Lignes directrices ISO, impact sur les coûts et applications concrètes dans les secteurs de l'automobile, de l'aérospatiale et de la défense. industries médicales. Obtenez des conseils pour optimiser votre Service de tournage CNC et de réduire les coûts.
Vous concevez des pièces qui doivent être parfaitement ajustées, mais les tolérances vous déconcertent ? En Tournage CNC, En effet, une mauvaise définition des tolérances peut conduire à des pièces qui ne s'assemblent pas, qui tombent en panne prématurément ou qui coûtent trop cher à réparer. De nombreux débutants spécifient des tolérances trop serrées ou trop lâches, ce qui leur fait perdre du temps et de l'argent.
Dans ce guide approfondi, nous examinerons les points suivants Tolérances de tournage CNC expliqués des bases aux plus avancés. Vous apprendrez les définitions, les normes, les facteurs d'influence, les comparaisons et les stratégies de sélection pratiques. Nous inclurons plus de 10 exemples réels, une ventilation des coûts, les pièges les plus courants et les tendances futures.
Pourquoi s'en soucier ? Des tolérances précises garantissent la fiabilité des applications critiques. La précision mondiale usinage a atteint $123,54 milliards en 2025 et devrait atteindre $132,93 milliards en 2026, avec un taux de croissance annuel moyen de 8,1%. Dans le secteur manufacturier en plein essor de Lahore, les magasins locaux s'appuient sur des choix de tolérance intelligents pour les exportations automobiles et aérospatiales. Si vous recherchez un Tournage CNC service ou Service de tolérances de tournage CNC, Vous êtes ainsi en mesure de spécifier efficacement et d'établir des liens avec des pages sectorielles telles que l'automobile ou l'aérospatiale.
À la fin, vous saurez trouver un équilibre entre la précision, le coût et les performances. Explorons le sujet.

Définition des tolérances en tournage CNC : Les principes de base
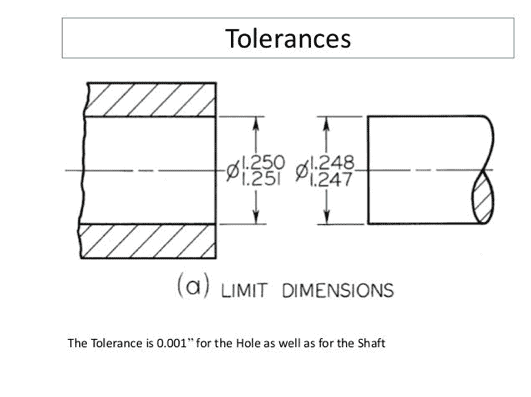
Les tolérances précisent la variation acceptable des dimensions d'une pièce par rapport à la valeur nominale (idéale). Dans les Tournage CNC-un processus au cours duquel une pièce en rotation est façonnée par un outil de coupe fixe-, ils veillent à ce que des pièces telles que des arbres ou des bagues répondent à des besoins fonctionnels.
Types de tolérances
- Tolérances linéaires : Pour les longueurs, les diamètres (par exemple, ±0,005 mm sur un arbre).
- Tolérances géométriques (GD&T) : Contrôle de la forme, de l'orientation, de l'emplacement (par exemple, concentricité pour les caractéristiques alignées).
- Bilatéral ou unilatéral : Le bilatéral permet une variation dans les deux sens (±) ; l'unilatéral seulement dans un sens (par exemple, +0,01/-0).
Pourquoi expliquer cela ? Les tolérances permettent d'éviter le surdimensionnement ou le sous-dimensionnement, qui peuvent entraîner des fuites dans les raccords hydrauliques ou des vibrations dans les composants du moteur.
Comment les tolérances sont-elles mesurées ?
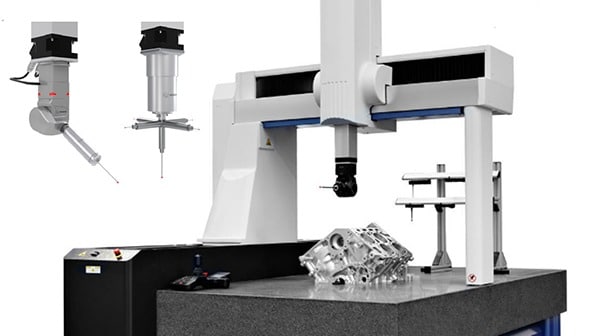
Utilisez des outils tels que des micromètres (pour les diamètres externes) ou des pieds à coulisse. Avancé : Mesure des coordonnées Machines (CMM) pour la précision 3D. En pratique, inspecter 10-20% de lots pour le contrôle de la qualité.
Conseil de pro : Calibrez toujours vos outils avant d'effectuer les mesures. Une erreur à ce niveau peut faire échouer des séries entières.
Tolérances standard et réalisables en tournage CNC
Les normes constituent des points de référence pour la cohérence.
Normes industrielles communes
- ISO 2768 : Tolérances générales pour les pièces usinées. Fin (f) : ±0,05 mm pour les éléments de 0,5 à 3 mm ; moyen (m) : ±0,1 mm pour 6-30 mm.
- ASME Y14.5 : norme américaine pour la GD&T, qui met l'accent sur la position réelle.
- DIN 7168 : Similaire à ISO, populaire en Europe pour les composants tournés.
En 2026, la plupart des magasins du monde utiliseront par défaut la norme ISO 2768, sauf indication contraire.
Plages réalisables
- Standard : ±0,005 pouces (±0,127 mm) - convient pour un usage général.
- Précision : ±0,001-0,002 pouces (±0,025-0,051 mm) - pour les raccords.
- Haute précision : ±0,0005 pouces (±0,0127 mm) - par rectification après tournage.
- Ultra-précision : ±0,0001 pouce (±0,0025 mm) - pour l'optique ou l'aérospatiale, à l'aide d'outils diamantés.
Exemple : Un arbre en aluminium de 50 mm peut avoir une norme de ±0,02 mm mais une précision de ±0,005 mm.
Conseils d'experts : Testez les capacités de votre atelier à l'aide d'un prototype.machines varier.

Facteurs clés influençant les tolérances de tournage CNC
La faisabilité dépend de multiples éléments.
Propriétés des matériaux
Les métaux ductiles (aluminium, laiton) s'usinent facilement à ±0,001 mm. Les métaux plus fragiles (céramique) risquent de s'écailler et doivent être élargis à ±0,01 mm. Les plastiques sensibles à la chaleur comme l'ABS se déforment, ce qui nécessite des spécifications plus souples.
Pourquoi ? Dilatation thermique : L'acier se dilate de 0,012 mm/m par °C - contrôler le liquide de refroidissement pour le minimiser.
Géométrie et taille des pièces
Les pièces minces (L/D >10:1) fléchissent sous l'effet de la force, ce qui réduit les tolérances à ±0,005 mm. Les caractéristiques complexes telles que les contre-dépouilles nécessitent des opérations secondaires.
Exemple : Une tige de titane de 200 mm a un diamètre de ±0,002 mm mais une longueur de ±0,01 mm en raison des vibrations.
Capacités des machines et de l'outillage
Les tours CNC modernes équipés de guides linéaires atteignent ±0,0005 mm. Les outils usés ajoutent des variations : changez de plaquettes toutes les 100 à 500 pièces.
Dans les usines de Lahore, des tours de type suisse modernisés améliorent la précision pour l'exportation les pièces médicales.
Facteurs environnementaux et de processus
Les variations de température du magasin (±5°C) modifient les tailles. Les vibrations provenant d'un machines ajoute une erreur. Utiliser des bases amortissant les vibrations.
Étude de cas : Un fournisseur automobile de 2025 au Punjab a réduit les rejets de 35% en stabilisant les températures.
Comparaison des tolérances de tournage CNC avec d'autres procédés d'usinage
Turning est spécialisé dans la symétrie de rotation.
Vs Fraisage CNC
Tournage : Meilleure concentricité (±0,0005 mm) pour les cylindres. Fraisage : Supérieure pour les plats (±0,001 mm) mais plus faible pour les ronds.
Tableau :
| Aspect | Tourner la page de la tolérance | Tolérance de fraisage | Meilleur pour |
| Rondeur | ±0,0002 mm | ±0,001 mm | Arbres |
| Planéité | Besoin secondaire | ±0,0005 mm | Supports |
| Fils | ±0,001 mm | ±0,002 mm | Boulons |
| Trous | ±0,002 mm (alésage) | ±0,0005 mm | Ajustements précis |
Vs rectification ou EDM
Meulage : Plus serré (±0,0001 mm) mais plus lent/post-processus. Electro-érosion : pour les pièces dures matériaux, ±0,005 mm, mais laisse la couche de refonte.
Choisissez le tournage pour l'enlèvement de la masse et la rectification pour la finition.
Applications et exemples concrets dans tous les secteurs d'activité
Les tolérances varient selon les secteurs.
Industrie automobile
Pistons : ±0,001 mm de diamètre pour le joint. Essieux : ±0,005 mm de longueur. Un axe mal serré provoque des fuites d'huile ; un axe bien serré garantit l'efficacité.
Exemple : Les moteurs Ford utilisent ±0,0005 mm sur les tourillons de vilebrequin pour minimiser les vibrations.
Secteur aérospatial
Arbres de turbine : ±0,0002 mm pour l'équilibre. Axes de train d'atterrissage : ±0,001 mm de concentricité.
Les pièces du 787 de Boeing doivent être dotées d'un système GD&T pour garantir la sécurité - les défaillances coûtent des millions.
Dispositifs médicaux
Tiges de hanche : ±0,0001 mm pour l'adaptation à l'os. Corps de seringue : ±0,002 mm pour la précision du dosage.
Cas : Medtronic a réduit les défaillances des implants 45% avec un tournage ultra serré en 2025.
Électronique et autres
Connecteurs : ±0,001 mm pour la conductivité. Lentilles optiques : ±0,0005 mm de circularité.
Dans les centres électroniques de Lahore, les broches tournées tiennent ±0,002 mm pour la fiabilité des circuits imprimés.
Autres exemples :
5. Roues de la pompe : ±0,003 mm pour le débit.
6. Tiges de soupape : ±0,001 mm pour éviter les fuites.
7. Engrenages : ±0,002 mm profil de la denture.
8. Roulements : course intérieure ±0,0005 mm.
9. Fixations : filets de ±0,005 mm.
10. Vérins hydrauliques : alésage de ±0,001 mm.
Guide étape par étape : Comment choisir les tolérances optimales de tournage CNC
Le choix des bonnes tolérances ne relève pas de la devinette - c'est un processus structuré qui permet d'équilibrer fonction (la pièce fonctionne-t-elle ?), manufacturabilité (la boutique peut-elle vraiment l'atteindre ?), et coût (sans payer trop cher). Le resserrement excessif des tolérances est l'un des moyens les plus courants de faire exploser les budgets de 30-100% en 2026.
Voici le processus élargi, étape par étape, qui permet de passer à l'action :
- Analyser la fonction de chaque élément Commencez par demander : Quel est le rôle de cette dimension ?
- Surfaces d'accouplement critiques (par exemple, un arbre glissant dans un roulement, un piston s'adaptant à un cylindre) → Tolérances serrées (souvent ±0,001 in / ±0,025 mm ou mieux).
- Caractéristiques non critiques (par exemple, longueur totale d'un arbre de non-précision, chanfreins extérieurs) → Utiliser des tolérances standard/libres (±0,005 in / ±0,127 mm ou ISO 2768-m). Pourquoi cette première ? La fonction est le moteur de tout. Dans les ateliers automobiles, de nombreux arbres n'ont besoin que d'un diamètre serré sur le tourillon du roulement - le reste peut être plus lâche pour gagner du temps.
- Surfaces d'accouplement critiques (par exemple, un arbre glissant dans un roulement, un piston s'adaptant à un cylindre) → Tolérances serrées (souvent ±0,001 in / ±0,025 mm ou mieux).
- Évaluer le type d'ajustement requis Décider de l'ajustement mécanique entre les pièces :
- Ajustement libre (les pièces glissent facilement, par exemple l'arbre rotatif dans la douille) → Tolérances plus faibles (±0,002-0,005 au total).
- Ajustement des interférences (press-fit, par exemple, roulement pressé sur l'arbre) → Tolérances plus serrées (±0.0005-0.001 in) pour contrôler la force de pressage et éviter les fissures.
- Ajustement de transition (serré mais amovible) → Moyenne (±0,001-0,002 in). Utiliser les tableaux d'ajustement de l'ISO 286 ou de l'ASME B4.1. Exemple : Pour un arbre de 25 mm dans un roulement, l'ajustement H7/g6 utilise souvent ±0,018 mm sur le trou et ±0,009 mm sur l'arbre.
- Ajustement libre (les pièces glissent facilement, par exemple l'arbre rotatif dans la douille) → Tolérances plus faibles (±0,002-0,005 au total).
- Évaluer les risques liés aux matériaux et à la géométrie
- Matériau: L'aluminium et le laiton offrent facilement des tolérances serrées (±0,001 in de routine). Titane/Inconel → Prévoir ±0,002 in en raison de la chaleur/de l'usure de l'outil. Plastiques → Desserrer à ±0,005-0,010 in pour éviter le gauchissement dû à la chaleur/à la charge de la puce.
- Géométrie: Pièces longues/fines (L/D > 8:1) → Élargir les tolérances sur la longueur (±0,010 in) pour lutter contre la déflexion/vibration. Caractéristiques complexes (filets, cônes, rainures) → Ajouter une marge de 20-30% ou utiliser un outillage en direct. Conseil de Lahore: Les ateliers locaux utilisent souvent des tours CNC alimentés par des barres pour les arbres en acier de grand volume - ils maintiennent un diamètre de ±0,0015 de manière fiable, mais perdent de la longueur à ±0,008 in.
- Matériau: L'aluminium et le laiton offrent facilement des tolérances serrées (±0,001 in de routine). Titane/Inconel → Prévoir ±0,002 in en raison de la chaleur/de l'usure de l'outil. Plastiques → Desserrer à ±0,005-0,010 in pour éviter le gauchissement dû à la chaleur/à la charge de la puce.
- Calculer et comparer les coûts à l'avance Demander des devis à 2-3 Service de tournage CNC avec différents scénarios de tolérance.
- Standard (±0,005 in) : Prix de base.
- Précision (±0,001 in) : +20-60% (avances plus lentes, meilleurs outils).
- Ultra-étanche (±0,0005 in) : +50-200% (inspection supplémentaire, rectification secondaire éventuelle). En 2026, les séries (plus de 100 pièces) réduisent le coût par pièce de 30 à 40% dans les ateliers du Punjab grâce à l'extinction des feux.
- Standard (±0,005 in) : Prix de base.
- Appliquer la GD&T là où une simple ± ne suffit pas Passez au dimensionnement et au tolérancement géométriques pour un meilleur contrôle :
- Utilisation concentricité ou écoulement sur des arbres de plusieurs diamètres au lieu d'un seul diamètre ±.
- Position réelle sur les trous filetés ou les rainures de clavette assure l'alignement.
- Profil ou cylindricité sur les alésages de précision. Exemple: Un arbre de pompe tourné - utilisez le battement total (⊥) sur la surface du roulement par rapport à un axe de référence au lieu de plusieurs appels ±. Cela permet souvent d'obtenir des tolérances individuelles plus faibles tout en garantissant la fonction.
- Utilisation concentricité ou écoulement sur des arbres de plusieurs diamètres au lieu d'un seul diamètre ±.
- Prototyper, mesurer et vérifier Machine 3-5 prototypes d'abord. Utilisez des micromètres, des MMT ou des comparateurs optiques.
Vérifier les résultats réels par rapport aux résultats spécifiés - ajuster si l'atelier obtient régulièrement de meilleurs résultats ou des résultats moins bons. 2026 réalité: De nombreux ateliers de Lahore proposent désormais une inspection gratuite du premier article avec des rapports de MMT. - Itérer sur la base de données de test réelles Effectuer des essais fonctionnels (assemblage, rotation, charge). En cas de défaillance, resserrer les caractéristiques critiques. Si tout fonctionne avec une marge → relâcher les caractéristiques non critiques pour réduire les coûts. Répéter l'opération jusqu'à ce que le produit soit optimisé.
Cadre de décision rapide (utilisez cette liste de contrôle à chaque fois)
- Budget faible / volume élevé ? → Norme ISO 2768-m (±0,1 mm typique).
- Enjeux importants (aérospatiale, médical) ? → Précision (±0,025 mm) + GD&T + vérification CMM.
- Phase de prototypage ? → Commencer en douceur, ne resserrer que les caractéristiques critiques éprouvées.
- Production par lots ? → Demander à l'atelier les données de l“”étude de capacité".
Avantages des tolérances serrées
- Plus grande fiabilité, meilleures performances, moins de problèmes d'assemblage. Cons
- Coût de +50-200%, délais d'exécution 2 à 3 fois plus longs, risque de rebut plus élevé si l'atelier repousse les limites.
Avantages des tolérances serrées
- Moins cher, plus rapide, plus facile à fabriquer. Cons
- Risque de mauvais ajustement, de vibrations, de fuites, d'usure précoce ou de défaillance.
Ventilation des coûts : Impact des tolérances sur la tarification
Les tolérances sont l'un des principaux facteurs de coûts cachés dans le domaine de la santé. Tournage CNC. La relation est non linéaire - les coûts augmentent de manière exponentielle au fur et à mesure que l'on se resserre.
Fourchettes de prix typiques pour 2026 (magasins de Lahore/Punjab, estimation d'une seule pièce)
- Standard (±0,005 in / ±0,127 mm): $20-50 par pièce (base pour la plupart des travaux).
- Précision (±0,001 in / ±0,025 mm): $30-80 (+20-60%).
- Ultra (±0,0005 in / ±0,0127 mm): $50-150 (+50-200%), nécessite souvent une inspection CMM (+$10-30/pièce).
Facteurs clés de l'augmentation
- Paramètres d'usinage plus lents: Avances/vitesses divisées par deux → temps de cycle doublé.
- Outillage de première qualité: Plaquettes en carbure revêtu ou CBN (+$5-15/partie amortie).
- Assurance qualité supplémentaire: Contrôle en cours de fabrication, inspection 100% ou rapports CMM (+$10-50/lot).
- Augmentation des rebuts/travaux: Pousser machine les limites augmentent les défauts.
- Opérations secondaires: Si une étanchéité extrême est nécessaire → ajouter une rectification sans centre ou un honage (+30-80%).
Exemple réel (lot de 100 pièces d'arbres en acier)
- Tolérances standard : $2 000 au total ($20/pièce).
- Tolérances de précision sur le diamètre uniquement : $3 000 au total ($30/pièce, +50%).
- Très serré sur toutes les caractéristiques : ~$6 000-8 000 au total (2-4× le coût).
2026 Lahore Insight
Les ateliers locaux équipés de tours modernes Doosan/Puma proposent des tarifs compétitifs pour les lots. Les séries d'éclairages réduisent le coût par pièce de 30 à 40% pour des tolérances standard. Demandez toujours une “matrice des tolérances par rapport au coût” - les bons ateliers en fournissent une.
Conseil de pro : L'analyse de l'empilement des tolérances permet d'éviter les sur-spécifications
L'empilement des tolérances calcule la façon dont les tolérances individuelles s'additionnent dans un assemblage (méthode du pire cas ou statistique/RSS).
- Exemple : Arbre (Ø25 ±0,01 mm) + alésage du roulement (Ø25 ±0,015 mm) → Jeu dans le pire des cas 0,00-0,05 mm.
- Si trop serré → risque de grippage ; trop lâche → jeu/vibration.
- Utilisez Excel, Minitab ou des outils gratuits comme 3DCS pour des empilages rapides. Cela vous permet souvent d'assouplir 70-80% des dimensions tout en conservant les ajustements critiques, ce qui vous permet d'économiser 20-50% sur les coûts de production. usinage.
La maîtrise de ce processus transforme les tolérances d'un gouffre financier en un avantage concurrentiel. Si vous partagez une pièce spécifique (par exemple, le diamètre d'un arbre, matériel, type d'ajustement), je peux vous présenter un exemple personnalisé !
Les erreurs courantes à éviter : 5 pièges majeurs
- Tolérances uniformes : varient en fonction de la caractéristique - sauvegarde pour les éléments non critiques.
- Ignorer la dilatation : Tenir compte des températures dans la conception.
- Dessins de mauvaise qualité : Absence de GD&T, ce qui entraîne des erreurs d'interprétation.
- Sauter des prototypes : Les hypothèses entraînent des retouches coûteuses.
- Ne pas tenir compte des limites de l'atelier : Demandez d'emblée quelles sont les capacités.
Éviter les erreurs de coupure 25-40%.
Tendances futures des tolérances de tournage CNC (2026+)

L'IA optimise les parcours d'outils pour des prises plus serrées. Hybride machines mélanger le tournage et le broyage. La nanotechnologie pousse à ±0,00001 mm.
Durabilité : Eco-matériaux exiger des tolérances adaptatives.
Croissance du marché : 8.1% CAGR
Principaux enseignements
- Les tolérances définissent les variations ; la norme est de ±0,005 pouce, la précision est plus étroite.
- Facteurs : Matériau, taille, machine dicteront les possibilités de réalisation.
- Secteurs d'activité : Automobile ±0,001 mm ; aérospatiale ±0,0002 mm.
- Sélectionner par étapes : Équilibre fonction/coût.
- Les coûts augmentent 20-100% avec l'étanchéité.
- Éviter les spécifications uniformes et les dessins médiocres.
- Tendances : L'IA au service de la précision submicronique.
Conclusion
Tolérances de tournage CNC sont essentiels à la réussite d'une pièce, en conciliant précision et praticité. Des normes aux facteurs et aux coûts, des choix intelligents améliorent les performances dans toutes les industries. Avec la croissance du marché en 2026, adoptez des tendances telles que l'IA pour les arêtes.
Examiner les conceptions, les tolérances de droite à gauche, transformer les projets.
Besoin de conseils sur votre Service de tournage CNC? Téléchargez vos dessins pour obtenir des devis gratuits adaptés à l'expertise de Lahore. Nous sommes là pour vous aider.
FAQ
1. Quels sont les facteurs qui influencent les tolérances de tournage CNC ?
Les tolérances du tournage CNC dépendent de l'usinabilité du matériau, de la qualité de l'outil de coupe, de la vitesse de la broche et de la précision de la machine. Les tolérances serrées nécessitent des paramètres précis et des outils de haute qualité.
2. Quelle tolérance serrée le tournage CNC permet-il d'atteindre ?
Le tournage CNC permet d'obtenir des tolérances aussi étroites que ±0,005 mm, bien que des facteurs tels que la qualité du matériau et de la machine puissent influer sur la précision finale.
3. Pourquoi les tolérances sont-elles cruciales dans le tournage CNC ?
Les tolérances garantissent que les pièces s'intègrent correctement dans les assemblages, fonctionnent de manière fiable et respectent les normes de performance, en particulier dans des secteurs tels que l'aérospatiale et l'automobile, où la précision est essentielle.
4. Comment le tournage CNC se compare-t-il aux autres procédés en matière de contrôle des tolérances ?
Le tournage CNC est idéal pour les pièces cylindriques, car il offre un excellent contrôle des dimensions avec un temps de préparation minimal par rapport aux autres procédés d'usinage, mais il peut nécessiter une finition supplémentaire pour des tolérances très strictes.
5. Quels sont les principaux défis à relever pour obtenir des tolérances serrées dans le tournage CNC ?
Les défis à relever sont l'usure des outils, les incohérences des matériaux, les effets thermiques et l'étalonnage de la machine. Un entretien régulier et une sélection minutieuse des paramètres permettent de minimiser ces problèmes.





