
I’ve spent over 25 years on shop floors, dealing with CNC lathes that hum through the night and parts that come off the máquina either perfect or as scrap. Plastic Torneamento CNC isn’t like running steel or aluminum—it’s a different beast. The material fights back in ways you don’t expect, from melting under a dull tool to warping overnight in a humid shop. Engineers and procurement managers often underestimate these issues, leading to delayed deliveries, scrapped batches, and ballooning costs. This guide digs deep into the fundamentals, the gritty realities of production, the decisions we make under pressure, and how to navigate it all. With the global Maquinação CNC market hitting $101.22 billion in 2025 and projected to reach $108.58 billion in 2026, driven by demand for lightweight plastic components in aerospace, medical, and automotive sectors, understanding these challenges isn’t optional—it’s essential for staying competitive. If you’re specifying parts or sourcing a Serviço de torneamento CNC, this will arm you with the knowledge to avoid common pitfalls and make informed choices.
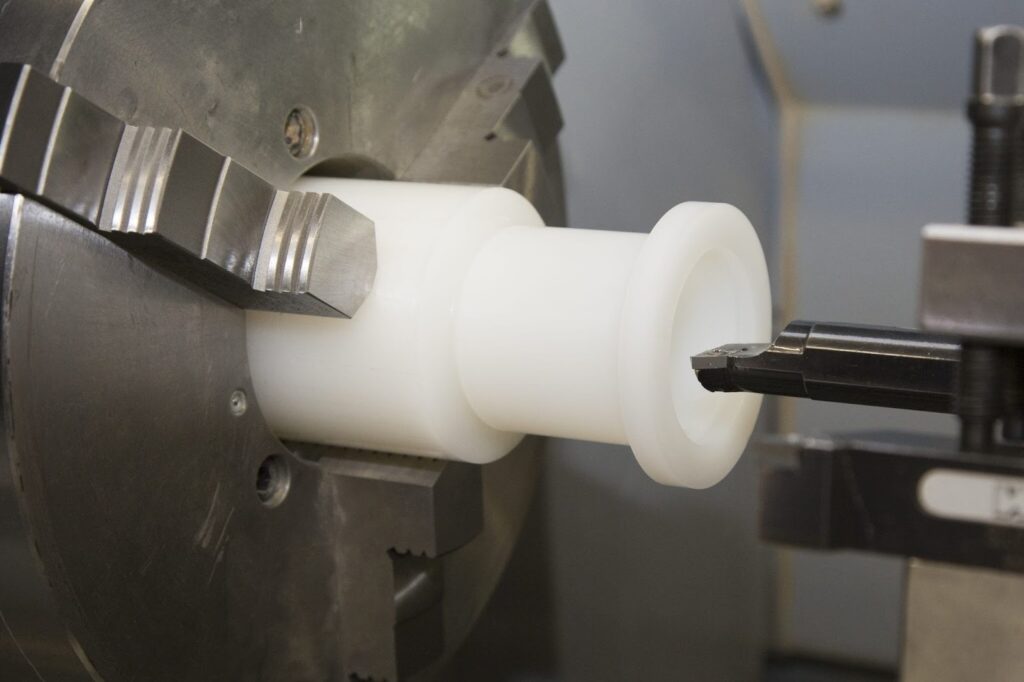
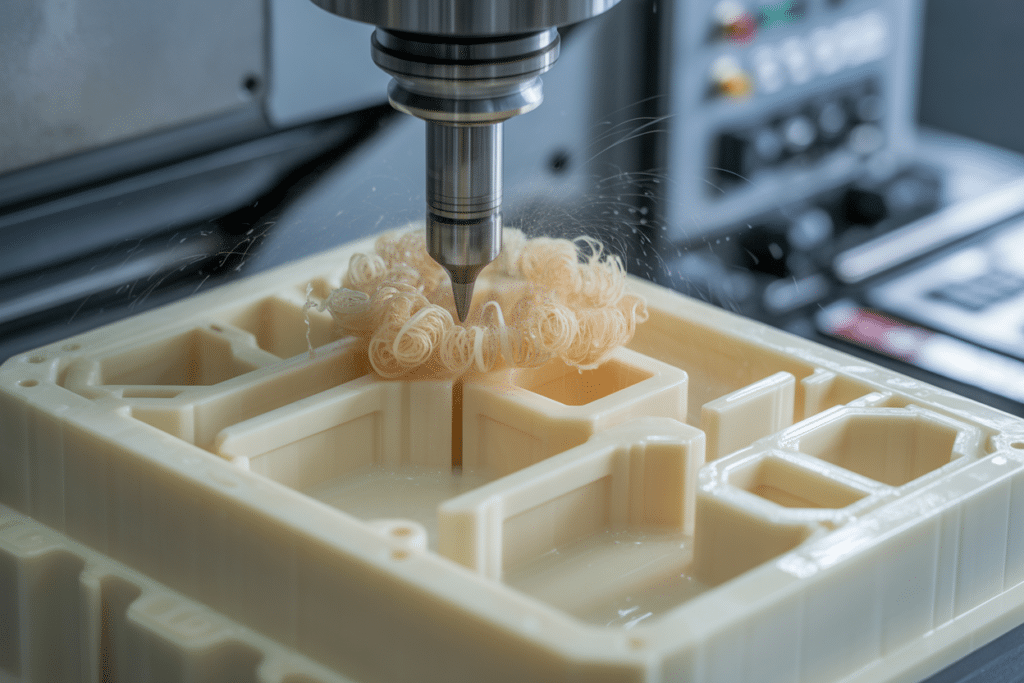
Torneamento CNC involves clamping a workpiece in a chuck, spinning it at high speeds, and using stationary tools to remove material symmetrically around the axis. For plastics, the setup is similar to metals, but the execution demands adjustments. The lathe uses a turret for multiple tools—boring bars, grooving tools, threading inserts—and the CNC controller follows G-code paths derived from CAD models.
Plastics differ fundamentally from metals in thermal conductivity, modulus of elasticity, and ductility. Metals dissipate heat through the chip and workpiece, but plastics trap it, leading to localized softening. A typical setup might use a 3-jaw chuck for round stock, but for plastics like Nylon, which absorbs moisture and expands, we often switch to soft jaws or collets to prevent crushing. The process starts with facing the end, then rough turning to remove bulk material, followed by finish passes for tolerance and surface quality.
Why do we choose turning over other methods? For cylindrical features like shafts, bushings, or seals, turning is efficient—less material waste than milling, and faster cycle times for rotationally symmetric parts. In production, I’ve seen runs of 500 Delrin bushings where turning shaved 20% off costs compared to milling. But get the fundamentals wrong, and you’re chasing tolerances that drift as the part cools.
What Is CNC Turning for Plastics?
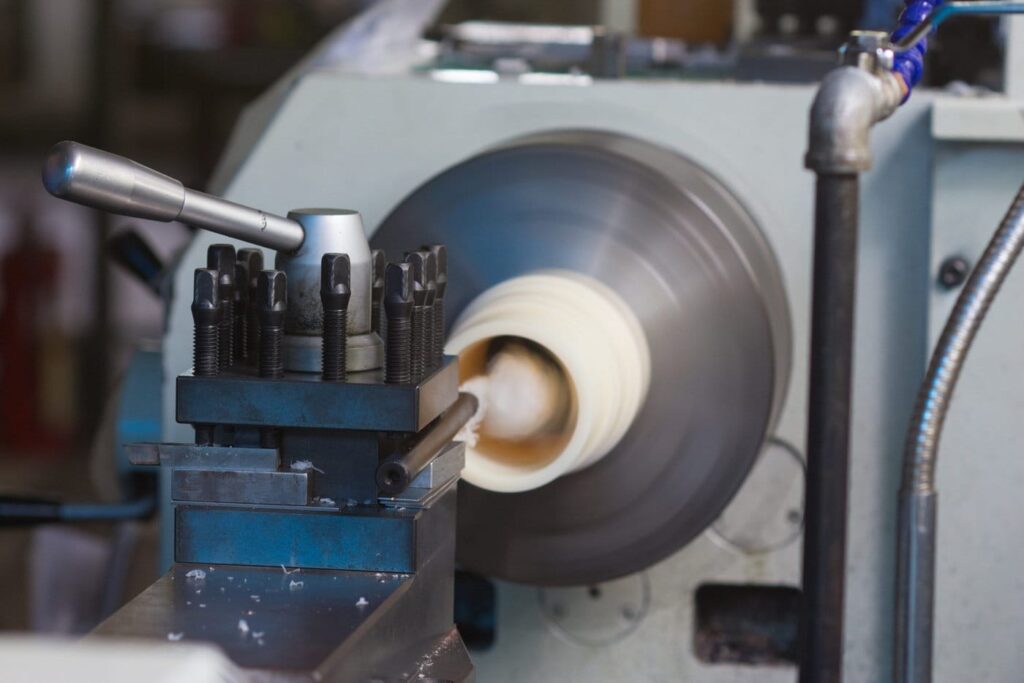
Torneamento CNC spins the plastic workpiece while a cutting tool shapes it. You get cylinders, shafts, and threads easily.
Unlike milling, turning works best for round parts. Plastics like Delrin or Nylon turn well but need special care.
Many companies use it for prototypes and small runs. No mold costs make it great for testing ideas.
Material Properties and Selection for Optimal CNC Turning
Selecting the right plastic is half the battle. Let’s break down key materials, their properties, why we choose them, and the turning implications.
Acetal (Delrin)
Delrin, a POM homopolymer, has a density of 1.41 g/cm³, tensile strength of 60-70 MPa, and low moisture absorption (0.2%). It’s stiff (modulus 2.8 GPa) with excellent dimensional stability. We choose it for bushings and gears because it máquinas cleanly, breaking into short chips without stringing.
In turning, Delrin holds ±0.025 mm tolerances easily, but overheat it above 150°C and it decomposes, releasing formaldehyde—I’ve cleared shops due to that acrid smell. Trade-off: It’s pricier than Nylon but lasts longer in wear applications. Example: Turning Delrin rollers for conveyor systems; sharp carbide tools at 300 SFM prevent melting.
Nylon (Polyamide)
Nylon 6/6 offers tensile strength of 80-100 MPa, but absorbs up to 8% moisture, causing 2-3% dimensional growth. Modulus is 2.5-3.5 GPa, with good impact resistance. Chosen for bearings and wheels where flexibility absorbs shock.
Turning Nylon is tricky—stringy chips tangle, and moisture makes sizes unpredictable. Dry it pre-turning at 80°C for 4 hours. What goes wrong? Parts machined dry swell in use, failing assemblies. Solution: Turn in conditioned environments, use ±0.05 mm tolerances. Real experience: A run of Nylon spacers for machinery expanded 0.1 mm overnight, scrapping 200 units.
PEEK (Polyetheretherketone)
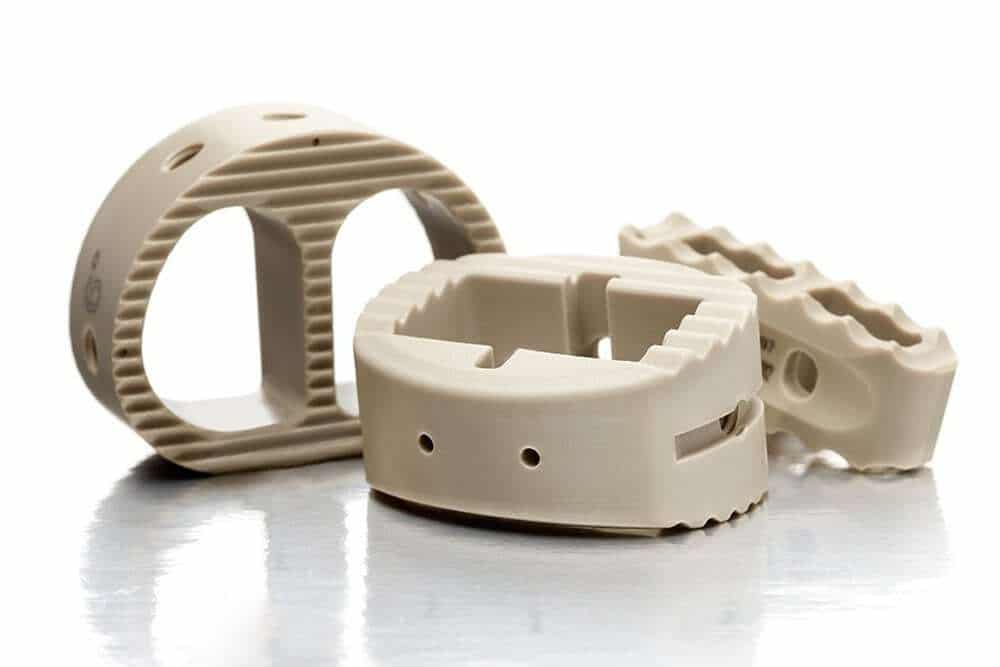
PEEK boasts 90-100 MPa tensile strength, 3.7 GPa modulus, and heat resistance to 260°C. Low moisture (0.1%), chemical inertness. Selected for medical implants and aerospace seals—biocompatible and lightweight.
Turning PEEK requires diamond-coated tools for glass-filled variants, as abrasion wears carbide fast. Heat buildup causes stress cracks. Trade-off: Cost ($45/kg) versus performance; slower feeds (0.1 mm/rev) extend tool life but increase cycle time 30%. Scenario: Turning PEEK valves for oil rigs; improper cooling led to microcracks, detected in inspection, avoiding field failures.
PTFE (Teflon)
PTFE has low friction (coefficient 0.05-0.1), density 2.2 g/cm³, but low strength (30 MPa). Heat resistant to 260°C, chemically inert. Used for seals where non-stick is key.
Softness makes turning challenging—deforms under clamping, holds poor tolerances (±0.1 mm typical). Use light cuts, sharp tools. What happens wrong? Compression sets in, parts rebound post-maquinagem. Solution: Freeze parts for stability. Example: Turned PTFE gaskets for food processing; excessive force crushed them, requiring redesign.
Policarbonato
PC has 60-70 MPa strength, high impact (Izod 600-850 J/m), but scratches easily. Tg 145°C, transparent.
Turning yields good finishes with polished tools, but vibration causes haze. Chosen for lenses, covers. Trade-off: UV degradation outdoors, so add stabilizers. Real issue: Turning thin PC tubes; heat warped them 0.2 mm, fixed by air cooling.
| Material | Tensile Strength (MPa) | Moisture Absorption (%) | Heat Deflection (°C) | Maquinabilidade | Common Turning Issues |
| Delrin | 60-70 | 0.2 | 90-100 | Excelente | Melting if overheated |
| Nylon | 80-100 | 1-8 | 100-150 | Bom | Swelling, stringy chips |
| PEEK | 90-100 | 0.1 | 160-260 | Moderado | Tool wear, cracking |
| PTFE | 30 | 0.01 | 115 | Poor | Deformation, poor tolerances |
| PC | 60-70 | 0.15 | 130-135 | Bom | Scratching, haze from vibration |
Key Challenges in Plastic CNC Turning
Plastics’ low thermal conductivity (0.1-0.5 W/mK vs. metals’ 10-400) amplifies issues. Here’s the deep dive.
Heat Management and Melting
Friction generates heat; plastics melt at 150-300°C. Why? Poor heat dissipation softens the cut zone, causing gummy buildup.
In production, dull tools or low feeds exacerbate this—I’ve seen Delrin edges fuse to tools, halting the lathe. Consequences: Scrap rates up 15%, tool life down 50%. Solutions: High feed rates (0.15-0.3 mm/rev), sharp carbide inserts with positive rake (10-15°). Use mist coolant for non-absorbent plastics. Trade-off: Faster feeds risk chatter in thin sections.
Scenario: Turning Polycarbonate housings; 500 RPM melted surfaces—switched to 300 RPM with air blast, salvaging the run.
Warping and Distortion
Residual stresses from cutting release over time, warping parts 0.1-0.5 mm. Why? Uneven cooling or internal tensions in extruded stock.
What goes wrong? Parts pass inspection but fail assembly days later. In a medical device run, Nylon implants warped, costing $50,000 in recalls. Solutions: Stress-relieve at 100-150°C for 1-2 hours pre-finish; máquina in stages, allowing 24-hour rest. Use symmetric tool paths. Trade-off: Adds 20% to cycle time.
Chip Control and Static Electricity
Plastics form long, stringy chips that wrap around tools, scratching surfaces or breaking inserts. Static clings chips to parts.
Why? Low stiffness lets chips curl instead of break. In turning, “bird’s nests” stop production. Consequences: Downtime, poor finishes (Ra >1.6 μm). Solutions: Peck cycles every 5-10 mm; chip breakers on inserts; ionizing bars for static. For Nylon, compressed air clears chips. Trade-off: Peck reduces efficiency by 10-15%.
Example: PEEK turning for aerospace; stringy chips jammed the turret—implemented peck, reducing defects 80%.
Burrs and Poor Surface Finish
Soft plastics burr easily, especially at exits. Vibration clouds transparent materials.
Why? Material pushes instead of shearing cleanly. Wrong: Burrs require manual deburring, adding labor. Solutions: Light finish passes (0.05 mm depth), polished tools. For PC, diamond tools achieve Ra 0.4 μm. Trade-off: Extra passes extend time.
Scenario: PTFE seals burred, leaking in tests—added chamfers in design, eliminating post-processing.
Dimensional Instability Over Time
Moisture or temp changes alter sizes. Nylon swells 0.2-0.5% per % humidity.
Why? Hygroscopic nature. Wrong: Parts out-of-spec after storage. Solutions: Seal in bags, measure at 20°C/50% RH. Use low-absorption materials like Delrin. Trade-off: Limits material choices.
Tool Wear and Breakage
Filled plastics abrade tools; soft ones build up edge.
Why? Glass fibers in PEEK grind carbide. Consequences: Frequent changes, costs up. Solutions: PCD inserts for abrasives; regular inspections. Trade-off: PCD costs 3x more but lasts 5x longer.
Tooling for Plastic Turning
Carbide inserts with positive rake reduce force; C2 grade for general use. For PEEK, PCD or ceramic. Rake 5-15°, relief 7-12°.
Selection logic: Match to material hardness—sharp for soft PTFE, durable for filled Nylon. In shop, I test on scrap; wrong tool doubles wear. Parameters: SFM 200-600, feed 0.1-0.4 mm/rev.
Why Plastics Are Tricky in Turning
Plastics have low heat resistance. They melt or deform from friction. Metals handle heat better.
They also flex more. This causes vibration and poor finishes. Moisture changes size in some plastics like Nylon.
Understanding these helps you design better parts.
Common Plastic CNC Turning Challenges
Plastic Torneamento CNC presents unique difficulties compared to metal maquinagem. Plastics have low thermal conductivity, high thermal expansion, moisture sensitivity, and lower rigidity. These properties lead to issues that can increase scrap rates, require extra post-processing, and affect part performance. Shops encounter these problems daily, especially with materials like Nylon, Delrin (acetal), PEEK, PTFE, and Polycarbonate.
Below are the top issues, their root causes, real-world effects, and practical solutions based on production experience.
Melting and Overheating
Friction during cutting generates heat quickly. Plastics melt or soften at low temperatures—typically 150–250°C depending on the material—while metals handle much higher temperatures before issues arise. Poor heat dissipation keeps the heat localized in the cut zone.
Causes:
- Dull or improperly sharpened tools increase friction.
- Low feed rates allow prolonged contact, building heat.
- High spindle speeds without adequate chip evacuation.
- Inadequate or incorrect cooling (e.g., using flood coolant on moisture-sensitive plastics).
Effects:
- Melted or gummy surfaces ruin finish and dimensions.
- Tool buildup or welding to the part.
- Released gases (e.g., from overheated Delrin) create safety hazards.
- Rework or full scrap of parts.
Solutions:
- Use sharp, polished carbide tools with positive rake angles (10–20°) to shear material cleanly.
- Increase feed rates significantly (often 0.2–0.5 mm/rev or higher) to remove material before heat accumulates.
- Reduce spindle speed moderately while keeping feeds aggressive.
- Apply air blast or mist cooling; avoid water-based coolants on hygroscopic materials like Nylon.
- Test parameters on scrap pieces first—small adjustments often resolve melting without sacrificing cycle time.
In one production run of Polycarbonate housings, dropping speed slightly and boosting feed eliminated surface melting entirely, improving yield dramatically.
Warping and Distortion
Parts bend, bow, or twist after machining or during storage/use. Heat from cutting and release of internal stresses cause uneven contraction or expansion.
Causes:
- Residual stresses in extruded/cast stock release asymmetrically when material is removed unevenly.
- Localized heating softens areas, leading to uneven cooling.
- Thin walls or asymmetric features flex more under cutting forces.
- For hygroscopic plastics like Nylon, post-maquinagem moisture absorption causes swelling.
Effects:
- Parts fail inspection days later even if they pass initially.
- Assembly fit issues or functional failures.
- High scrap in precision applications like medical or aerospace components.
Solutions:
- Start with stress-relieved or annealed stock (pre-heat to 100–150°C for 1–4 hours depending on material).
- Machine in stages: rough cut, rest 24+ hours (or longer), then semi-finish and final light passes.
- Use symmetric toolpaths and balanced stock removal to minimize stress imbalance.
- Maintain controlled shop environment (20°C ±2°C, 45–55% RH) during and after maquinagem.
- Design thicker walls and add ribs for stability.
On Nylon parts, staging cuts with rest periods reduced warping by over 50% in repeated runs.
Chip Control Problems
Soft, ductile plastics produce long, stringy chips (“bird’s nests”) that wrap around tools, workpiece, or turret.
Causes:
- High ductility prevents chips from breaking naturally.
- Continuous cutting without interruption allows chips to elongate.
- Soft materials like PTFE or Nylon exacerbate tangling.
Effects:
- Scratched surfaces from wrapped chips.
- Tool damage or breakage.
- Machine downtime for manual chip removal.
- Safety hazards (sharp, hot swarf).
Solutions:
- Implement peck cycles (interrupt axial feed every 5–10 mm) to break chips.
- Use inserts with chip-breaker geometry.
- Apply high-pressure air blasts to clear swarf continuously.
- Select materials with better chip formation (e.g., Delrin over Nylon where possible).
- For severe cases, rough with live-tool milling before finish turning.
Peck cycles add some time but eliminate most tangling issues and improve overall safety.
Burrs and Poor Surface Finish
Soft plastics leave fuzzy, raised edges (burrs) at exits and corners. Vibration causes rough or hazy appearances, especially on clear materials.
Causes:
- Material deforms plastically instead of shearing cleanly.
- Dull tools tear rather than cut.
- Vibration from long overhangs or insufficient support.
- Exit burrs from tool breakthrough.
Effects:
- Extra deburring time/labor.
- Compromised aesthetics and function (e.g., seals leak).
- Poor Ra values requiring additional polishing.
Solutions:
- Take light finish passes (0.03–0.08 mm depth) with sharp, polished tools.
- Add chamfers or radii in design to reduce exit burrs.
- Ensure firm, vibration-damping clamping (soft jaws, tailstock support).
- Use conventional vs. climb milling/viragem paths strategically for cleaner exits.
Light finishes and design tweaks often eliminate manual deburring entirely.
Dimensional Changes Over Time
Parts shift size after maquinagem due to environmental factors.
Causes:
- Moisture absorption (Nylon swells significantly; up to 0.5–2% dimensionally).
- Temperature fluctuations cause expansion/contraction (plastics have high CTE).
- Residual stresses continue to relax slowly.
- Creep under load in some materials.
Effects:
- Out-of-tolerance fits in assemblies.
- Functional failures in precision applications.
- Rejected parts after storage or shipping.
Solutions:
- Machine and measure in controlled conditions matching end-use environment.
- Dry hygroscopic materials pre-maquinagem and seal parts post-process.
- Select low-absorption alternatives (e.g., Delrin over Nylon) when stability is critical.
- Allow design margins or use conditioned material specs.
- Anneal parts post-machining for stress relief.
For Nylon components, pre-drying and environmental control prevent most post-maquinagem swelling.
These challenges interconnect—poor chip control worsens heat issues, heat contributes to warping, and so on. Addressing them requires integrated approaches: sharp tooling, optimized parameters, material awareness, staged processes, and environmental control. Shops that master these see lower scrap, faster throughput, and more reliable parts.
When facing persistent issues, consult experienced plastic maquinagem specialists for tailored DFM feedback. Proper handling turns these challenges into manageable aspects of producing high-quality turned plastic components.
Material-Specific Challenges in Plastic CNC Turning

Different plastics behave uniquely during Torneamento CNC due to variations in thermal properties, mechanical strength, moisture sensitivity, abrasiveness, and ductility. Understanding these differences is essential for selecting the right material, adjusting parameters, preventing defects, and achieving consistent results. Below is a detailed breakdown of five common engineering plastics used in turning: Acetal (Delrin), Nylon, PEEK, PTFE (Teflon), and Polycarbonate. Each includes key machinability traits, primary challenges, practical solutions from shop experience, and typical applications.
Acetal (Delrin / POM)
Acetal, often branded as Delrin, offers outstanding machinability among engineering plastics. It produces short, crisp chips that break easily, holds tight tolerances (±0.025 mm routinely), and delivers excellent surface finishes with minimal effort.
Key Strengths:
- Low moisture absorption (~0.2%), excellent dimensional stability.
- High stiffness and low friction, ideal for moving parts.
- Chips form cleanly, reducing tangling and tool buildup.
Primary Challenges:
- Creep under sustained load—parts deform slowly over time in high-stress applications.
- Overheating risk: Delrin decomposes above ~150–170°C, releasing formaldehyde fumes (safety hazard).
- Tight clamping can mark surfaces if jaws are too aggressive, though less severe than softer plastics.
Solutions and Best Practices:
- Use sharp carbide tools with positive rake angles and high feeds (0.3–0.5 mm/rev) to shear cleanly and evacuate heat.
- Moderate spindle speeds (400–600 SFM) prevent melting; air or mist cooling suffices.
- Clamp with moderate pressure using soft jaws or padded fixtures to avoid deformation.
- For load-bearing parts, design with safety factors to account for creep.
Aplicações típicas:
- Gears, bushings, rollers, and fittings in automotive and industrial equipment where wear resistance and precision are critical.
Nylon (PA6 / PA66)
Nylon provides excellent strength, toughness, and wear resistance, making it a go-to for dynamic components. However, its hygroscopic nature creates significant maquinagem and stability issues.
Key Strengths:
- High impact resistance and self-lubricating properties.
- Good fatigue life in bearings and wear parts.
Primary Challenges:
- High moisture absorption (up to 8% in saturation, typically 1–3% in use) causes dimensional swelling (0.5–2% change).
- Warping and distortion post-machining from moisture gradients or residual stresses.
- Stringy, long chips that tangle tools and scratch surfaces.
- Dimensional instability worsens in humid environments.
Solutions and Best Practices:
- Pre-dry stock at 80–90°C for 4–12 hours to reduce moisture below 0.2–0.5%.
- Use air cooling exclusively—avoid water-based coolants that add moisture.
- Machine in stages with rest periods (24+ hours) and controlled humidity (<50% RH).
- Peck cycles and chip breakers help manage stringy swarf; high feeds reduce heat.
- Anneal parts post-roughing if tight tolerances are needed.
Aplicações típicas:
- Bearings, wheels, rollers, and wear pads in industrial machinery where shock absorption and low friction matter.
PEEK (Unfilled and Filled Grades)
PEEK excels in demanding environments with exceptional heat resistance (up to 260°C continuous), chemical stability, and biocompatibility. Unfilled grades máquina more easily, while filled versions (glass or carbon) add stiffness but increase difficulty.
Key Strengths:
- Superior thermal and chemical resistance.
- Excellent wear and fatigue properties in high-performance parts.
Primary Challenges:
- Low thermal conductivity traps heat, risking softening or stress cracking.
- Filled grades (glass/carbon) are highly abrasive, accelerating tool wear dramatically (50–70% shorter life vs. unfilled).
- Stress cracking if tools dull or cuts are too aggressive.
- Higher cost and need for precise thermal management.
Solutions and Best Practices:
- Use PCD (polycrystalline diamond) or diamond-coated tools for filled PEEK; sharp carbide suffices for unfilled.
- Low to moderate speeds (150–300 SFM) with light feeds (0.08–0.2 mm/rev) minimize heat and wear.
- Air or CO2 cooling; avoid excessive liquids to prevent cracking.
- Anneal stock pre-maquinagem (200–220°C soak) to relieve stresses.
- Light finish passes and rigid setups prevent edge chipping.
Aplicações típicas:
- Medical implants, aerospace seals, valve seats, and high-load bearings where heat, chemicals, and precision are non-negotiable.
PTFE (Teflon)
PTFE stands out for its ultra-low friction, chemical inertness, and wide temperature range. Its softness and slipperiness, however, make it one of the trickiest plastics to turn precisely.
Key Strengths:
- Lowest coefficient of friction among solids.
- Excellent chemical and thermal resistance (up to 260°C).
Primary Challenges:
- Extreme softness leads to deformation under clamping pressure or cutting forces.
- Poor rigidity causes vibration, chatter, and difficulty holding tolerances (often ±0.1 mm limit).
- Gummy, stringy chips and material smearing if heat builds.
- Creep under load affects long-term dimensional stability.
Solutions and Best Practices:
- Use very sharp tools with positive rake; low speeds (200–400 SFM) and higher feeds to minimize dwell time.
- Freeze stock (-20°C) temporarily for added rigidity during roughing.
- Employ soft jaws, expanding collets, or custom padded fixtures to distribute clamping force evenly.
- Light cuts (0.02–0.1 mm depth) and air cooling prevent deformation and smearing.
- Design with generous clearances to accommodate creep.
Aplicações típicas:
- Seals, gaskets, insulators, and low-friction components in food processing, chemical handling, and electrical systems.
Polycarbonate (PC)
Polycarbonate delivers outstanding impact strength and optical clarity, ideal for transparent or tough parts. Its toughness helps in some ways but creates specific turning hurdles.
Key Strengths:
- High impact resistance and good transparency.
- Reasonable strength for structural components.
Primary Challenges:
- Chips tend to wrap and tangle around tools due to ductility.
- Vibration causes haze, tool marks, or rough finishes on clear surfaces.
- Heat buildup leads to melting, smearing, or stress whitening.
- Burrs form easily at exits; scratching occurs from swarf.
Solutions and Best Practices:
- Sharp, polished tools with positive rake angles promote clean shearing.
- Moderate spindle speeds with firm clamping and tailstock support to dampen vibration.
- Light finish passes (0.03–0.08 mm) and air/mist cooling prevent melting.
- Add chamfers/radii in design to reduce exit burrs.
- Secure fixturing essential—vibration clouds transparency quickly.
Aplicações típicas:
- Lenses, protective covers, housings, and enclosures in electronics, optics, and automotive where clarity and toughness are required.
These materials highlight why plastic selection drives turning success. Match the plastic to application demands, then tune tooling, parameters, and environment accordingly. Shops that document setups for each grade see repeatable results and lower scrap. For complex or tight-tolerance parts, consult with experienced plastic maquinagem providers who can offer material-specific DFM insights.
Design Tips to Beat Challenges
Good design avoids most problems.
- Add generous fillets to corners. Reduces stress.
- Keep walls at least 1-2 mm thick. Prevents flex.
- Limit hole depths to 3x diameter. Easier chip removal.
- Use standard threads. Fine ones slip in soft plastics.
- Specify realistic tolerances. Plastics move more than metals (±0.05 mm common).
Pro Tip: Always include draft angles if possible. Helps with fit and stress.
Machining Parameters That Work
Set your machine right.
- Tools: Sharp carbide or PCD. Positive rake angles cut clean.
- Speeds & Feeds: High feeds prevent heat. Moderate spindle speeds avoid centrifugal force.
- Cooling: Air blast for most. Avoid water on moisture-sensitive plastics. Flood coolant if safe.
Expert Advice: Test on scrap first. Adjust based on your setup.
Cost Impact of These Challenges
Problems raise costs fast.
| Challenge | Extra Cost | Why |
| Melting/Burrs | +20-50% time | Deburring, rework |
| Warping | +30-100% | Scrap parts, restarts |
| Poor chips | +10-30% | Tool damage, stops |
| Wrong material | Elevado | Full redesign |
Batch orders cut per-part costs. Good planning saves 30-50%.
How to Choose a CNC Turning Service for Plastic Parts
Selecting the right Serviço de torneamento CNC for plastic components requires more than just comparing prices or lead times. Plastics demand specialized handling due to heat sensitivity, moisture issues, low rigidity, and material-specific behaviors that metals don’t exhibit. A general metal-focused shop can produce plastic parts, but results often suffer from melting, warping, poor finishes, contamination from metal residues on tools/fixtures, or inconsistent tolerances. In 2026, with growing demand for lightweight, corrosion-resistant parts in regulated sectors, the best providers stand out through dedicated processes, material expertise, and proactive engineering support.
Key Criteria for Evaluation
Focus on these practical factors when shortlisting and comparing services.
Proven Experience with Plastics
Ask directly for examples of past plastic turning jobs—ideally similar to yours in material, geometry, tolerance, and volume. Request photos, case studies, or references from recent projects.
A shop that routinely turns PEEK, Nylon, Delrin, PTFE, or Polycarbonate will understand nuances like annealing requirements, air-only cooling for hygroscopic materials, peck cycles for stringy chips, and staged maquinagem to control distortion.
Red flag: If they hesitate or pivot to metal examples, they likely lack depth in plastics.
Dedicated Equipment and Contamination Prevention
Confirm whether they maintain separate máquinas, tooling, or at least thorough cleaning protocols for plastics. Metal residues (from previous aluminum or steel jobs) can embed in soft plastics, cause scratching, or contaminate sensitive applications like medical or food-contact parts.
Look for:
- Plastic-dedicated lathes or segregated work cells.
- Soft jaws, collets, or custom fixtures designed for low-pressure clamping.
- PCD or sharp carbide tooling reserved for plastics (avoids buildup and dulling issues seen with general-purpose inserts).
Shops serious about plastics often advertise “cleanroom-like” or “dedicated plastic maquinagem” areas.
Quality Certifications and Standards
ISO 9001 certification remains the baseline for consistent quality management, process control, and traceability—essential for any production work.
For regulated industries:
- Medical → ISO 13485 demonstrates risk management and biocompatibility handling.
- Aerospace → AS9100 adds traceability, material certification, and stricter documentation. Certifications force documented procedures for inspection, material handling, and corrective actions, reducing variability in plastic parts where small environmental changes cause big issues.
Quoting Process and Design for Manufacturability (DFM) Feedback
Request quotes from multiple providers and evaluate response quality. Top services deliver fast (often 24–48 hours) but thorough quotes that include:
- Material recommendations or alternatives.
- Tolerance feasibility analysis.
- Suggestions to reduce cost or risk (e.g., add radii to avoid stress risers, adjust wall thickness, or stage maquinagem).
- Clear identification of potential challenges (warping in Nylon, heat in PEEK).
Strong DFM feedback shows engineering involvement early—often saving 10–30% in cost and avoiding redesign loops.
Additional Practical Checks
- Turnaround times and capacity for your volume (prototypes vs. production runs).
- Inspection capabilities (CMM, optical comparators, in-process gauging).
- Communication—responsive engineers who speak your language.
- Location and logistics if lead time or shipping matters.
In 2026, leading services excel at complex, high-performance plastics (PEEK for medical/aerospace, filled grades, tight-tolerance Delrin) while offering integrated support from design review through finishing.
Applications Across Industries
Torneamento CNC plastics delivers lightweight, non-corrosive, insulating, or low-friction components that metals struggle to match economically. Key examples include:
Aeroespacial
Lightweight PEEK seals, bushings, and valve components reduce weight while resisting high temperatures, chemicals, and wear in engines, hydraulics, and fuel systems.
Médico
Precise PEEK implants, surgical instrument housings, and biocompatible fittings offer strength, sterilization resistance, and MRI compatibility without metal artifacts.
Automóvel
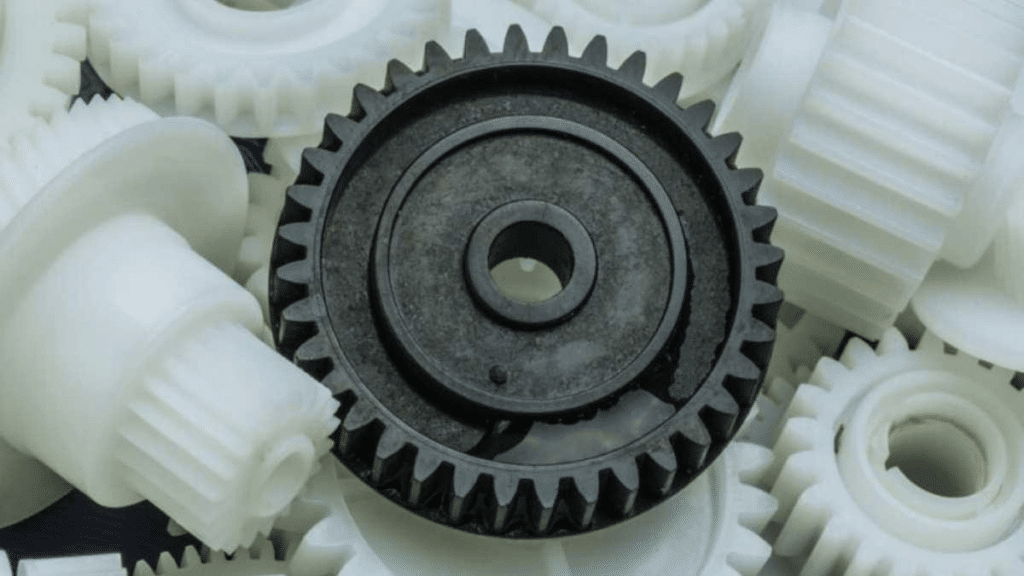
Durable Delrin gears, bushings, rollers, and fuel system components provide wear resistance, low friction, and noise reduction in EV drivetrains, transmissions, and interiors.

Eletrónica
Insulating Nylon spacers, housings, connectors, and mounts offer electrical isolation, vibration damping, and lightweight construction for circuit boards, sensors, and enclosures.
These applications cut weight, resist corrosion, eliminate conductivity risks, and often simplify assembly compared to metal alternatives.
When evaluating services, prioritize those with documented success in your target industry and material. Submit drawings early for meaningful feedback—strong partners catch issues before production starts, saving time and cost.
Step-by-Step Process to Avoid Problems in Plastic CNC Turning
Turning plastics successfully requires a disciplined, proactive approach that accounts for the material’s unique behavior. The following sequence has proven effective across production runs—from prototypes to medium-volume batches—in shops that consistently achieve low scrap and reliable tolerances. Follow these steps in order, treating each as non-negotiable until you’ve built repeatable success with a given material and part.
- Select the Right Plastic for Functional and Machining Needs
Match the material to both end-use requirements and turning realities.
- List must-have properties: strength, wear resistance, temperature range, chemical exposure, electrical insulation, weight, cost, FDA compliance, etc.
- Cross-reference against machinability: Delrin for precision and clean chips; Nylon for toughness but plan for moisture; PEEK for extreme conditions but expect tool wear; PTFE for slip but accept loose tolerances; Polycarbonate for impact and clarity but manage vibration.
- Avoid forcing a difficult material into a precision role (e.g., PTFE for ±0.02 mm) or a cheap one into a high-heat environment (e.g., Delrin above 90°C long-term). Early material choice prevents 40–60% of downstream problems.
- Design with DFM (Design for Manufacturability) Rules Specific to Plastics
Involve maquinagem expertise before finalizing CAD.
- Minimum wall thickness: 1.5–2 mm (thinner risks flex and warp).
- Internal corner radii: ≥0.5–1 mm to reduce stress concentration and tool dwell.
- Avoid deep, narrow features (grooves, pockets) that trap chips and heat.
- Add chamfers or generous lead-ins at exits to minimize burrs.
- Specify realistic tolerances (±0.05 mm typical; ±0.025 mm possible on stable grades like Delrin in controlled conditions).
- Design symmetric stock removal where possible to balance stresses. A good DFM review from an experienced turning shop can cut machining time 15–30% and scrap dramatically.
- Stress-Relieve Stock if Required
Extruded or cast plastic bar frequently contains locked-in stresses that release unevenly during maquinagem.
- Anneal Delrin, Nylon, PEEK, and Polycarbonate before roughing (typical: 100–220°C depending on grade, hold 1–4 hours, slow cool).
- Skip for small prototypes or when material certs confirm low-stress stock.
- For critical parts, anneal twice: once on raw stock, once after roughing before finish cuts. This step alone has turned 50–60% yield runs into 90%+ on thin-walled or asymmetric Nylon and PEEK components.
- Set Up Sharp Tools and Aggressive Feed Rates
Heat is the enemy—remove material quickly before it builds.
- Use fresh, sharp carbide inserts (C2 grade) or PCD for filled PEEK; positive rake 10–20°.
- Run high feed rates: 0.2–0.5 mm/rev for Delrin/Nylon/PC; 0.08–0.2 mm/rev for PEEK/PTFE.
- Moderate spindle speeds to avoid centrifugal issues and excessive friction (200–600 SFM range).
- Light finish depth (0.03–0.08 mm) with polished edges for best surface. Dull tools are the #1 cause of melting and poor finish—change inserts proactively.
- Use Proper Cooling and Chip Evacuation
Cooling strategy must match material sensitivity.
- Air blast (shop air or compressed) is safest and most universal—clears chips and cools without adding moisture.
- Mist (minimal quantity) acceptable for Delrin, PEEK, PC if ventilation is good.
- Avoid flood coolant on Nylon (swells), PTFE (contamination risk), or medical/food-grade parts.
- For severe chip tangling: peck cycles every 5–10 mm axial travel + high-pressure air.
- Static control (ionizing bars) helps on dry, non-conductive plastics. Wrong cooling has ruined entire Nylon batches—air-only is the conservative default.
- Machine in Stages with Rest Periods Between Rough and Finish
Allow stresses to relax and dimensions to stabilize.
- Rough turn to leave 0.5–1 mm stock on diameter.
- Rest 24–48 hours (longer for Nylon in humid conditions) in controlled environment.
- Semi-finish if needed, rest again if tolerances are tight.
- Final light finish pass (0.03–0.1 mm depth) with sharp tool.
- Measure after full cool-down in the same temperature/humidity as end use. Staged maquinagem is the single biggest contributor to holding tolerances on warp-prone parts.
- Inspect in the Same Environmental Conditions as End-Use
Plastics move with temperature and humidity—measure where it matters.
- Use temperature-controlled inspection area (ideally 20°C ±2°C, 45–55% RH).
- Allow parts to stabilize 24 hours after final cut before final inspection.
- Use non-contact methods (optical, CMM touch probe with low force) when possible to avoid deflection.
- Document conditions at time of measurement for traceability. Parts that pass on a hot shop floor but fail in an air-conditioned assembly area are common—match environments.
Quick Checklist Before Starting Any Plastic Turning Job
- Are the tools sharp and correctly geometried for this plastic?
- Are feed rates high enough to evacuate heat quickly?
- Is chip control effective (peck cycles, air blast, chip breakers)?
- Is clamping stable yet gentle enough to avoid deformation?
- Are tolerances realistic for the material and environment?
- Has stock been annealed/stress-relieved if needed?
- Is cooling appropriate (air primary, no water on hygroscopic grades)?
- Will machining be staged with rest periods?
- Will inspection occur in controlled, end-use-like conditions?
Principais conclusões
- Heat causes melting—use fast feeds and razor-sharp tools to remove material before it softens.
- Warping comes from residual stress and uneven cooling—stress-relieve stock and máquina in stages with rest periods.
- Chips tangle and scratch—peck cycles, chip breakers, and continuous air blast control them effectively.
- Materials differ dramatically—choose based on end-use properties first, then machinability second.
- Design matters—add radii, keep walls thick, chamfer exits, and allow realistic tolerances.
- Test setups on scrap and document results—small tweaks save entire production runs.
- Choose an experienced Serviço de torneamento CNC with proven plastic expertise for complex parts or tight tolerances.
Conclusão
Plastic Torneamento CNC challenges—heat buildup, warping, stringy chips, deformation, and post-maquinagem instability—are real and persistent, but entirely manageable with the right process discipline. Sharp tools, aggressive yet controlled feeds, staged machining, appropriate cooling, environmental control, and thoughtful design turn these obstacles into routine considerations.
Start with simple parts to build confidence, document every successful setup, and scale complexity gradually. When you combine good material selection, DFM-aware design, and the step-by-step process outlined above, you achieve strong, precise, repeatable plastic turned components that deliver the weight savings, corrosion resistance, and functional advantages that metals cannot match economically.
FAQS
What are the biggest plastic CNC turning challenges?
Melting from heat, warping from stress, and stringy chips top the list. These issues arise because plastics are soft, have low thermal conductivity (0.1–0.5 W/m·K), low melting points (often 150–250°C), and high ductility compared to metals. Heat builds quickly and stays localized, causing melting or softening during cutting. Uneven stress release and environmental changes (temperature, humidity) lead to warping or distortion after machining. Ductility produces long, continuous chips that tangle instead of breaking. In 2026 production environments, these remain the most frequent causes of scrap, rework, and delayed deliveries, especially on materials like Nylon or PTFE.
How do I stop melting when turning plastics?
Increase feed rate to remove material fast before friction generates excessive heat. Use very sharp, polished tools with positive rake angles (10–20°) to shear cleanly rather than rub. Keep spindle speed moderate (typically 200–600 SFM depending on material) to limit friction while still allowing high feeds (0.2–0.5 mm/rev for Delrin/Nylon; lower for PEEK/PTFE). Apply air blast or mist cooling to dissipate heat without adding moisture. Test on scrap first—many shops find boosting feed 20–40% while dropping speed slightly eliminates melting entirely. Dull tools are the #1 culprit; change inserts proactively.
Why do plastic parts warp after turning?
Heat from cutting and mechanical stresses build up unevenly inside the material. Plastics release these residual stresses over time, or they expand/contract with temperature/humidity changes due to high coefficients of thermal expansion (5–10× metals) and hygroscopic behavior (Nylon absorbs up to 8% moisture). Thin walls, asymmetric features, or single-pass heavy cuts exacerbate uneven cooling and stress imbalance. Parts may look perfect right off the machine but bow or twist 0.1–0.5 mm later. Prevent by stress-relieving (annealing) stock before final cuts, machining in stages (rough, rest 24+ hours, finish), and maintaining controlled shop conditions (20°C ±2°C, 45–55% RH).
Which plastics are easiest to turn on CNC?
Acetal (Delrin) ranks highest for machinability—it produces short, crisp chips, holds tight tolerances (±0.025–0.05 mm easily), runs cool, and delivers excellent surface finishes with minimal special care. Some Nylons (especially stabilized grades) chip reasonably well and are durable, but require moisture management. PEEK and PTFE need more care: PEEK is abrasive (especially filled grades) and heat-sensitive; PTFE is extremely soft and deforms easily. Polycarbonate machines well for impact-resistant parts but suffers from chip wrapping and vibration haze. Ranking (easiest to hardest): Delrin > Polycarbonate > Nylon (with prep) > PEEK > PTFE.
Can I get tight tolerances in plastic turning?
Yes, but expect looser tolerances than metals due to thermal expansion, moisture effects, creep, and lower rigidity. Typical achievable tolerances: ±0.025–0.05 mm for stable materials like Delrin or unfilled PEEK in controlled conditions; ±0.05–0.1 mm common for Nylon or PTFE. Tighter (±0.01–0.025 mm) is possible on Delrin/PEEK with annealing, staged machining, climate control, and light finish passes, but costs rise significantly. Plastics move more with heat/moisture than metals, so always design realistic fits and measure/inspect in end-use-like conditions. Over-specifying tight tolerances often doubles costs without adding function.




