
Passei mais de 25 anos em oficinas, lidando com tornos CNC que zumbem durante toda a noite e peças que saem da máquina quer perfeitos, quer como sucata. Plástico Torneamento CNC não é como trabalhar com aço ou alumínio - é um animal diferente. O material resiste de formas inesperadas, desde derreter sob uma ferramenta cega a deformar-se durante a noite numa oficina húmida. Os engenheiros e os gestores de aprovisionamento subestimam frequentemente estes problemas, o que leva a atrasos nas entregas, a lotes rejeitados e a custos crescentes. Este guia aprofunda os fundamentos, as realidades concretas da produção, as decisões que tomamos sob pressão e a forma de lidar com tudo isto. Com a globalização Maquinação CNC atingindo $101,22 mil milhões em 2025 e projetado para atingir $108,58 mil milhões em 2026, impulsionado pela procura de componentes plásticos leves nos sectores aeroespacial, médico e automóvel, compreender estes desafios não é opcional - é essencial para se manter competitivo. Se estiver a especificar peças ou a adquirir um Serviço de torneamento CNC, A sua experiência com o mercado de trabalho é muito importante, pois permite-lhe evitar as armadilhas comuns e fazer escolhas informadas.
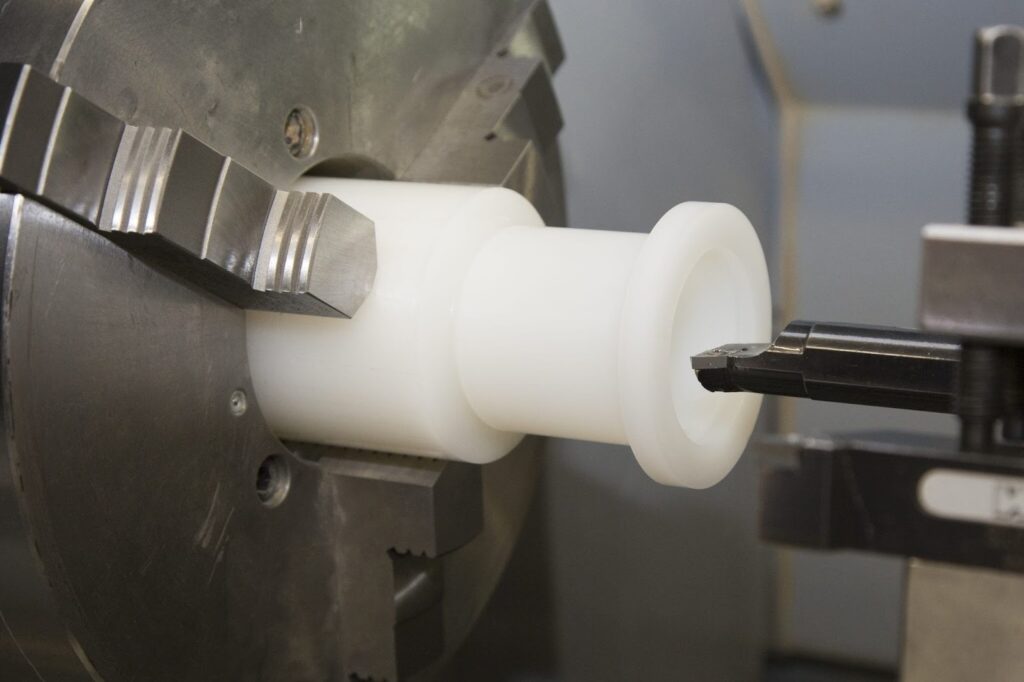
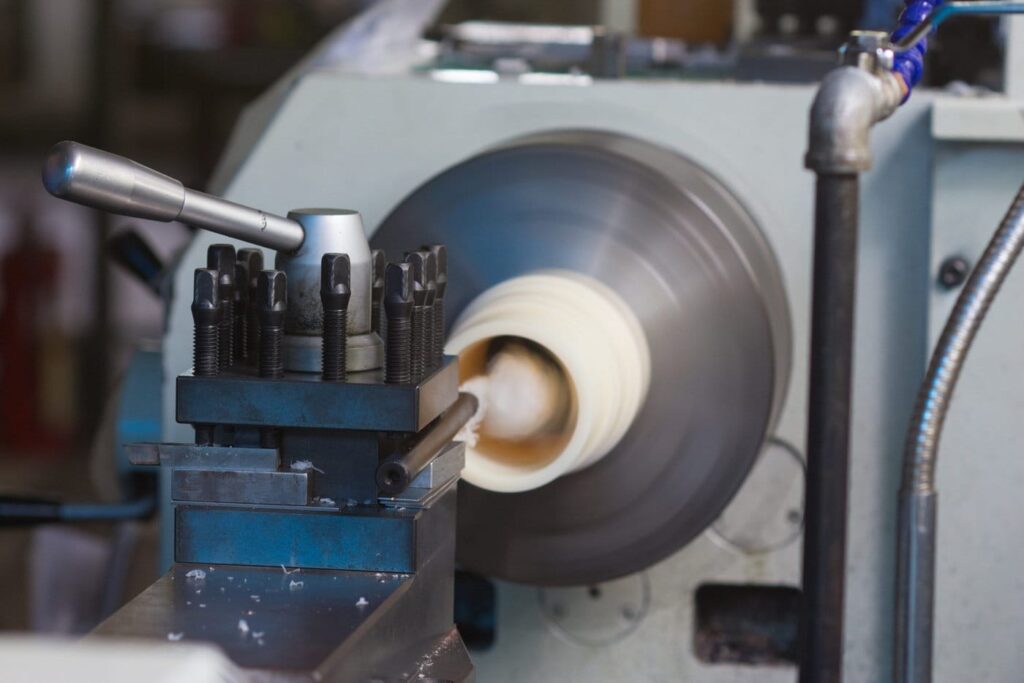
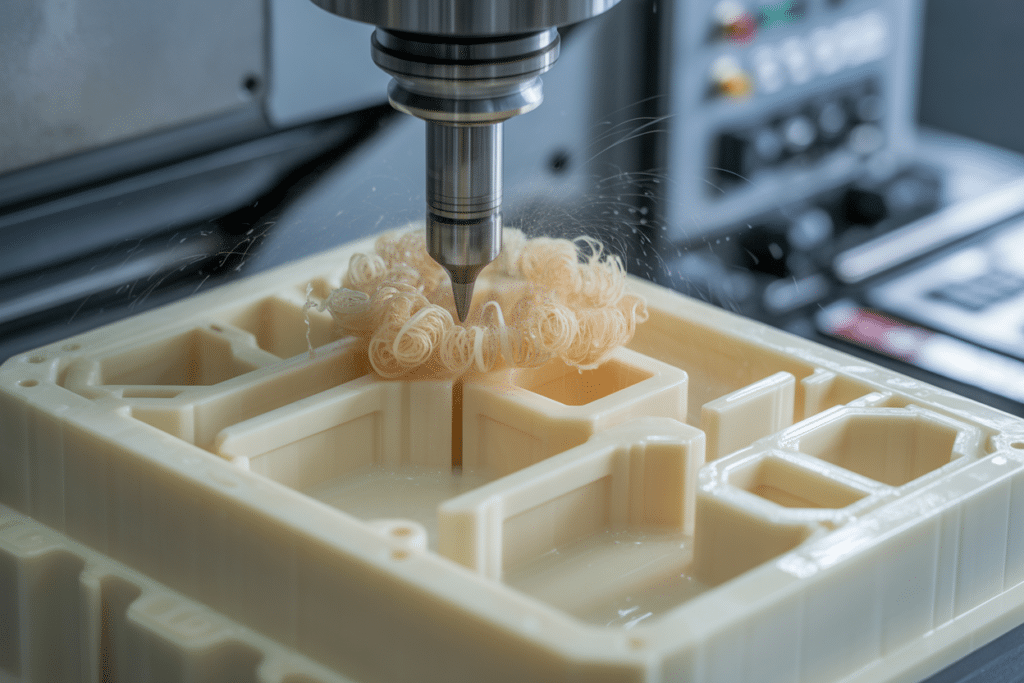
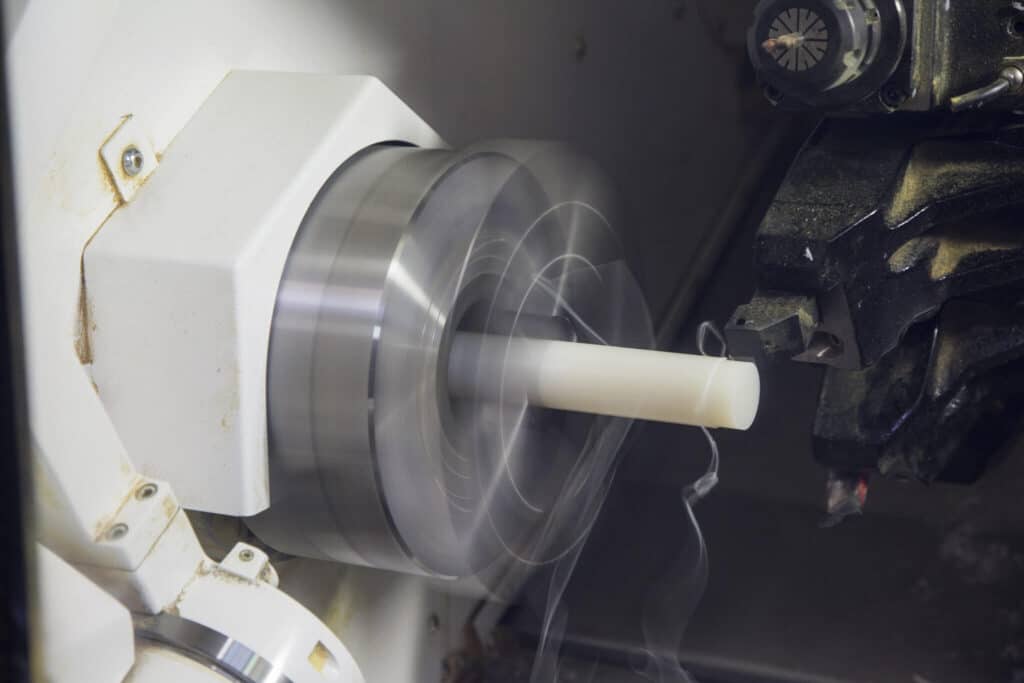
Torneamento CNC envolve a fixação de uma peça de trabalho num mandril, a sua rotação a alta velocidade e a utilização de ferramentas estacionárias para remover material simetricamente em torno do eixo. Para os plásticos, a configuração é semelhante à dos metais, mas a execução exige ajustes. O torno utiliza uma torre para várias ferramentas - barras de furar, ferramentas de ranhurar, pastilhas de roscar - e o controlador CNC segue trajectórias de código G derivadas de modelos CAD.
Os plásticos diferem fundamentalmente dos metais em termos de condutividade térmica, módulo de elasticidade e ductilidade. Os metais dissipam o calor através da limalha e da peça de trabalho, mas os plásticos retêm-no, levando a um amolecimento localizado. Uma configuração típica pode utilizar um mandril de 3 maxilas para material redondo, mas para plásticos como o Nylon, que absorve a humidade e se expande, mudamos frequentemente para maxilas ou pinças macias para evitar o esmagamento. O processo começa com o faceamento da extremidade, depois o torneamento em bruto para remover o material a granel, seguido de passagens de acabamento para tolerância e qualidade da superfície.
Porque é que escolhemos o torneamento em vez de outros métodos? Para caraterísticas cilíndricas como veios, casquilhos ou vedantes, o torneamento é eficiente - menos desperdício de material do que fresagem, e tempos de ciclo mais rápidos para peças com simetria de rotação. Na produção, já vi séries de 500 casquilhos de Delrin em que o torneamento reduziu os custos em 20% em comparação com fresagem. Mas se os fundamentos estiverem errados, estará a perseguir tolerâncias que se desviam à medida que a peça arrefece.
O que é o torneamento CNC para plásticos?
Torneamento CNC faz girar a peça de plástico enquanto uma ferramenta de corte lhe dá forma. Obtém-se facilmente cilindros, veios e roscas.
Diferente fresagem, O torneamento funciona melhor para peças redondas. Os plásticos como o Delrin ou o Nylon tornam-se bons, mas necessitam de cuidados especiais.
Muitas empresas utilizam-no para protótipos e pequenas séries. A ausência de custos de molde torna-o ótimo para testar ideias.
Propriedades e seleção de materiais para um torneamento CNC optimizado
Selecionar o plástico certo é metade da batalha. Vamos analisar os principais materiais, as suas propriedades, porque os escolhemos e as implicações de transformação.
Acetal (Delrin)
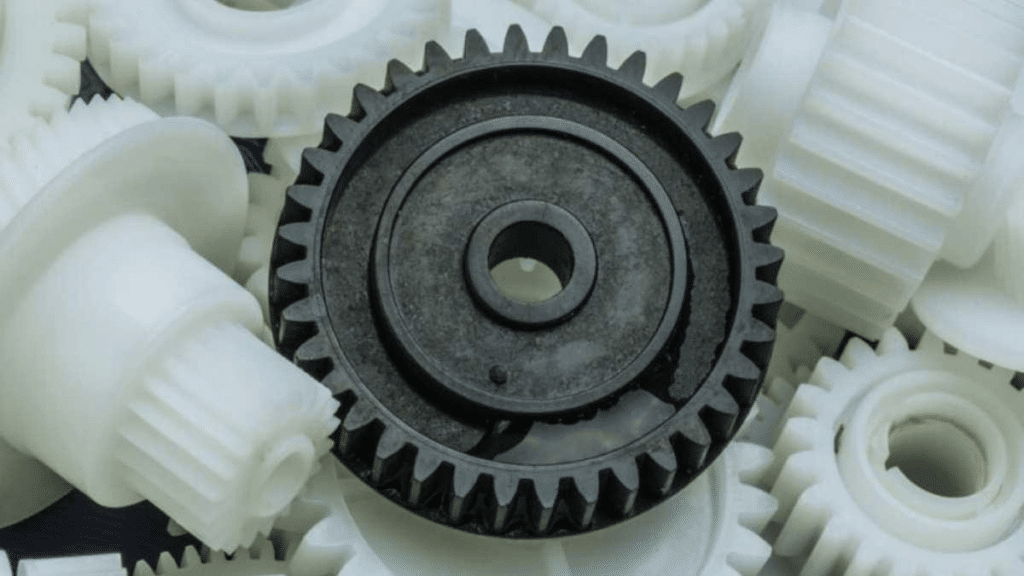
O Delrin, um homopolímero de POM, tem uma densidade de 1,41 g/cm³, uma resistência à tração de 60-70 MPa e uma baixa absorção de humidade (0,2%). É rígido (módulo de 2,8 GPa) com excelente estabilidade dimensional. Escolhemo-lo para casquilhos e engrenagens porque máquinas limpa, partindo-se em lascas curtas, sem encadeamento.
No torneamento, o Delrin mantém facilmente tolerâncias de ±0,025 mm, mas se for sobreaquecido a mais de 150°C decompõe-se, libertando formaldeído - já saí de lojas devido ao cheiro acre. Compensação: É mais caro do que o Nylon, mas dura mais tempo em aplicações de desgaste. Exemplo: Torneamento de rolos de Delrin para sistemas de transporte; ferramentas de carboneto afiadas a 300 SFM evitam a fusão.
Nylon (poliamida)
O nylon 6/6 oferece uma resistência à tração de 80-100 MPa, mas absorve até 8% de humidade, provocando um aumento dimensional de 2-3%. O módulo é de 2,5-3,5 GPa, com boa resistência ao impacto. Escolhido para rolamentos e rodas onde a flexibilidade absorve o choque.
Tornear o nylon é complicado - os fios emaranham-se e a humidade torna os tamanhos imprevisíveis. Seque-o antes do torneamento a 80°C durante 4 horas. O que é que corre mal? Peças maquinado inchamento a seco durante a utilização, com falhas nas montagens. Solução: Rodar em ambientes condicionados, utilizar tolerâncias de ±0,05 mm. Experiência real: Uma série de espaçadores de nylon para maquinaria expandiu-se 0,1 mm de um dia para o outro, o que levou à destruição de 200 unidades.
PEEK (Polieteretercetona)
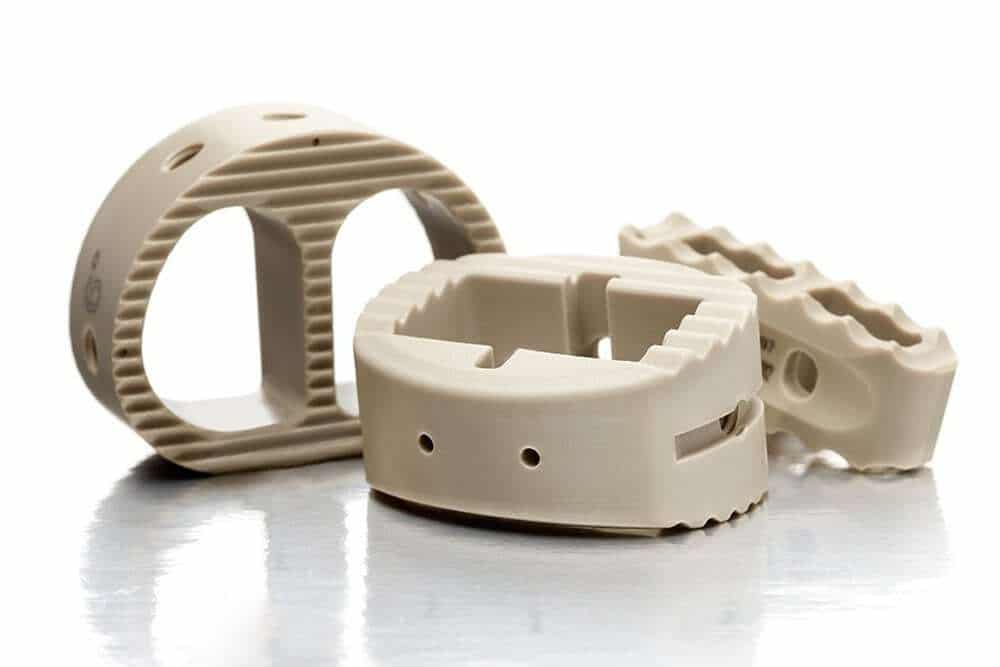
O PEEK possui uma resistência à tração de 90-100 MPa, um módulo de 3,7 GPa e resistência ao calor até 260°C. Baixa humidade (0,1%), inércia química. Selecionado para implantes médicos e vedantes aeroespaciais - biocompatível e leve.
O torneamento do PEEK requer ferramentas com revestimento de diamante para as variantes com enchimento de vidro, uma vez que a abrasão desgasta rapidamente o carboneto. A acumulação de calor provoca fissuras de tensão. Compromisso: Custo ($45/kg) versus desempenho; avanços mais lentos (0,1 mm/rot) prolongam a vida da ferramenta mas aumentam o tempo de ciclo 30%. Cenário: Torneamento de válvulas PEEK para plataformas petrolíferas; o arrefecimento inadequado levou a microfissuras, detectadas na inspeção, evitando falhas no terreno.
PTFE (Teflon)
O PTFE tem baixo atrito (coeficiente 0,05-0,1), densidade 2,2 g/cm³, mas baixa resistência (30 MPa). Resistente ao calor até 260°C, quimicamente inerte. Utilizado para vedações em que a antiaderência é fundamental.
A suavidade torna o torneamento um desafio - deforma-se sob aperto, mantém tolerâncias fracas (±0,1 mm típico). Utilizar cortes ligeiros e ferramentas afiadas. O que acontece de errado? A compressão instala-se, as peças sofrem um ressalto.maquinagem. Solução: Congelar as peças para obter estabilidade. Exemplo: Juntas de PTFE torneadas para processamento de alimentos; a força excessiva esmagou-as, exigindo uma nova conceção.
Policarbonato
O PC tem uma resistência de 60-70 MPa, um impacto elevado (Izod 600-850 J/m), mas risca-se facilmente. Tg 145°C, transparente.
O torneamento permite obter bons acabamentos com ferramentas polidas, mas a vibração provoca uma certa opacidade. Escolhido para lentes, coberturas. Compensação: degradação dos raios UV no exterior, pelo que é necessário adicionar estabilizadores. Problema real: Torneamento de tubos finos de PC; o calor deformou-os 0,2 mm, corrigido por arrefecimento a ar.
| Material | Resistência à tração (MPa) | Absorção de humidade (%) | Deflexão térmica (°C) | Maquinabilidade | Problemas comuns de viragem |
| Delrin | 60-70 | 0.2 | 90-100 | Excelente | Fusão por sobreaquecimento |
| Nylon | 80-100 | 1-8 | 100-150 | Bom | Lascas inchadas e fibrosas |
| PEEK | 90-100 | 0.1 | 160-260 | Moderado | Desgaste da ferramenta, fissuras |
| PTFE | 30 | 0.01 | 115 | Pobres | Deformação, más tolerâncias |
| PC | 60-70 | 0.15 | 130-135 | Bom | Arranhões, névoa de vibração |
Principais desafios no torneamento CNC de plásticos
A baixa condutividade térmica dos plásticos (0,1-0,5 W/mK vs. 10-400 dos metais) amplifica os problemas. Aqui está o mergulho profundo.
Gestão do calor e fusão
A fricção gera calor; os plásticos fundem a 150-300°C. Porquê? Uma fraca dissipação do calor amolece a zona de corte, provocando uma acumulação de goma.
Na produção, as ferramentas cegas ou os avanços baixos agravam esta situação - já vi arestas de Delrin fundirem-se com as ferramentas, parando o torno. Consequências: As taxas de refugo aumentam 15%, a vida útil da ferramenta diminui 50%. Soluções: Taxas de avanço elevadas (0,15-0,3 mm/rot), pastilhas de carboneto afiadas com inclinação positiva (10-15°). Utilizar líquido de refrigeração para plásticos não absorventes. Compensação: Avanços mais rápidos podem causar vibrações em secções finas.
Cenário: Torneamento de caixas de policarbonato; 500 RPM derreteram as superfícies - comutado para 300 RPM com jato de ar, salvando a execução.
Deformação e distorção
As tensões residuais do corte libertam-se com o tempo, deformando as peças 0,1-0,5 mm. Porquê? Arrefecimento desigual ou tensões internas no material extrudido.
O que é que corre mal? As peças passam na inspeção mas falham na montagem dias depois. Numa produção de dispositivos médicos, os implantes de nylon deformaram-se, custando $50.000 em recolhas. Soluções: Aliviar o stress a 100-150°C durante 1-2 horas antes do acabamento; máquina por fases, permitindo um descanso de 24 horas. Utilizar percursos de ferramenta simétricos. Compensação: Acrescenta 20% ao tempo de ciclo.
Controlo de chips e eletricidade estática
Os plásticos formam limalhas longas e fibrosas que se enrolam à volta das ferramentas, riscando superfícies ou partindo inserções. A estática fixa as limalhas às peças.
Porquê? A baixa rigidez permite que as aparas se enrolem em vez de se partirem. Ao rodar, os “ninhos de pássaros” interrompem a produção. Consequências: Tempo de paragem, acabamentos pobres (Ra >1,6 μm). Soluções: Ciclos de peck a cada 5-10 mm; separadores de limalha nas pastilhas; barras ionizantes para estática. Para o Nylon, o ar comprimido limpa as aparas. Compensação: Peck reduz a eficiência em 10-15%.
Exemplo: Torneamento de PEEK para a indústria aeroespacial; as aparas fibrosas entravam no peck implementado pela torre, reduzindo os defeitos 80%.
Rebarbas e acabamento superficial deficiente
Os plásticos macios rebentam facilmente, especialmente nas saídas. A vibração afecta os materiais transparentes.
Porquê? O material é empurrado em vez de ser cortado de forma limpa. Errado: As rebarbas requerem rebarbação manual, o que aumenta a mão de obra. Soluções: Passagens de acabamento ligeiras (0,05 mm de profundidade), ferramentas polidas. Para PC, as ferramentas de diamante atingem Ra 0,4 μm. Compensação: As passagens extra prolongam o tempo.
Cenário: Vedações de PTFE com rebarbas, fugas em testes - chanfros adicionados no projeto, eliminando o pós-processamento.
Instabilidade dimensional ao longo do tempo
As alterações de humidade ou de temperatura alteram os tamanhos. O nylon incha 0,2-0,5% por % de humidade.
Porquê? Natureza higroscópica. Errado: Peças fora de especificação após armazenamento. Soluções: Selar em sacos, medir a 20°C/50% RH. Utilizar materiais de baixa absorção como o Delrin. Compensação: Limita as escolhas de materiais.
Desgaste e quebra de ferramentas
Os plásticos cheios desgastam as ferramentas; os macios formam arestas.
Porquê? Fibras de vidro em PEEK trituram carboneto. Consequências: Mudanças frequentes, aumento dos custos. Soluções: Pastilhas de PCD para abrasivos; inspecções regulares. Compensação: O PCD custa 3 vezes mais, mas dura 5 vezes mais.
Ferramentas para torneamento de plásticos
As pastilhas de metal duro com inclinação positiva reduzem a força; classe C2 para uso geral. Para PEEK, PCD ou cerâmica. Inclinação 5-15°, alívio 7-12°.
Lógica de seleção: Corresponder à dureza do material - afiado para PTFE macio, durável para Nylon com enchimento. Na oficina, testo em sucata; a ferramenta errada duplica o desgaste. Parâmetros: SFM 200-600, avanço 0,1-0,4 mm/rot.
Porque é que os plásticos são difíceis de tornear
Os plásticos têm uma baixa resistência ao calor. Derretem ou deformam-se por fricção. Os metais lidam melhor com o calor.
Também são mais flexíveis. Isto provoca vibrações e maus acabamentos. A humidade altera o tamanho de alguns plásticos como o Nylon.
A compreensão destes factores ajuda-o a conceber peças melhores.
Desafios comuns do torneamento CNC de plásticos
Plástico Torneamento CNC apresenta dificuldades únicas em comparação com o metal maquinagem. Os plásticos têm baixa condutividade térmica, elevada expansão térmica, sensibilidade à humidade e menor rigidez. Estas propriedades conduzem a problemas que podem aumentar as taxas de refugo, exigir pós-processamento adicional e afetar o desempenho da peça. As lojas deparam-se com estes problemas diariamente, especialmente com materiais como o Nylon, Delrin (acetal), PEEK, PTFE e Policarbonato.
Seguem-se os principais problemas, as suas causas profundas, os efeitos no mundo real e as soluções práticas baseadas na experiência de produção.
Fusão e sobreaquecimento
A fricção durante o corte gera calor rapidamente. Os plásticos derretem ou amolecem a baixas temperaturas - normalmente 150-250°C, dependendo do material - enquanto os metais suportam temperaturas muito mais elevadas antes de surgirem problemas. Uma fraca dissipação de calor mantém o calor localizado na zona de corte.
Causas:
- Ferramentas cegas ou mal afiadas aumentam o atrito.
- As baixas taxas de alimentação permitem um contacto prolongado, gerando calor.
- Velocidades elevadas do fuso sem evacuação adequada das aparas.
- Arrefecimento inadequado ou incorreto (por exemplo, utilização de líquido de arrefecimento de inundação em plásticos sensíveis à humidade).
Efeitos:
- As superfícies derretidas ou com goma estragam o acabamento e as dimensões.
- Acumulação de ferramentas ou soldadura na peça.
- A libertação de gases (por exemplo, de Delrin sobreaquecido) cria riscos de segurança.
- Retrabalho ou eliminação total das peças.
Soluções:
- Utilize ferramentas de carboneto afiadas e polidas com ângulos de inclinação positivos (10-20°) para cortar o material de forma limpa.
- Aumentar significativamente as taxas de avanço (frequentemente 0,2-0,5 mm/rot ou mais) para remover o material antes da acumulação de calor.
- Reduzir moderadamente a velocidade do fuso, mantendo os avanços agressivos.
- Aplicar arrefecimento por jato de ar ou névoa; evitar líquidos de arrefecimento à base de água em materiais higroscópicos como o nylon.
- Teste primeiro os parâmetros em peças de sucata - pequenos ajustes resolvem frequentemente a fusão sem sacrificar o tempo de ciclo.
Numa produção de caixas de policarbonato, reduzir ligeiramente a velocidade e aumentar a alimentação eliminou totalmente a fusão da superfície, melhorando drasticamente o rendimento.
Deformação e distorção
As peças dobram-se, curvam-se ou torcem-se após a maquinação ou durante o armazenamento/utilização. O calor do corte e a libertação de tensões internas provocam uma contração ou expansão irregular.
Causas:
- As tensões residuais em material extrudido/fundido libertam-se assimetricamente quando o material é removido de forma desigual.
- O aquecimento localizado amolece as áreas, levando a um arrefecimento desigual.
- As paredes finas ou as caraterísticas assimétricas flectem mais sob as forças de corte.
- Para plásticos higroscópicos como o Nylon, pós-maquinagem a absorção de humidade provoca inchaço.
Efeitos:
- As peças são reprovadas na inspeção dias depois, mesmo que tenham sido aprovadas inicialmente.
- Problemas de ajuste da montagem ou falhas funcionais.
- Sucata elevada em aplicações de precisão, como componentes médicos ou aeroespaciais.
Soluções:
- Comece por utilizar um material com alívio de tensões ou recozido (pré-aqueça a 100-150°C durante 1-4 horas, dependendo do material).
- Maquinar por fases: corte em bruto, repouso de mais de 24 horas (ou mais), depois semi-acabamento e passagens de luz finais.
- Utilize percursos de ferramenta simétricos e remoção de material equilibrada para minimizar o desequilíbrio de tensão.
- Manter um ambiente de trabalho controlado (20°C ±2°C, 45-55% HR) durante e após maquinagem.
- Conceber paredes mais espessas e acrescentar nervuras para maior estabilidade.
Nas peças de Nylon, os cortes faseados com períodos de repouso reduziram a deformação em mais de 50% em execuções repetidas.
Problemas de controlo de chips
Os plásticos macios e dúcteis produzem limalhas longas e fibrosas (“ninhos de pássaros”) que se enrolam em torno das ferramentas, da peça de trabalho ou da torre.
Causas:
- A elevada ductilidade impede que as aparas se partam naturalmente.
- O corte contínuo e sem interrupções permite o alongamento das aparas.
- Os materiais macios, como o PTFE ou o nylon, agravam o emaranhamento.
Efeitos:
- Superfícies riscadas devido a lascas enroladas.
- Danos ou quebra de ferramentas.
- Tempo de paragem da máquina para remoção manual de aparas.
- Perigos para a segurança (aparas afiadas e quentes).
Soluções:
- Implementar ciclos de peck (interromper o avanço axial a cada 5-10 mm) para quebrar as aparas.
- Utilizar pastilhas com geometria de quebra-cavacos.
- Aplicar jactos de ar de alta pressão para eliminar continuamente as aparas.
- Selecione materiais com melhor formação de aparas (por exemplo, Delrin em vez de Nylon, sempre que possível).
- Para casos graves, desbastar com ferramenta viva fresagem antes de acabar de rodar.
Os ciclos Peck aumentam algum tempo, mas eliminam a maior parte dos problemas de emaranhamento e melhoram a segurança geral.
Rebarbas e acabamento superficial deficiente
Os plásticos macios deixam arestas difusas e salientes (rebarbas) nas saídas e nos cantos. A vibração provoca um aspeto áspero ou enevoado, especialmente em materiais transparentes.
Causas:
- O material deforma-se plasticamente em vez de se cisalhar de forma limpa.
- As ferramentas sem brilho rasgam em vez de cortar.
- Vibração devido a grandes saliências ou apoio insuficiente.
- Sair das rebarbas do avanço da ferramenta.
Efeitos:
- Tempo/trabalho extra de rebarbação.
- Estética e função comprometidas (por exemplo, vedantes com fugas).
- Valores de Ra fracos que requerem polimento adicional.
Soluções:
- Efetuar passagens de acabamento ligeiras (0,03-0,08 mm de profundidade) com ferramentas afiadas e polidas.
- Adicionar chanfros ou raios no projeto para reduzir as rebarbas de saída.
- Assegurar uma fixação firme e amortecedora de vibrações (mordentes macios, suporte do contra-ponto).
- Utilização convencional vs. escalada fresagem/viragem caminhos estrategicamente para saídas mais limpas.
Os acabamentos ligeiros e os ajustes de design eliminam frequentemente a rebarbação manual por completo.
Alterações dimensionais ao longo do tempo
Tamanho da mudança de peças após maquinagem devido a factores ambientais.
Causas:
- Absorção de humidade (o nylon incha significativamente; até 0,5-2% dimensionalmente).
- As flutuações de temperatura causam expansão/contração (os plásticos têm um CTE elevado).
- As tensões residuais continuam a relaxar lentamente.
- Fluência sob carga em alguns materiais.
Efeitos:
- Ajustes fora de tolerância em montagens.
- Falhas funcionais em aplicações de precisão.
- Peças rejeitadas após armazenamento ou expedição.
Soluções:
- Maquinar e medir em condições controladas que correspondam ao ambiente de utilização final.
- Materiais higroscópicos secos prémaquinagem e selar as peças após o processo.
- Selecionar alternativas de baixa absorção (por exemplo, Delrin em vez de Nylon) quando a estabilidade é crítica.
- Permitir margens de projeto ou utilizar especificações de materiais condicionados.
- Recozimento de peças após a maquinagem para alívio de tensões.
No caso dos componentes de nylon, a pré-secagem e o controlo ambiental evitam a maioria dos pós-secagem.maquinagem inchaço.
Estes desafios estão interligados - o fraco controlo das pastilhas agrava os problemas de calor, o calor contribui para a deformação, etc. Para os enfrentar, são necessárias abordagens integradas: ferramentas afiadas, parâmetros optimizados, conhecimento dos materiais, processos faseados e controlo ambiental. As fábricas que dominam estas abordagens vêem menos desperdício, um rendimento mais rápido e peças mais fiáveis.
Quando se deparar com problemas persistentes, consulte um especialista em plásticos maquinagem especialistas para um feedback DFM personalizado. O tratamento adequado transforma estes desafios em aspectos geríveis da produção de componentes de plástico torneados de alta qualidade.
Desafios específicos do material no torneamento CNC de plásticos

Os diferentes plásticos comportam-se de forma diferente durante Torneamento CNC devido a variações nas propriedades térmicas, resistência mecânica, sensibilidade à humidade, abrasividade e ductilidade. Compreender estas diferenças é essencial para selecionar o material certo, ajustar os parâmetros, evitar defeitos e obter resultados consistentes. Abaixo encontra-se uma análise detalhada de cinco plásticos de engenharia comuns utilizados no torneamento: Acetal (Delrin), Nylon, PEEK, PTFE (Teflon) e Policarbonato. Cada um inclui as principais caraterísticas de maquinabilidade, os principais desafios, soluções práticas da experiência da oficina e aplicações típicas.
Acetal (Delrin / POM)
O acetal, frequentemente designado por Delrin, oferece uma maquinabilidade excecional entre os plásticos de engenharia. Produz aparas curtas e nítidas que se partem facilmente, mantém tolerâncias apertadas (±0,025 mm de rotina) e proporciona excelentes acabamentos de superfície com um esforço mínimo.
Principais pontos fortes:
- Baixa absorção de humidade (~0,2%), excelente estabilidade dimensional.
- Elevada rigidez e baixa fricção, ideal para peças móveis.
- As aparas formam-se de forma limpa, reduzindo o emaranhamento e a acumulação de ferramentas.
Desafios primários:
- Deformação sob carga sustentada - as peças deformam-se lentamente ao longo do tempo em aplicações de alta tensão.
- Risco de sobreaquecimento: O Delrin decompõe-se acima de ~150-170°C, libertando fumos de formaldeído (risco de segurança).
- O aperto apertado pode marcar as superfícies se as maxilas forem demasiado agressivas, embora seja menos grave do que nos plásticos mais macios.
Soluções e melhores práticas:
- Utilize ferramentas de metal duro afiadas com ângulos de inclinação positivos e avanços elevados (0,3-0,5 mm/rot) para cortar de forma limpa e evacuar o calor.
- Velocidades moderadas do fuso (400-600 SFM) evitam a fusão; o arrefecimento por ar ou névoa é suficiente.
- Fixar com uma pressão moderada, utilizando maxilas macias ou dispositivos de fixação almofadados para evitar deformações.
- Para peças de suporte de carga, projetar com factores de segurança para ter em conta a fluência.
Aplicações típicas:
- Engrenagens, casquilhos, rolos e acessórios em equipamento automóvel e industrial em que a resistência ao desgaste e a precisão são fundamentais.
Nylon (PA6 / PA66)
O nylon oferece uma excelente força, dureza e resistência ao desgaste, o que o torna numa opção para componentes dinâmicos. No entanto, a sua natureza higroscópica cria maquinagem e problemas de estabilidade.
Principais pontos fortes:
- Elevada resistência ao impacto e propriedades auto-lubrificantes.
- Boa resistência à fadiga em rolamentos e peças de desgaste.
Desafios primários:
- A elevada absorção de humidade (até 8% em saturação, tipicamente 1-3% em utilização) causa inchaço dimensional (alteração de 0,5-2%).
- Deformação e distorção após a maquinagem devido a gradientes de humidade ou tensões residuais.
- Lascas longas e fibrosas que emaranham as ferramentas e riscam as superfícies.
- A instabilidade dimensional agrava-se em ambientes húmidos.
Soluções e melhores práticas:
- Pré-secar o stock a 80-90°C durante 4-12 horas para reduzir a humidade para menos de 0,2-0,5%.
- Utilize exclusivamente o arrefecimento a ar - evite os líquidos de arrefecimento à base de água que adicionam humidade.
- Maquinar por fases com períodos de repouso (mais de 24 horas) e humidade controlada (<50% RH).
- Os ciclos Peck e os separadores de aparas ajudam a gerir as aparas filamentosas; os avanços elevados reduzem o calor.
- Recozimento de peças após o desbaste se forem necessárias tolerâncias apertadas.
Aplicações típicas:
- Rolamentos, rodas, rolos e almofadas de desgaste em máquinas industriais onde a absorção de choques e o baixo atrito são importantes.
PEEK (Classes não preenchidas e preenchidas)
O PEEK destaca-se em ambientes exigentes com uma excecional resistência ao calor (até 260°C contínuos), estabilidade química e biocompatibilidade. Graus não preenchidos máquina mais facilmente, enquanto as versões com enchimento (vidro ou carbono) aumentam a rigidez mas aumentam a dificuldade.
Principais pontos fortes:
- Resistência térmica e química superior.
- Excelentes propriedades de desgaste e fadiga em peças de alto desempenho.
Desafios primários:
- A baixa condutividade térmica retém o calor, correndo o risco de amolecimento ou fissuração por tensão.
- As classes com enchimento (vidro/carbono) são altamente abrasivas, acelerando drasticamente o desgaste da ferramenta (50-70% vida mais curta vs. sem enchimento).
- Fissuras de tensão se as ferramentas estiverem cegas ou se os cortes forem demasiado agressivos.
- Custo mais elevado e necessidade de uma gestão térmica precisa.
Soluções e melhores práticas:
- Utilizar ferramentas PCD (diamante policristalino) ou revestidas a diamante para PEEK com enchimento; o carboneto afiado é suficiente para PEEK sem enchimento.
- Velocidades baixas a moderadas (150-300 SFM) com avanços ligeiros (0,08-0,2 mm/rot) minimizam o calor e o desgaste.
- Arrefecimento por ar ou CO2; evitar o excesso de líquidos para evitar fissuras.
- Recozimento do stock prémaquinagem (200-220°C de imersão) para aliviar as tensões.
- Passagens de acabamento ligeiras e configurações rígidas evitam a quebra de arestas.
Aplicações típicas:
- Implantes médicos, vedantes aeroespaciais, assentos de válvulas e rolamentos de alta carga onde o calor, os produtos químicos e a precisão não são negociáveis.
PTFE (Teflon)
O PTFE destaca-se pela sua fricção ultra baixa, inércia química e ampla gama de temperaturas. No entanto, a sua suavidade e deslizamento fazem dele um dos plásticos mais difíceis de tornear com precisão.
Principais pontos fortes:
- O mais baixo coeficiente de atrito entre os sólidos.
- Excelente resistência química e térmica (até 260°C).
Desafios primários:
- A extrema suavidade leva à deformação sob pressão de fixação ou forças de corte.
- Uma rigidez deficiente provoca vibrações, vibrações e dificuldades em manter as tolerâncias (frequentemente um limite de ±0,1 mm).
- Lascas pegajosas e fibrosas e manchas de material se o calor se acumular.
- A fluência sob carga afecta a estabilidade dimensional a longo prazo.
Soluções e melhores práticas:
- Utilizar ferramentas muito afiadas com inclinação positiva; velocidades baixas (200-400 SFM) e avanços mais elevados para minimizar o tempo de paragem.
- Congelar temporariamente o material (-20°C) para aumentar a rigidez durante o desbaste.
- Utilize mordentes macios, pinças expansivas ou acessórios almofadados personalizados para distribuir uniformemente a força de aperto.
- Os cortes ligeiros (0,02-0,1 mm de profundidade) e o arrefecimento por ar evitam a deformação e a formação de manchas.
- Concebido com folgas generosas para acomodar a fluência.
Aplicações típicas:
- Vedantes, juntas, isoladores e componentes de baixo atrito no processamento de alimentos, manuseamento de produtos químicos e sistemas eléctricos.
Policarbonato (PC)
O policarbonato oferece uma excelente resistência ao impacto e clareza ótica, ideal para peças transparentes ou resistentes. A sua dureza ajuda em alguns aspectos, mas cria obstáculos específicos ao torneamento.
Principais pontos fortes:
- Elevada resistência ao impacto e boa transparência.
- Resistência razoável para os componentes estruturais.
Desafios primários:
- As aparas tendem a enrolar-se e a emaranhar-se nas ferramentas devido à sua ductilidade.
- A vibração provoca névoa, marcas de ferramentas ou acabamentos ásperos em superfícies claras.
- A acumulação de calor provoca a fusão, a formação de manchas ou o branqueamento por stress.
- As rebarbas formam-se facilmente nas saídas; os cavacos provocam riscos.
Soluções e melhores práticas:
- Ferramentas afiadas e polidas com ângulos de inclinação positivos promovem um corte limpo.
- Velocidades moderadas do fuso com fixação firme e apoio do contra-ponto para amortecer as vibrações.
- As passagens de acabamento ligeiras (0,03-0,08 mm) e o arrefecimento por ar/névoa evitam a fusão.
- Adicionar chanfros/raios na conceção para reduzir as rebarbas de saída.
- Fixação segura é essencial - a vibração prejudica a transparência rapidamente.
Aplicações típicas:
- Lentes, coberturas de proteção, caixas e invólucros em eletrónica, ótica e automóvel, onde a clareza e a resistência são necessárias.
Estes materiais realçam a razão pela qual a seleção do plástico é responsável pelo sucesso do torneamento. Faça corresponder o plástico às exigências da aplicação e, em seguida, ajuste as ferramentas, os parâmetros e o ambiente em conformidade. As oficinas que documentam as configurações para cada classe obtêm resultados repetíveis e menos desperdício. Para peças complexas ou de tolerância apertada, consulte um especialista em plástico maquinagem fornecedores que podem oferecer conhecimentos de DFM específicos para cada material.
Dicas de design para vencer desafios
Uma boa conceção evita a maioria dos problemas.
- Adicionar filetes generosos aos cantos. Reduz o stress.
- Manter as paredes com uma espessura mínima de 1-2 mm. Evita a flexão.
- Limitar a profundidade dos furos a 3x o diâmetro. Remoção mais fácil das aparas.
- Utilize roscas normais. As finas escorregam em plásticos macios.
- Especificar tolerâncias realistas. Os plásticos deslocam-se mais do que os metais (±0,05 mm comum).
Dica profissional: Se possível, inclua sempre ângulos de inclinação. Ajuda no ajuste e na tensão.
Parâmetros de maquinagem que funcionam
Configure a sua máquina corretamente.
- Ferramentas: Carboneto afiado ou PCD. Os ângulos de inclinação positivos permitem um corte limpo.
- Velocidades e feeds: Os avanços elevados evitam o calor. Velocidades moderadas do fuso evitam a força centrífuga.
- Arrefecimento: Jato de ar para a maioria. Evitar a água em plásticos sensíveis à humidade. Inundar o líquido de arrefecimento se for seguro.
Conselhos de especialistas: Testar primeiro em sucata. Ajustar com base na sua configuração.
Impacto destes desafios nos custos
Os problemas aumentam rapidamente os custos.
| Desafio | Custo adicional | Porquê |
| Derretimento/queimaduras | Tempo +20-50% | Rebarbagem, retrabalho |
| Deformação | +30-100% | Peças de sucata, reinícios |
| Fichas pobres | +10-30% | Danos nas ferramentas, paragens |
| Material incorreto | Elevado | Reformulação completa |
As encomendas em lote reduzem os custos por peça. Um bom planeamento permite poupar 30-50%.
Como escolher um serviço de torneamento CNC para peças de plástico
Selecionar o caminho certo Serviço de torneamento CNC para componentes de plástico requer mais do que apenas comparar preços ou prazos de entrega. Os plásticos exigem um manuseamento especializado devido à sensibilidade ao calor, problemas de humidade, baixa rigidez e comportamentos específicos do material que os metais não apresentam. Uma oficina geral centrada no metal pode produzir peças de plástico, mas os resultados sofrem frequentemente de derretimento, deformação, acabamentos deficientes, contaminação por resíduos de metal em ferramentas/fixações ou tolerâncias inconsistentes. Em 2026, com a crescente procura de peças leves e resistentes à corrosão em sectores regulamentados, os melhores fornecedores destacam-se através de processos dedicados, conhecimentos de materiais e apoio proactivo de engenharia.
Critérios-chave de avaliação
Concentre-se nestes factores práticos ao selecionar e comparar serviços.
Experiência comprovada no sector dos plásticos
Peça diretamente exemplos de trabalhos anteriores de torneamento de plásticos - idealmente semelhantes aos seus em termos de material, geometria, tolerância e volume. Solicite fotografias, estudos de caso ou referências de projectos recentes.
Uma oficina que transforme rotineiramente PEEK, Nylon, Delrin, PTFE ou Policarbonato compreenderá nuances como os requisitos de recozimento, arrefecimento apenas com ar para materiais higroscópicos, ciclos de peck para aparas fibrosas e maquinagem para controlar a distorção.
Sinal de alerta: Se hesitarem ou se desviarem para exemplos de metal, é provável que não tenham profundidade em plásticos.
Equipamento dedicado e prevenção da contaminação
Confirmar se mantêm separadas máquinas, A limpeza de plásticos é um processo que envolve a utilização de ferramentas, ou pelo menos protocolos de limpeza minuciosos para plásticos. Os resíduos metálicos (de trabalhos anteriores em alumínio ou aço) podem incrustar-se em plásticos macios, causar riscos ou contaminar aplicações sensíveis, como peças médicas ou em contacto com alimentos.
Procurar:
- Tornos dedicados ao plástico ou células de trabalho separadas.
- Mordentes macios, pinças ou dispositivos de fixação personalizados concebidos para fixação a baixa pressão.
- Ferramentas de PCD ou de carboneto afiado reservadas para plásticos (evitam os problemas de acumulação e de embotamento observados com as pastilhas de uso geral).
As lojas que se dedicam aos plásticos anunciam frequentemente “salas limpas” ou “salas dedicadas ao plástico maquinagem” áreas.
Certificações e normas de qualidade
A certificação ISO 9001 continua a ser a base para uma gestão de qualidade consistente, controlo de processos e rastreabilidade - essencial para qualquer trabalho de produção.
Para sectores regulamentados:
- Médico → A norma ISO 13485 demonstra a gestão dos riscos e o tratamento da biocompatibilidade.
- Aeroespacial → AS9100 acrescenta rastreabilidade, certificação de materiais e documentação mais rigorosa. As certificações obrigam a procedimentos documentados para inspeção, manuseamento de materiais e acções corretivas, reduzindo a variabilidade em peças de plástico onde pequenas alterações ambientais causam grandes problemas.
Processo de cotação e feedback sobre a conceção para a manufacturabilidade (DFM)
Solicite orçamentos a vários fornecedores e avalie a qualidade das respostas. Os melhores serviços fornecem orçamentos rápidos (frequentemente 24-48 horas), mas completos, que incluem:
- Recomendações ou alternativas materiais.
- Análise da viabilidade da tolerância.
- Sugestões para reduzir o custo ou o risco (por exemplo, aumentar os raios para evitar os aumentos de tensão, ajustar a espessura da parede ou preparar o sistema para a fase de arranque) maquinagem).
- Identificação clara de potenciais desafios (deformação em Nylon, calor em PEEK).
Um forte feedback DFM mostra o envolvimento da engenharia desde o início - muitas vezes poupando 10-30% em custos e evitando ciclos de redesenho.
Controlos práticos adicionais
- Prazos de execução e capacidade para o seu volume (protótipos vs. séries de produção).
- Capacidades de inspeção (CMM, comparadores ópticos, aferição durante o processo).
- Engenheiros com capacidade de comunicação que falam a sua língua.
- Localização e logística, se o prazo de entrega ou a expedição forem importantes.
Em 2026, os principais serviços destacam-se em plásticos complexos e de elevado desempenho (PEEK para a medicina/aeroespacial, graus de enchimento, Delrin de tolerância apertada), oferecendo simultaneamente apoio integrado desde a revisão do projeto até ao acabamento.
Aplicações em todos os sectores
Torneamento CNC Os plásticos fornecem componentes leves, não corrosivos, isolantes ou de baixa fricção que os metais têm dificuldade em igualar economicamente. Os principais exemplos incluem:
Aeroespacial
Os vedantes, casquilhos e componentes de válvulas PEEK leves reduzem o peso e resistem a temperaturas elevadas, produtos químicos e desgaste em motores, sistemas hidráulicos e sistemas de combustível.
Médico
Os implantes PEEK precisos, os invólucros de instrumentos cirúrgicos e os encaixes biocompatíveis oferecem força, resistência à esterilização e compatibilidade com a ressonância magnética sem artefactos metálicos.
Automóvel
As engrenagens, casquilhos, rolos e componentes do sistema de combustível em Delrin duráveis proporcionam resistência ao desgaste, baixa fricção e redução do ruído em transmissões, transmissões e interiores de veículos eléctricos.

Eletrónica
Os espaçadores, caixas, conectores e suportes de nylon isolante oferecem isolamento elétrico, amortecimento de vibrações e construção leve para placas de circuitos, sensores e caixas.
Estas aplicações reduzem o peso, resistem à corrosão, eliminam os riscos de condutividade e simplificam frequentemente a montagem em comparação com as alternativas metálicas.
Ao avaliar os serviços, dê prioridade àqueles com sucesso documentado na sua indústria e material alvo. Envie os desenhos com antecedência para obter um feedback significativo - parceiros fortes detectam problemas antes do início da produção, poupando tempo e custos.
Processo passo-a-passo para evitar problemas no torneamento CNC de plásticos
O torneamento de plásticos com sucesso requer uma abordagem disciplinada e proactiva que tenha em conta o comportamento único do material. A sequência que se segue provou ser eficaz em todos os ciclos de produção - desde protótipos a lotes de médio volume - em oficinas que atingem consistentemente baixos níveis de desperdício e tolerâncias fiáveis. Siga estes passos por ordem, tratando cada um deles como não negociável até ter conseguido um sucesso repetível com um determinado material e peça.
- Selecionar o Plástico Certo para as Necessidades Funcionais e de Maquinação
Adequar o material aos requisitos de utilização final e às realidades de torneamento.
- Enumerar as propriedades obrigatórias: força, resistência ao desgaste, gama de temperaturas, exposição química, isolamento elétrico, peso, custo, conformidade com a FDA, etc.
- Referência cruzada em relação à maquinabilidade: Delrin para precisão e limpezas de aparas; Nylon para dureza, mas com proteção contra a humidade; PEEK para condições extremas, mas com desgaste da ferramenta; PTFE para deslizamento, mas com tolerâncias reduzidas; Policarbonato para impacto e claridade, mas com controlo da vibração.
- Evitar forçar um material difícil a desempenhar um papel de precisão (por exemplo, PTFE para ±0,02 mm) ou um material barato num ambiente de elevado calor (por exemplo, Delrin acima de 90°C a longo prazo). A escolha precoce do material evita problemas a jusante.
- Regras de design com DFM (Design for Manufacturability) específicas para plásticos
Envolver maquinagem antes de finalizar o CAD.
- Espessura mínima da parede: 1,5-2 mm (riscos de flexão e deformação mais finos).
- Raios dos cantos internos: ≥0,5-1 mm para reduzir a concentração de tensões e a permanência da ferramenta.
- Evite caraterísticas profundas e estreitas (ranhuras, bolsas) que prendam as aparas e o calor.
- Acrescentar chanfros ou entradas generosas nas saídas para minimizar as rebarbas.
- Especificar tolerâncias realistas (±0,05 mm típico; ±0,025 mm possível em qualidades estáveis como Delrin em condições controladas).
- Projetar a remoção simétrica de material sempre que possível para equilibrar as tensões. Uma boa revisão DFM de uma oficina de torneamento experiente pode reduzir drasticamente o tempo de maquinação 15-30% e o desperdício.
- Stock para aliviar o stress, se necessário
As barras de plástico extrudido ou fundido contêm frequentemente tensões bloqueadas que se libertam de forma desigual durante maquinagem.
- Recozimento de Delrin, Nylon, PEEK e Policarbonato antes do desbaste (típico: 100-220°C dependendo do tipo, manter 1-4 horas, arrefecimento lento).
- Ignorar para pequenos protótipos ou quando os certificados de material confirmam um stock de baixa tensão.
- Para peças críticas, recozer duas vezes: uma no material em bruto, outra após o desbaste antes dos cortes de acabamento. Este passo, por si só, transformou rendimentos de 50-60% em 90%+ em componentes de Nylon e PEEK de paredes finas ou assimétricas.
- Configurar ferramentas afiadas e taxas de alimentação agressivas
O calor é o inimigo - remova o material rapidamente antes que ele se acumule.
- Utilizar pastilhas de carboneto novas e afiadas (classe C2) ou PCD para PEEK com enchimento; inclinação positiva de 10-20°.
- Executa taxas de avanço elevadas: 0,2-0,5 mm/rev para Delrin/Nylon/PC; 0,08-0,2 mm/rev para PEEK/PTFE.
- Velocidades moderadas do fuso para evitar problemas centrífugos e fricção excessiva (intervalo de 200-600 SFM).
- Profundidade de acabamento ligeira (0,03-0,08 mm) com arestas polidas para uma melhor superfície. As ferramentas cegas são a causa #1 da fusão e do mau acabamento - troque as pastilhas de forma proactiva.
- Utilizar refrigeração adequada e evacuação de aparas
A estratégia de arrefecimento deve corresponder à sensibilidade do material.
- O jato de ar (ar de oficina ou comprimido) é o mais seguro e universal - limpa as aparas e arrefece sem adicionar humidade.
- Névoa (quantidade mínima) aceitável para Delrin, PEEK, PC se a ventilação for boa.
- Evite inundar líquido de arrefecimento em Nylon (incha), PTFE (risco de contaminação) ou peças de qualidade médica/alimentar.
- Em caso de emaranhamento grave de aparas: ciclos de picagem a cada 5-10 mm de percurso axial + ar de alta pressão.
- O controlo da estática (barras ionizantes) ajuda em plásticos secos e não condutores. O arrefecimento incorreto arruinou lotes inteiros de Nylon - apenas ar é a norma conservadora.
- Máquina em fases com períodos de repouso entre o desbaste e o acabamento
Permitir que as tensões relaxem e as dimensões se estabilizem.
- Rodar grosseiramente para deixar 0,5-1 mm de stock no diâmetro.
- Repousar 24-48 horas (mais tempo para o Nylon em condições húmidas) em ambiente controlado.
- Semi-acabamento se necessário, repouso novamente se as tolerâncias forem apertadas.
- Passagem final de acabamento ligeiro (0,03-0,1 mm de profundidade) com ferramenta afiada.
- Medir após arrefecimento total à mesma temperatura/humidade da utilização final. Faseado maquinagem é o maior fator que contribui para manter as tolerâncias em peças propensas a deformações.
- Inspecionar nas mesmas condições ambientais que a utilização final
Os plásticos movem-se com a temperatura e a humidade - meça onde é importante.
- Utilizar uma área de inspeção com temperatura controlada (idealmente 20°C ±2°C, 45-55% RH).
- Deixar as peças estabilizarem 24 horas após o corte final antes da inspeção final.
- Utilizar, sempre que possível, métodos sem contacto (ópticos, sonda tátil CMM com força reduzida) para evitar a deflexão.
- Documentar as condições no momento da medição para efeitos de rastreabilidade. As peças que passam num chão de fábrica quente mas falham numa área de montagem com ar condicionado são ambientes de correspondência comum.
Lista de verificação rápida antes de iniciar qualquer trabalho de torneamento de plástico
- As ferramentas estão afiadas e corretamente geometrizadas para este plástico?
- As taxas de alimentação são suficientemente elevadas para evacuar o calor rapidamente?
- O controlo das aparas é eficaz (ciclos de picagem, jato de ar, separadores de aparas)?
- A fixação é estável mas suficientemente suave para evitar deformações?
- As tolerâncias são realistas para o material e o ambiente?
- O material foi recozido/aliviado de tensões, se necessário?
- O arrefecimento é adequado (ar primário, sem água nos tipos higroscópicos)?
- A maquinagem será faseada com períodos de repouso?
- A inspeção será efectuada em condições controladas, semelhantes às da utilização final?
Principais conclusões
- O calor provoca a fusão - utilize avanços rápidos e ferramentas afiadas para remover o material antes que este amoleça.
- O empeno é causado por tensões residuais e por um arrefecimento desigual - tensão - aliviar o material e máquina por fases com períodos de repouso.
- Os ciclos de emaranhamento e raspagem de aparas, os separadores de aparas e o jato de ar contínuo controlam-nos eficazmente.
- Os materiais diferem drasticamente - escolha primeiro com base nas propriedades de utilização final e depois com base na maquinabilidade.
- O design é importante - adicionar raios, manter as paredes espessas, chanfrar as saídas e permitir tolerâncias realistas.
- Teste as configurações em sucata e documente os resultados - pequenos ajustes salvam séries inteiras de produção.
- Escolha uma empresa experiente Serviço de torneamento CNC com experiência comprovada em plástico para peças complexas ou tolerâncias apertadas.
Conclusão
Plástico Torneamento CNC Desafios - acumulação de calor, deformação, aparas fibrosas, deformação e pós-acumulação.maquinagem instabilidade - são reais e persistentes, mas inteiramente controláveis com a disciplina de processo correta. Ferramentas afiadas, avanços agressivos mas controlados, maquinação faseada, arrefecimento adequado, controlo ambiental e design cuidadoso transformam estes obstáculos em considerações de rotina.
Comece com peças simples para ganhar confiança, documente cada configuração bem sucedida e aumente a complexidade gradualmente. Quando se combina uma boa seleção de materiais, um design consciente do DFM e o processo passo a passo acima descrito, obtêm-se componentes torneados em plástico fortes, precisos e repetíveis, que proporcionam poupanças de peso, resistência à corrosão e vantagens funcionais que os metais não conseguem igualar economicamente.
FAQS
Quais são os maiores desafios do torneamento CNC de plástico?
A fusão devido ao calor, a deformação devido à tensão e as aparas fibrosas estão no topo da lista. Estes problemas surgem porque os plásticos são macios, têm baixa condutividade térmica (0,1-0,5 W/m-K), baixos pontos de fusão (frequentemente 150-250°C) e elevada ductilidade em comparação com os metais. O calor acumula-se rapidamente e permanece localizado, provocando a fusão ou o amolecimento durante o corte. A libertação irregular de tensões e as alterações ambientais (temperatura, humidade) provocam deformações ou distorções após a maquinagem. A ductilidade produz limalhas longas e contínuas que se emaranham em vez de se partirem. Em ambientes de produção 2026, estas continuam a ser as causas mais frequentes de refugo, retrabalho e atrasos nas entregas, especialmente em materiais como o Nylon ou o PTFE.
Como posso parar de derreter ao transformar plásticos?
Aumente a velocidade de avanço para remover rapidamente o material antes que a fricção gere calor excessivo. Utilize ferramentas muito afiadas e polidas com ângulos de inclinação positivos (10-20°) para cortar de forma limpa em vez de esfregar. Manter a velocidade do fuso moderada (tipicamente 200-600 SFM dependendo do material) para limitar a fricção enquanto permite avanços elevados (0,2-0,5 mm/rev para Delrin/Nylon; inferior para PEEK/PTFE). Aplicar jato de ar ou arrefecimento por névoa para dissipar o calor sem adicionar humidade. Teste primeiro em sucata - muitas lojas descobrem que aumentar a alimentação 20-40% e baixar ligeiramente a velocidade elimina totalmente a fusão. As ferramentas cegas são as culpadas #1; mudar as pastilhas de forma proactiva.
Porque é que as peças de plástico se deformam depois de serem torneadas?
O calor do corte e as tensões mecânicas acumulam-se de forma irregular no interior do material. Os plásticos libertam estas tensões residuais ao longo do tempo, ou expandem-se/contraem-se com as alterações de temperatura/humidade devido aos elevados coeficientes de expansão térmica (5-10× metais) e ao comportamento higroscópico (o nylon absorve até 8% de humidade). Paredes finas, caraterísticas assimétricas ou cortes pesados de passagem única agravam o arrefecimento desigual e o desequilíbrio das tensões. As peças podem parecer perfeitas logo à saída da máquina, mas podem ficar curvadas ou torcidas 0,1-0,5 mm mais tarde. Prevenir através do alívio de tensões (recozimento) do material antes dos cortes finais, maquinação por fases (desbaste, repouso 24+ horas, acabamento) e manutenção de condições de trabalho controladas (20°C ±2°C, 45-55% HR).
Que plásticos são mais fáceis de transformar em CNC?
O acetal (Delrin) tem a melhor classificação em termos de maquinabilidade - produz limalhas curtas e nítidas, mantém tolerâncias apertadas (±0,025-0,05 mm facilmente), funciona a frio e proporciona excelentes acabamentos de superfície com um mínimo de cuidados especiais. Alguns Nylons (especialmente os estabilizados) lascam razoavelmente bem e são duráveis, mas requerem gestão da humidade. O PEEK e o PTFE requerem mais cuidados: O PEEK é abrasivo (especialmente os tipos com enchimento) e sensível ao calor; o PTFE é extremamente macio e deforma-se facilmente. O policarbonato funciona bem para peças resistentes ao impacto, mas sofre de enrolamento de aparas e de vibração. Classificação (do mais fácil ao mais difícil): Delrin > Policarbonato > Nylon (com preparação) > PEEK > PTFE.
Posso obter tolerâncias apertadas no torneamento de plástico?
Sim, mas espera-se tolerâncias mais reduzidas do que nos metais devido à expansão térmica, aos efeitos da humidade, à fluência e à menor rigidez. Tolerâncias típicas alcançáveis: ±0,025-0,05 mm para materiais estáveis como Delrin ou PEEK sem enchimento em condições controladas; ±0,05-0,1 mm comum para Nylon ou PTFE. É possível obter uma maior precisão (±0,01-0,025 mm) em Delrin/PEEK com recozimento, maquinação faseada, controlo climático e passagens de acabamento ligeiras, mas os custos aumentam significativamente. Os plásticos movem-se mais com o calor/humidade do que os metais, por isso, conceba sempre ajustes realistas e meça/inspeccione em condições semelhantes às da utilização final. A especificação excessiva de tolerâncias apertadas duplica frequentemente os custos sem acrescentar função.




