ces matériaux, en particulier lorsqu'il s'agit de matériaux plus durs et plus complexes. matériaux.
Coûts d'usinage :
Les coûts d'usinage dépendent du matériau, de la complexité de la pièce et du temps nécessaire pour réaliser l'opération. A titre d'exemple :
- Aluminium: $50-$100 par heure pour usinage
- Titane: $100-$200 par heure pour l'usinage
- Matériaux plus durs (par exemple, Inconel): Les temps d'usinage peuvent doubler ou tripler, ce qui entraîne des coûts importants.
Analyse du seuil de rentabilité :
Une analyse du seuil de rentabilité peut aider les responsables de l'approvisionnement et les ingénieurs à déterminer quel est le meilleur moyen d'atteindre le seuil de rentabilité. matériel est le plus rentable pour une application donnée. Prenons l'exemple suivant :
- 1000 pièces:
- Si la pièce nécessite de l'aluminium, elle peut être produite à moindre coût grâce à des temps d'usinage plus courts et à des matières premières moins coûteuses. matériel coûts. Les économies de poids réalisées grâce à l'utilisation de l'aluminium permettent également de réduire les frais d'expédition et de manutention.
- Aluminium ou acier: Si le poids est un facteur important (par exemple, dans les applications automobiles ou aérospatiales), l'aluminium peut permettre d'économiser jusqu'à 40% sur les coûts de production globaux par rapport à l'acier. Cela est dû à la fois à la baisse du coût des matières premières et à la réduction du temps d'usinage.
- Si la pièce nécessite de l'aluminium, elle peut être produite à moindre coût grâce à des temps d'usinage plus courts et à des matières premières moins coûteuses. matériel coûts. Les économies de poids réalisées grâce à l'utilisation de l'aluminium permettent également de réduire les frais d'expédition et de manutention.
Appel d'offres pour des services de tournage CNC : Garantir des prix compétitifs
Lorsque l'on recherche des services de tournage CNC, il est essentiel de demander un devis. Demande de devis (RFQ) pour vous assurer que vous bénéficiez de prix compétitifs et du meilleur service pour vos besoins spécifiques. La procédure d'appel d'offres vous permet d'évaluer plusieurs fournisseurs de services sur la base de leurs prix, de leurs capacités et de leurs délais. Lorsque vous demandez un appel d'offres pour des services de tournage CNC, n'oubliez pas d'indiquer :
- Exigences matérielles: Précisez le matériau que vous souhaitez utiliser (par exemple, aluminium, titane, etc.) et indiquez si vous préférez des matériaux recyclés ou des options durables.
- Spécifications des pièces: Fournir des dessins détaillés ou des fichiers CAO des pièces, y compris les dimensions, les tolérances et les finitions de surface requises.
- Quantités de production: Spécifiez le nombre de pièces nécessaires et indiquez si les pièces seront produites en un seul lot ou en plusieurs séries.
- Délai d'exécution: Veillez à ce que les délais d'exécution soient clairement indiqués, car certains matériaux (tels que le titane et l'Inconel) peuvent nécessiter des temps d'usinage plus longs.
- Exigences de qualité: Précisez les certifications, inspections ou essais requis pour les pièces (par exemple, ISO 9001, certifications des matériaux).
En exposant clairement ces détails, vous pouvez vous assurer de recevoir les devis les plus précis et les plus compétitifs, ce qui peut s'avérer vital pour la gestion des délais et des budgets des projets.
es.
Industries et applications utilisant des matériaux de tournage CNC
Le tournage CNC fait partie intégrante de la fabrication d'une grande variété de pièces dans divers secteurs. Les matériaux sélectionnés pour ces pièces influencent directement les performances, la durabilité et la fonctionnalité du produit final. Nous examinons ci-dessous comment le tournage CNC est appliqué dans les principales industries et quels sont les matériaux généralement utilisés dans chaque secteur.
1. Industrie automobile : Arbres en acier pour la durabilité
L'industrie automobile exige des pièces qui offrent solidité, durabilité et résistance à l'usure. Tournage CNC joue un rôle crucial dans la fabrication de composants précis et de haute qualité, tels que les arbres, les engrenages et les pièces de moteur. L'acier, en particulier l'acier au carbone ou l'acier allié, est couramment utilisé pour le tournage de ces pièces en raison de sa solidité supérieure et de sa résistance aux contraintes mécaniques.
- Applications: Arbres automobiles, arbres à cames, vilebrequins, pièces d'engrenage.
- Choix des matériaux: L'acier, en particulier l'acier trempé ou allié, offre la résistance et la ténacité nécessaires pour les applications à forte charge, garantissant que les composants peuvent résister aux conditions difficiles auxquelles ils sont confrontés dans les systèmes automobiles.
- Pourquoi le tournage CNC ?: Tournage CNC offre une précision et une répétabilité élevées, ce qui permet de produire des pièces complexes telles que des arbres automobiles qui nécessitent des tolérances serrées et des géométries spécifiques.
2. Industrie aérospatiale : Attaches en titane
L'industrie aérospatiale est l'une des plus exigeantes en termes de matériel propriétés et performances. Les pièces utilisées dans les applications aérospatiales, telles que les fixations, les supports et les composants structurels, doivent résister à des températures, des pressions et des environnements corrosifs extrêmes. Le titane est le matériau de choix dans les applications aérospatiales. Tournage CNC pour les fixations aérospatiales en raison de son rapport résistance/poids élevé et de son excellente résistance à la corrosion.
- Applications: Fixations d'aéronefs, composants de moteurs, aubes de turbines, trains d'atterrissage.
- Choix des matériaux: Le titane et ses alliages, tels que le Ti-6Al-4V, sont préférés pour leur grande solidité, leur légèreté et leur résistance à la corrosion et à la fatigue. Ces propriétés sont essentielles pour les pièces aérospatiales qui doivent fonctionner de manière fiable dans des conditions difficiles.
- Pourquoi le tournage CNC ?: Le tournage CNC permet de produire des pièces de haute précision, telles que des fixations, qui sont nécessaires dans des applications critiques, comme celles des moteurs et des cellules d'avion, où la fiabilité et les tolérances serrées sont primordiales.
3. Industrie médicale : Implants en PEEK
Dans le cadre de la domaine médical, La biocompatibilité, la solidité et la résistance à l'usure sont essentielles, en particulier pour les implants et les instruments chirurgicaux. Les polymères tels que le PEEK (polyétheréthercétone) sont souvent choisis pour la fabrication d'implants et d'instruments chirurgicaux. dispositifs médicaux et des implants en raison de leurs propriétés mécaniques exceptionnelles, notamment leur résistance élevée, leur rigidité et leur résistance à la dégradation chimique.
- Applications: Implants rachidiens, composants orthopédiques, implants dentaires, instruments chirurgicaux.
- Choix des matériaux: Le PEEK est privilégié dans les applications médicales car il est biocompatible, c'est-à-dire qu'il n'est pas nocif pour les tissus humains, et il est également stérilisable, ce qui est crucial dans le domaine médical.
- Pourquoi le tournage CNC ?: Tournage CNC est idéal pour créer des pièces précises et lisses telles que des tiges vertébrales et des prothèses articulaires, pour lesquelles la précision dimensionnelle et la qualité de la surface sont essentielles à la fonctionnalité et à la sécurité du dispositif dans le corps humain.
4. Industrie de l'énergie : Composants de turbines en Inconel
L'industrie de l'énergie, en particulier les turbines à gaz utilisées pour la production d'électricité et les moteurs aérospatiaux, exige des matériaux capables de résister à des températures extrêmement élevées et à des environnements oxydants. L'inconel, une famille de superalliages haute performance, est souvent utilisé dans le tournage CNC de composants de turbines et d'autres pièces critiques.
- Applications: Aubes de turbines, échangeurs de chaleur, systèmes d'échappement.
- Choix des matériaux: Les alliages d'Inconel, en particulier l'Inconel 718, sont choisis pour leur capacité à conserver leur résistance et leur intégrité à des températures élevées et dans des environnements corrosifs. Ces propriétés font de l'Inconel un matériau idéal pour les composants de turbines et les systèmes d'échappement, qui fonctionnent dans des conditions difficiles.
- Pourquoi le tournage CNC ?: Les alliages d'Inconel sont difficiles à usiner, mais... Tournage CNC permet de découper et de façonner avec précision ces produits à haute résistance. matériaux pour produire des composants de turbine qui répondent aux normes de performance exigeantes de l'industrie de l'énergie.
5. Industrie électronique : Contacts en cuivre
Dans l'électronique, en particulier dans les connecteurs et autres composants électriques, la conductivité et la facilité d'usinage sont des facteurs cruciaux. Le cuivre est le matériel de choix pour de nombreux composants utilisés dans les circuits électriques, les connecteurs et les contacts. Tournage CNC permet la précision nécessaire à la production de pièces complexes qui doivent répondre à des normes de performance strictes.
- Applications: Contacts électriques, connecteurs, interrupteurs, composants de circuits imprimés.
- Choix des matériaux: Le cuivre et ses alliages, comme le laiton, sont couramment utilisés pour leur excellente conductivité électrique, leur résistance à la corrosion et leur facilité d'usinage. Ces propriétés sont essentielles dans les composants électroniques qui doivent transmettre des signaux ou de l'énergie de manière fiable dans le temps.
- Pourquoi le tournage CNC ?: Le tournage CNC offre la précision requise pour produire des pièces petites et complexes telles que des connecteurs et des contacts électriques, en veillant à ce qu'elles respectent des tolérances serrées tout en conservant une conductivité électrique élevée.
Résumé des applications industrielles et des matériaux
| L'industrie | Application | Matériau utilisé | Pourquoi le tournage CNC ? |
| Automobile | Arbres, arbres à cames, engrenages | Acier (carbone et alliage) | Usinage de précision pour la durabilité et la résistance à l'usure |
| Aérospatiale | Fixations, pales de turbine, supports | Titane, Ti-6Al-4V | Léger, solide et résistant à la fatigue et à la corrosion |
| Médical | Implants, instruments chirurgicaux | PEEK | Biocompatible et durable pour les applications médicales |
| L'énergie | Composants de turbines, échangeurs de chaleur | Inconel | Résistance aux températures élevées et à la corrosion |
| Électronique | Connecteurs, contacts électriques | Cuivre, laiton | Excellente conductivité électrique et facilité d'usinage |
.
Conclusion
Matériaux en Tournage CNC définissent les résultats des projets, qu'il s'agisse d'aluminium de base ou d'alliages exotiques. La maîtrise des propriétés, des paramètres et des pièges garantit une production fiable. Pour les besoins complexes, la consultation de services de tournage CNC expérimentés peut fournir des devis adaptés à vos spécifications, en optimisant à la fois les performances et les coûts.
FAQS
Quels sont les facteurs qui déterminent le choix des matériaux dans le tournage CNC pour la production en grande série ?
Les ingénieurs accordent la priorité à l'usinabilité pour minimiser les temps de cycle, car les mauvais choix tels que les aciers à dureté élevée peuvent doubler les changements d'outils et augmenter les temps d'arrêt. La solidité et la résistance à la fatigue garantissent la longévité des pièces sous les contraintes opérationnelles, tandis que l'analyse des coûts tient compte des prix des matières premières et des taux de rebut, ce qui favorise souvent l'aluminium pour son équilibre. Les facteurs environnementaux tels que la corrosion exigent des alliages dotés d'éléments protecteurs, et les propriétés thermiques empêchent le gauchissement pendant l'usinage. Dans la pratique, les prototypes valident les sélections afin d'éviter les échecs de mise à l'échelle.
En quoi l'usure des outils diffère-t-elle selon les matériaux de tournage CNC et comment l'atténuer ?
Les matériaux tendres comme l'aluminium ne provoquent qu'une usure minime, mais la formation d'une arête due à l'adhérence ; les plaquettes tranchantes et revêtues et les vitesses élevées permettent d'atténuer ce phénomène. Les alliages durs comme le titane accélèrent l'usure par abrasion en raison de leur faible conductivité, ce qui entraîne la formation de cratères - le refroidissement cryogénique et les outils CBN prolongent la durée de vie 3x. Les aciers s'endurcissent, les arêtes s'écaillent ; les cycles de perçage et l'amortissement des vibrations contribuent à réduire l'usure. La surveillance au moyen de capteurs acoustiques permet de prédire les défaillances et de procéder à des changements proactifs. Dans l'ensemble, l'adaptation de la géométrie des plaquettes à la microstructure du matériau réduit considérablement les taux d'usure.
Quels sont les pièges les plus courants lors du tournage de matériaux exotiques tels que le titane ou l'Inconel ?
Les outils exotiques génèrent une chaleur excessive, provoquant une usure par diffusion où les atomes de l'outil migrent dans la pièce à usiner ; le liquide de refroidissement à haute pression permet de contrer ce phénomène. Un mauvais contrôle des copeaux entraîne des retailles et des rayures sur les surfaces ; des brise-copeaux optimisés sont essentiels. La déviation de la pièce en raison d'un faible module nécessite un soutien de la contre-pointe. La contamination due à une mauvaise manipulation induit la formation de cas alpha dans le titane, ce qui réduit la durée de vie en fatigue. Les traitements thermiques de pré-usinage stabilisent les propriétés, mais le recuit excessif ramollit trop, ce qui complique les coupes.
Comment les progrès réalisés en 2025-2026 affectent-ils les choix de matériaux pour le tournage CNC ?
Les procédés hybrides intègrent la fabrication additive pour les formes proches des filets, réduisant ainsi le temps de tournage des alliages complexes. Le contrôle adaptatif piloté par l'IA ajuste l'alimentation en temps réel pour les MMC, minimisant ainsi les défauts. Les matériaux recyclés durables, comme l'aluminium vert, réduisent les coûts mais nécessitent une validation pour les impuretés. L'usinage cryogénique pour les HEA améliore l'intégrité sans liquide de refroidissement. Ces changements favorisent les matériaux multifonctionnels, mais les ateliers doivent investir dans la formation pour gérer les nouveaux comportements.
Pourquoi un matériau peut-il réussir en prototypage mais échouer en tournage CNC de production ?
Les prototypes utilisent souvent des vitesses plus lentes pour la précision, masquant les problèmes de chaleur qui apparaissent aux taux de production. Les variations des lots de matériaux, comme le grain irrégulier de l'acier, provoquent une usure inégale. La mise à l'échelle ne tient pas compte des vibrations cumulées de plusieurs machines, ce qui entraîne un broutage. La dégradation du liquide de refroidissement au cours des cycles de production entraîne la formation de résidus, ce qui affecte les finitions. Une qualification rigoureuse des processus, y compris le contrôle statistique, permet de combler cette lacune.




