 Skip to content
Skip to content 
Multi-axis CNC turning represents the pinnacle of modern machining capability, where precision meets complexity in high-stakes production environments. As a senior manufacturing engineer with over 25 years on shop floors, I’ve seen firsthand how these machines transform raw stock into critical components that fly in jets or beat in medical devices. But it’s not just about the glamour; it’s about the gritty decisions that keep production running under tight tolerances and tighter deadlines. This guide dives deep into the technology, from fundamental mechanics to the troubleshooting that saves runs from disaster. We’ll cover why engineers choose certain configurations, what trade-offs they face, and how procurement managers can make informed outsourcing decisions. By the end, you’ll have the knowledge to evaluate processes, anticipate pitfalls, and optimize for cost and quality without needing another resource.
The global multi-axis CNC machine market stands at USD 7.04 billion in 2026, with projections to reach USD 10.95 billion by 2032 at a 7.54% CAGR. This growth stems from demands in aerospace, automotive, and medical sectors for parts that traditional turning simply can’t handle efficiently.
Fundamentals of CNC Turning and Evolution to Multi-Axis Systems
CNC turning starts with a workpiece rotating on a spindle while a cutting tool removes material to create cylindrical features. In basic setups, the tool moves linearly along X and Z axes, shaping diameters, faces, and grooves. But real production often demands more: off-center holes, angled slots, or compound curves that require simultaneous multi-directional control.
The evolution from 2-axis lathes to multi-axis turn-mill centers addressed limitations in part complexity. Early CNC lathes in the 1970s handled simple shafts, but by the 1990s, adding live tooling and Y-axis motion allowed milling operations during turning. Today, 5-axis and beyond configurations integrate full milling capability, reducing setups from five or six to one or two. This shift wasn’t just technological; it was driven by economic pressure. In a 1998 aerospace project I led, we scrapped 15% of turbine shafts due to realignment errors in multiple setups. Switching to a 4-axis machine cut that to under 2%, saving $120,000 in materials alone.
Axis Definitions and Their Practical Roles
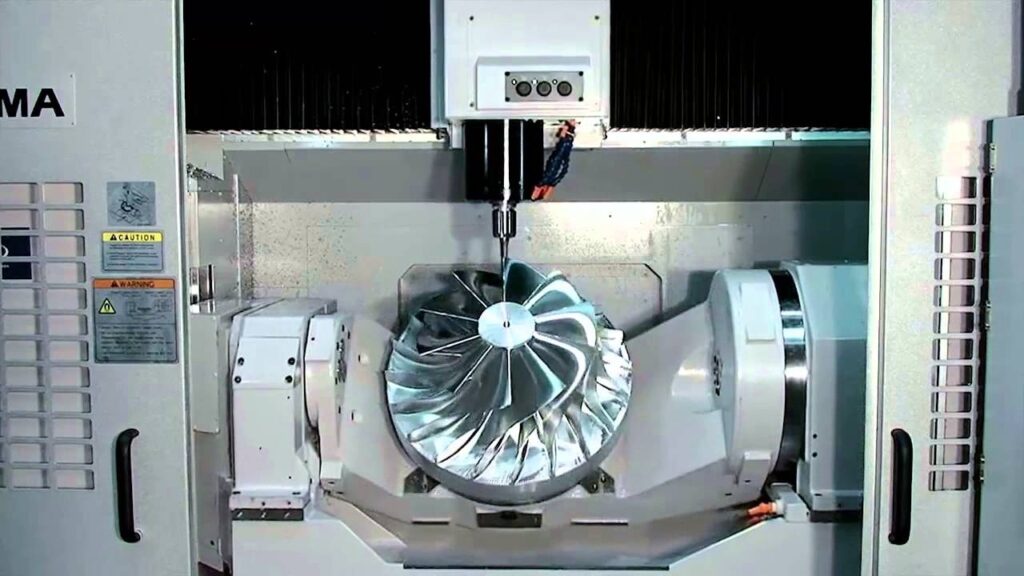
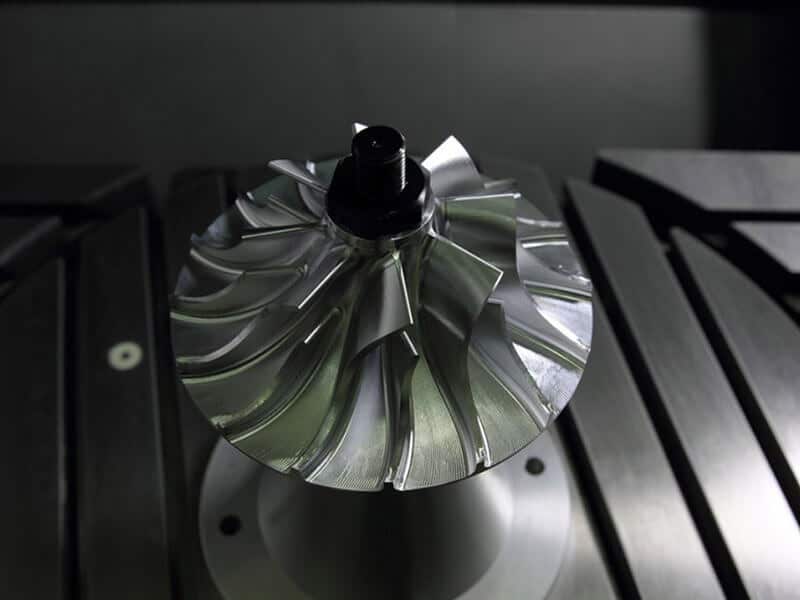
Axes in CNC turning include linear (X, Y, Z) and rotary (C, A, B). X controls radial movement, Z axial, Y perpendicular for off-center work. C rotates the spindle, while A or B tilts the tool or workpiece. In practice, a 3-axis setup (X, Z, C) handles basic contouring with rotation, but adding Y enables eccentric drilling. Full 5-axis (X, Y, Z, C, B) allows contouring complex surfaces like impeller blades without repositioning.
Engineers choose axes based on part geometry. For a simple valve stem, 2-axis suffices. But for a fuel injector with angled ports, skipping Y-axis means manual repositioning, introducing 0.002-inch alignment errors that compound over batches. I’ve measured these deviations on CMMs; they often trace back to fixture wear or operator fatigue.
Core Machine Components and Their Interactions
A multi-axis CNC lathe comprises the spindle, chuck or collet for workholding, turret or gang tooling for multiple cutters, and servo-driven axes. The control system, often Fanuc or Siemens, interprets G-code. Tailstocks support long parts, while subspindles enable backworking in one cycle.
Interactions matter: spindle rigidity affects vibration at 5000 RPM, directly impacting surface finish. In one run of titanium aerospace fittings, inadequate spindle preload caused 0.005-inch runout, leading to chatter. We diagnosed it with a dial indicator and adjusted bearings, but not before wasting three blanks. Components like ballscrews must maintain backlash under 0.0005 inches; higher leads to positional errors visible in inspection reports.
Detailed Mechanics of Multi-Axis CNC Turning Operations
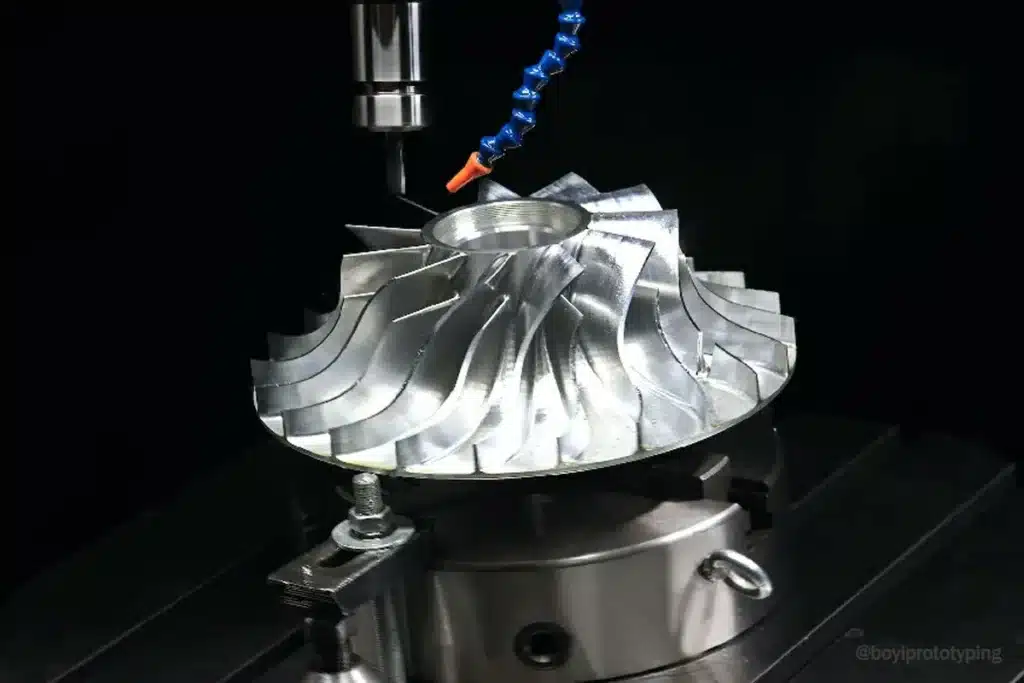
Multi-axis turning operates by synchronizing spindle rotation with tool movements across multiple planes. The process begins with CAD modeling in software like SolidWorks, then CAM generation in Mastercam or GibbsCAM to create toolpaths. Code downloads to the machine, where probes verify setup.
In execution, the C-axis locks for milling, Y shifts for offset features, and B tilts for angled cuts. Cutting forces must balance; excessive feed in titanium can deflect thin walls by 0.001 inches, failing specs. Coolant delivery is critical—high-pressure through-tool systems reduce heat buildup, extending tool life by 30%.
Common Operations and Their Execution
Turning: Basic diameter reduction at 200-500 SFM, depending on material. Multi-axis adds live tooling for cross-drilling.
Milling: With Y and C, slotting or pocketing occurs without unloading. For a gearbox shaft, this combines OD turning with keyway milling in one chucking.
Threading: Multi-axis enables helical interpolation for non-standard threads, like API connections in oilfield parts.
Contouring: B-axis tilting machines freeform surfaces. In medical implants, this creates bone-screw tapers with Ra 16 finishes.
A real scenario: Machining a 316 stainless prosthetic joint. Traditional turning left burrs on cross-holes; multi-axis deburred in-cycle, cutting secondary ops by 40%.
Tooling Strategies for Optimal Performance
Tools include carbide inserts for roughing, CBN for hard turning, and PCD for non-ferrous. Holders must minimize overhang—over 4:1 ratios amplify vibration. In high-volume auto parts, we used modular quick-change systems to swap tools in 30 seconds, boosting uptime.
Selection logic: For Inconel, low SFM (80-100) with positive rake inserts prevents work hardening. Wrong choice? Tool edge buildup scraps the part. I’ve seen operators ignore chip color—blue chips signal overheating, leading to catastrophic failure.
Programming Complex Multi-Axis Paths
CAM software simulates paths to avoid collisions. Postprocessors tailor code to machine kinematics. Errors here crash tools; in one incident, a ignored B-axis limit bent a $2,000 holder.
Decision logic: Use constant surface speed for consistent finish, but adjust for diameter changes. For deep pockets, trochoidal paths reduce load spikes. Human experience counts—programmers with shop time spot unfeasible paths that software misses.
Material Selection and Its Impact on Multi-Axis Turning
Materials dictate parameters. Aluminum (6061) machines at 1000 SFM with minimal force, ideal for lightweight aerospace frames. Titanium (Ti-6Al-4V) requires 150 SFM, rigid setups to combat springiness.
Trade-offs: Exotic alloys like Hastelloy resist corrosion but wear tools 5x faster, raising costs. In medical, biocompatibility trumps machinability—cobalt-chrome demands ceramic tools.
Real impact: Turning 17-4 PH stainless. Heat treat to H900 for strength, but machine in annealed state to avoid hardness over 40 Rc, which dulls inserts rapidly. Wrong sequence? Cracked parts during hardening.
Engineers test chips: Long strings indicate poor breakage; adjust chipbreakers accordingly.
Achieving Precision: Tolerances, Fixturing, and Measurement
Tolerances in multi-axis turning reach ±0.0002 inches for aerospace. Fixturing uses hydraulic chucks for repeatability under 0.0005 inches TIR.
Measurement: In-process probes like Renishaw touch off tools, compensating wear. Post-process CMMs verify GD&T—position tolerances ensure assembly fit.
When wrong: Loose fixtures cause eccentricity. In a run of engine pistons, 0.001-inch ovality from jaw wear led to oil leaks in testing. Solution: Regular tramming with indicators.
Real-World Applications in Key Industries
Multi-axis turning excels where complexity meets volume.
Aerospace: Detailed Case Studies and Production Insights
In aerospace, turbine blades demand airfoil contours with cooling holes. Boeing uses 5-axis for engine components, reducing cycle time 50%. A real example: Machining Inconel 718 blades. Rough at 80 SFM, finish at 120 with mist coolant. Chatter from resonance scrapped early lots; we damped with tuned holders.
Structural parts like bulkheads use aluminum for weight savings. NASA employs 5-axis for heat-resistant blades. In production, thermal expansion must account—0.000012 in/in/°F for aluminum means climate-controlled shops.
Human element: Operators monitor vibration; unusual hums signal issues before scrap.
CNC Machining for the Aerospace Industry: Benefits, Applications & Materials
Automotive and Medical Applications
Automotive: Camshafts with lobes and journals. Multi-axis drills oil passages at angles, cutting ops from 8 to 3.
Medical: Hip stems in titanium. B-axis contours ball joints with Ra 8 finish for osseointegration. A case: Switching to 5-axis reduced defects 40% in 2025 study.
Trade-Offs in Multi-Axis CNC Turning
Multi-axis offers efficiency but at cost.
Versus Traditional 3-Axis or Manual Methods
3-axis requires multiple setups, risking 0.001-inch errors per rechuck. Multi-axis does it in one, but machines cost $200,000+ vs $50,000 for 3-axis. Trade-off: For simple parts, 3-axis is cheaper hourly ($50-100) vs multi-axis ($100-150).
Decision: If geometry allows, 3-axis wins on cost; complex needs multi-axis for accuracy.
Cost-Benefit Analysis in Production
Benefits: 70% setup reduction, 30% cycle time savings. Cons: Skilled programmers add 20% labor cost. For 1000-unit runs, payback in weeks; prototypes may not justify.
Common Challenges and Troubleshooting in Production Environments
Problems arise from vibration, programming, maintenance.
Vibration and Chatter Management
Chatter leaves wavy marks, from tool deflection or resonance. Troubleshoot: Reduce overhang, increase rigidity with collets. In titanium, drop feed 20% if harmonics appear.

Programming Pitfalls and Fixes
G-code errors cause gouges. Simulate in CAM; verify with dry runs. Common: Ignoring tool compensation leads to undersize features.
Machine Maintenance and Downtime Issues
Worn ballscrews cause backlash. Monthly checks with laser interferometers prevent. In one shop, ignored lube led to $15,000 repair.
Cost Factors and Economic Considerations
Costs include machine time ($100-200/hour), materials (titanium $50/lb), tooling ($0.50-5/part). Complexity adds 50% premium. Volume discounts: 1000 units drop per-piece 40%.
Decision Making for Outsourcing Multi-Axis Turning Services
Deciding whether to keep multi-axis CNC turning in-house or outsource it boils down to a cold calculation of capital commitment, operational risk, capacity utilization, and strategic priorities. Multi-axis machines—especially 5-axis turn-mills with live tooling, Y/B axes, and subspindles—represent heavy CapEx: $200,000–$800,000+ per unit in 2026, plus $10,000–$30,000 annual maintenance, skilled labor premiums, and programming overhead. In-house ownership gives full control over scheduling, IP protection, and rapid iterations, but it ties up cash and demands consistent volume to justify the investment. Outsourcing shifts that burden to a variable cost (pay-per-part or hourly), providing access to advanced equipment without the depreciation hit or idle-time drag.
From shop-floor experience, in-house makes sense when annual machine hours exceed a clear break-even threshold. For basic 3-axis work, that threshold often sits around 1,500–2,000 productive hours per year; for multi-axis (higher hourly outsourcing rates of $100–$250), it drops to 800–1,200 hours due to the premium differential. Below those levels, machines sit idle too much—utilization dips under 60–70%, turning fixed costs into pure overhead. High utilization (75–85% target in precision shops) amortizes the investment fast; low utilization favors outsourcing to avoid paying for unused capacity.
Key triggers for outsourcing include:
- Low or variable volumes: Prototypes, runs under 50–200 pieces, or sporadic jobs where setup amortization kills economics.
- Peak loads or seasonal spikes: Bridge capacity without hiring or adding shifts.
- Lack of specialized expertise: No in-house programmers fluent in kinematic-aware multi-axis paths, collision avoidance, or exotic-material parameters.
- Need for exotic capabilities: Full 5-axis simultaneous contouring, high-pressure through-tool coolant, or subspindle backworking that your current fleet lacks.
- Capital constraints: Preserve cash for R&D, sales, or other priorities rather than tying it up in depreciating assets.
Real-world break-even examples show the math. A mid-range 5-axis turn-mill at $400,000 depreciated over 7–10 years, plus $60,000–$80,000 annual labor/overhead, needs roughly 1,000–1,200 billable hours/year to match outsourcing at $150/hour. For a part quoted $180 outsourced but costing $140 in-house at high utilization, savings compound quickly above 100–200 units. Below that, outsourcing wins—especially if first-article debug or programming revisions inflate internal costs. In one aerospace fittings run, outsourcing handled 80-piece batches reliably while in-house struggled with programmer bandwidth, leading to delayed deliveries.
Utilization is the single biggest lever. Shops tracking OEE (Overall Equipment Effectiveness) often find true productive time far below scheduled hours due to setups, maintenance, and changeovers. If your multi-axis utilization consistently runs under 60%, outsourcing frees capital and reduces risk. Above 75–80%, in-house starts delivering lower per-piece costs and better control. Monitor it monthly: productive hours divided by available hours. Anything below 70% signals overcapacity for that asset.
When to Outsource and Key Metrics to Evaluate
Outsource when internal metrics show strain or inefficiency. Primary indicators:
- Machine utilization below 60–70%: Idle multi-axis capacity wastes money faster than simpler machines.
- Lead time consistently exceeding 4–6 weeks internally: Due to backlog, setup bottlenecks, or programming delays.
- Defect or scrap rates above 1–2% on complex parts: Often from datum shifts, toolpath errors, or inadequate probing—outsourcing specialists with mature processes can hold <0.5–1%.
- First-article approval cycles dragging: Multiple revisions from in-house trial-and-error.
- Talent gaps: No dedicated multi-axis programmers or operators qualified on Fanuc/Siemens controls with advanced features.
- Material or certification demands: Exotic alloys, ITAR compliance, or AS9100 traceability stretching internal resources.
Track these KPIs rigorously:
- On-time delivery (OTD): Target >95%; dips signal capacity issues.
- First-pass yield: Aim for >98% on repeat work.
- Cost per part: Compare internal (including burdened labor, tooling, depreciation) vs. outsourced quotes.
- Cycle time variance: Multi-axis should compress cycles 25–50%; if not, process gaps exist.
- Rework/scrap percentage: Anything over 1–2% erodes margins fast.
In regulated sectors (aerospace, medical), outsourcing to certified partners reduces compliance burden while maintaining traceability.
Selecting a Reputable Multi-Axis CNC Turning Service Provider
Choosing the right partner separates smooth runs from endless revisions and quality escapes. Start with certifications: AS9100D for aerospace (rigorous process controls, root-cause analysis, FAI requirements), ISO 9001:2015 baseline, ISO 13485 for , or IATF 16949 for automotive. These indicate documented quality systems, not just lip service.
Evaluate technical capability:
- Axis configurations: True 5-axis simultaneous (not just 3+2 indexed), Y-axis travel, subspindle for one-hit ops, high-pressure coolant.
- Machine fleet age and brands: Recent DMG Mori, Okuma, Mazak, or Doosan models with live tooling and probing.
- Material experience: Proven runs in titanium, Inconel, 17-4 PH, or thin-wall stainless without distortion.
- Probing and inspection: In-cycle Renishaw or Blum probes, CMM reports, SPC tracking.
Request detailed RFQs with full 3D models, GD&T callouts, volume projections, and material certs. Compare on:
- Tolerance holding consistency: Ask for sample inspection reports or capability studies (CpK >1.33 on critical features).
- Lead time realism: 2–4 weeks typical for prototypes; faster with lights-out.
- Quoting transparency: Good providers simulate your part in CAM, flag risks (collisions, thin walls), and suggest optimizations (fillet adjustments, datum strategy tweaks) to cut revisions.
- Communication and responsiveness: Quick turnarounds on questions, clear PO terms.
Red flags: Vague quotes without simulation, inconsistent certs, history of delivery slips, or reluctance to share process docs. Visit the facility if possible—see machines running similar parts, check housekeeping, and talk to operators.
A strong provider treats your part like their own: they run dry simulations, propose toolpath efficiencies, and deliver traceable certs without prompting. This reduces surprises and builds long-term reliability.
Future Trends in Multi-Axis CNC Turning
By 2026, multi-axis turning integrates deeply with Industry 4.0 elements. AI-driven CAM (e.g., GibbsCAM 2026 with CloudNC CAM Assist) automates toolpath generation for 3-axis and 3+2 ops, slashing programming time 20–40% while improving surface quality and reducing iterations. Advanced 3D engines in GibbsCAM deliver faster calculations, smarter multi-axis tilting, and variable-B turning workflows for complex turn-mill parts.
Hybrid additive-subtractive machines gain production traction: Directed Energy Deposition or powder-bed builds near-net shapes with internal lattices, followed by precision CNC finishing for tight tolerances and surface requirements. This slashes material waste (especially in titanium or Inconel) and enables geometries impossible with subtractive alone—conformal cooling channels, lightweight structures with embedded features. Aerospace, energy, and MRO sectors lead adoption.
IoT and predictive maintenance become standard: Sensors monitor vibration, temperature, spindle load, predicting failures and cutting unplanned downtime 50–80%. Digital twins simulate entire cycles, validating paths virtually before metal hits. Autonomous systems adjust feeds/speeds in real-time, extending tool life and consistency.
Sustainability pushes energy-efficient ops, with AI optimizing cuts to minimize power draw. Multi-axis remains core, but now augmented by these layers for smarter, more resilient production.
If your next project involves complex geometries, variable volumes, or tight compliance needs, outsourcing to a capable multi-axis CNC turning service often delivers the fastest, lowest-risk path. Provide detailed drawings, tolerances, and forecasts in an RFQ—reputable shops will simulate feasibility, highlight optimizations, and quote accurately to minimize revisions and surprises.
Conclusion
Multi-axis CNC turning isn’t a tool—it’s a strategic asset that demands understanding from mechanics to economics. From axis synchronization to material-specific strategies, the technology enables parts that push engineering limits. But success hinges on anticipating challenges like chatter or cost overruns, informed by real production data. For OEMs and buyers, partnering with capable multi-axis CNC turning services ensures scalability without the overhead. As trends like AI integration accelerate, staying ahead means applying this knowledge now. If your project involves complex geometries, submit an RFQ to a qualified provider today for tailored insights.
FAQs
What are the primary advantages of multi-axis CNC turning over 3-axis methods?
Multi-axis turning allows complete machining in one setup, eliminating realignment errors that plague 3-axis operations. This reduces cycle times by up to 50% and improves tolerances to ±0.0002 inches. For complex geometries like angled features, it minimizes tool changes and human intervention. In production, this translates to lower scrap rates and consistent quality across batches. Engineers value the versatility for hybrid turn-mill ops, making it essential for aerospace and medical parts.
How do material properties influence multi-axis turning parameters?
Hard materials like titanium require lower speeds (150 SFM) and positive rake tools to prevent work hardening and edge buildup. Softer aluminums allow higher feeds but demand rigid fixturing to avoid deflection. Thermal conductivity affects coolant choice—flood for steels, mist for alloys. Wrong parameters lead to poor finishes or tool failure; always test with sample stock. In practice, adjust based on chip formation: stringy chips signal excessive heat.
What common troubleshooting steps address chatter in multi-axis operations?
First, check tool overhang—keep under 4:1 diameter ratio. Increase spindle speed or reduce feed to shift harmonics. Use damped holders or change insert geometry for better stability. Verify fixture rigidity; loose chucks amplify vibrations. If persistent, analyze with accelerometers to identify resonance frequencies and retune. In shop experience, 80% of chatter traces to worn components like bearings.
When should an engineer consider outsourcing multi-axis CNC turning?
Outsource when in-house capacity is below 60% utilization or lacks specific axis configurations. For prototypes or low volumes (under 500), it avoids capital tie-up in machines costing $200,000+. Providers offer expertise in exotic materials, reducing risk. Evaluate based on lead times, certifications like ISO 13485 for medical, and ability to handle tight tolerances. RFQ process reveals true capabilities through sample parts.
What trade-offs exist between cost and precision in multi-axis turning?
Higher precision demands slower feeds and premium tools, increasing hourly costs from $100 to $150. Multi-axis reduces setups but requires skilled programming, adding 15-20% to labor. For high volumes, efficiency offsets; low runs favor simpler methods. Balance by optimizing designs—avoid unnecessary undercuts. In decisions, calculate total cost: material waste from errors often exceeds machine premiums.




