
Multi-eixo Torneamento CNC representa o auge da capacidade de maquinação moderna, onde a precisão encontra a complexidade em ambientes de produção de alto risco. Como engenheiro de produção sénior com mais de 25 anos de experiência em chão de fábrica, vi em primeira mão como estas máquinas transformam o material em bruto em componentes críticos que voam em jactos ou batem em dispositivos médicos. Mas não se trata apenas de glamour; trata-se das decisões mais difíceis que mantêm a produção a funcionar com tolerâncias e prazos apertados. Este guia mergulha a fundo na tecnologia, desde a mecânica fundamental até à resolução de problemas que salvam as corridas do desastre. Abordaremos as razões pelas quais os engenheiros escolhem determinadas configurações, os compromissos que enfrentam e a forma como os gestores de aprovisionamento podem tomar decisões informadas em matéria de subcontratação. No final, terá os conhecimentos necessários para avaliar processos, antecipar armadilhas e otimizar o custo e a qualidade sem necessitar de outro recurso.
O multieixo global Máquina CNC O mercado de materiais de construção de alta tecnologia situa-se em 7,04 mil milhões de dólares em 2026, com projecções para atingir 10,95 mil milhões de dólares até 2032, a uma taxa de crescimento anual de 7,54%. Este crescimento resulta da procura nos sectores aeroespacial, automóvel e médico sectores para peças que o torneamento tradicional simplesmente não consegue tratar de forma eficiente.
Fundamentos do torneamento CNC e evolução para sistemas multieixos
Torneamento CNC começa com uma peça de trabalho a rodar num eixo enquanto uma ferramenta de corte remove material para criar caraterísticas cilíndricas. Em configurações básicas, a ferramenta move-se linearmente ao longo dos eixos X e Z, moldando diâmetros, faces e ranhuras. Mas a produção real exige muitas vezes mais: furos descentrados, ranhuras angulares ou curvas compostas que requerem um controlo multidirecional simultâneo.
A evolução dos tornos de 2 eixos para os centros de torneamento-fresagem de múltiplos eixos respondeu a limitações na complexidade das peças. Os primeiros tornos CNC da década de 1970 lidavam com veios simples, mas na década de 1990, a adição de ferramentas activas e o movimento do eixo Y permitiram operações de fresagem durante o torneamento. Atualmente, as configurações de 5 eixos e posteriores integram uma capacidade de fresagem total, reduzindo as configurações de cinco ou seis para uma ou duas. Esta mudança não foi apenas tecnológica; foi impulsionada pela pressão económica. Num projeto aeroespacial que liderei em 1998, foram destruídos 15% de veios de turbina devido a erros de realinhamento em várias configurações. A mudança para uma máquina de 4 eixos reduziu esse número para menos de 2%, poupando $120.000 em materiais sozinho.
Definições dos eixos e suas funções práticas
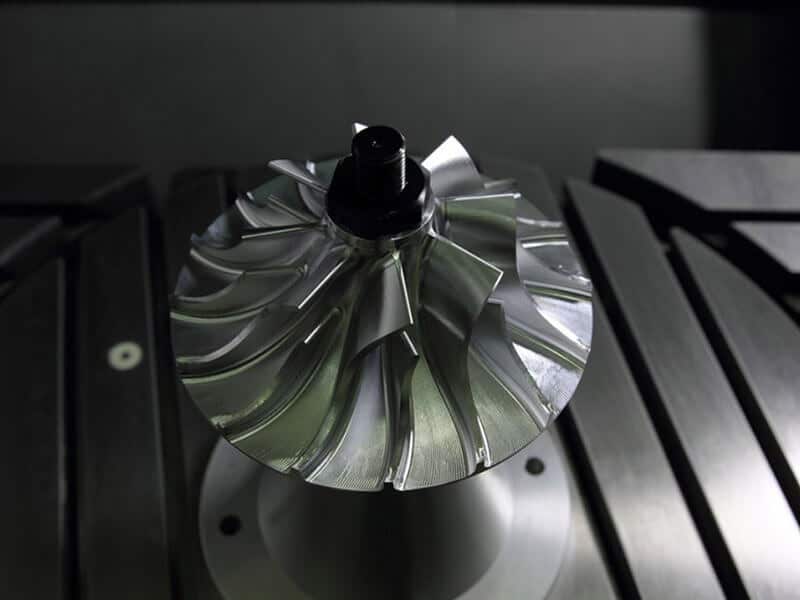
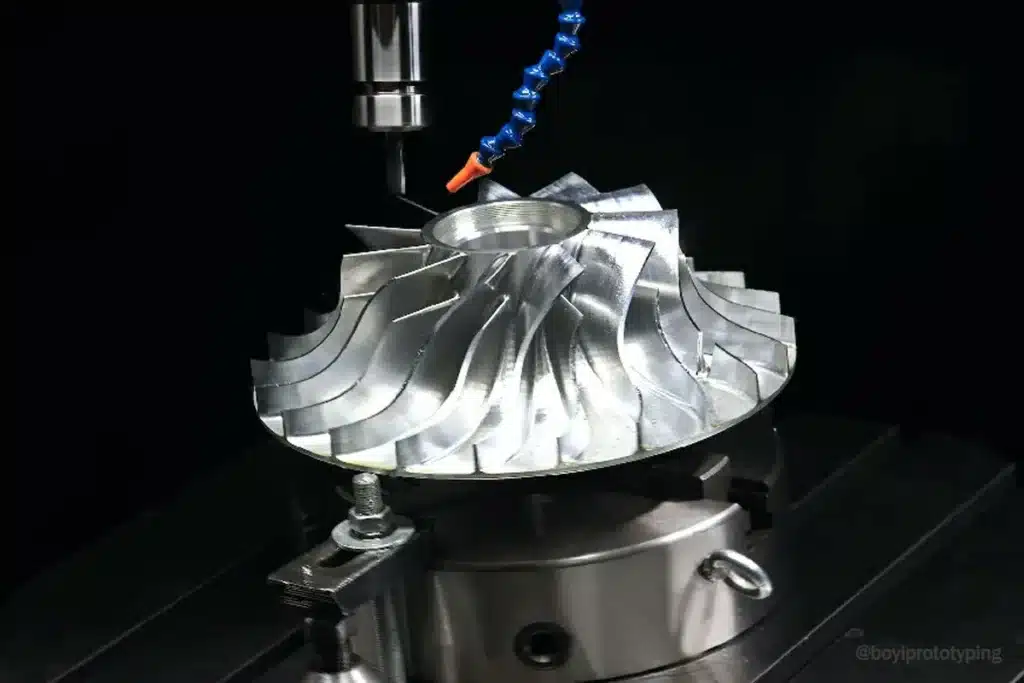
Eixos em Torneamento CNC incluem linear (X, Y, Z) e rotativo (C, A, B). X controla o movimento radial, Z axial, Y perpendicular para trabalho descentrado. C roda o fuso, enquanto A ou B inclina a ferramenta ou a peça de trabalho. Na prática, uma configuração de 3 eixos (X, Z, C) trata do contorno básico com rotação, mas a adição de Y permite a perfuração excêntrica. A configuração completa de 5 eixos (X, Y, Z, C, B) permite o contorno de superfícies complexas, como as pás do impulsor, sem reposicionamento.
Os engenheiros escolhem os eixos com base na geometria da peça. Para uma simples haste de válvula, 2 eixos são suficientes. Mas para um injetor de combustível com portas angulares, saltar o eixo Y significa reposicionamento manual, introduzindo erros de alinhamento de 0,002 polegadas que se agravam ao longo dos lotes. Medi estes desvios nas máquinas de medição por coordenadas; muitas vezes, são devidos ao desgaste do dispositivo ou à fadiga do operador.
Componentes principais da máquina e suas interações
Um torno CNC multi-eixos é composto por um fuso, um mandril ou pinça de fixação, uma torre ou um grupo de ferramentas para várias fresas e eixos servo-acionados. O sistema de controlo, frequentemente Fanuc ou Siemens, interpreta o código G. Os contra-pontos suportam peças longas, enquanto os sub-fusos permitem o trabalho posterior num só ciclo.
As interações são importantes: a rigidez do fuso afecta a vibração a 5000 RPM, afectando diretamente o acabamento da superfície. Numa produção de acessórios aeroespaciais de titânio, uma pré-carga inadequada do fuso causou um desvio de 0,005 polegadas, levando a vibrações. Diagnosticámos o problema com um relógio comparador e ajustámos os rolamentos, mas não antes de desperdiçarmos três peças em bruto. Componentes como os fusos de esferas devem manter a folga abaixo de 0,0005 polegadas; uma folga superior leva a erros de posicionamento visíveis nos relatórios de inspeção.
Mecânica pormenorizada das operações de torneamento CNC multieixos
O torneamento multieixos funciona através da sincronização da rotação do fuso com os movimentos da ferramenta em vários planos. O processo começa com a modelação CAD em software como o SolidWorks e, em seguida, a geração CAM no Mastercam ou GibbsCAM para criar percursos de ferramentas. O código é descarregado para a máquina, onde as sondas verificam a configuração.
Na execução, o eixo C bloqueia para fresagem, Y desloca-se para caraterísticas deslocadas e B inclina-se para cortes angulares. As forças de corte têm de ser equilibradas; o avanço excessivo em titânio pode desviar paredes finas em 0,001 polegadas, falhando as especificações. O fornecimento de líquido de refrigeração é crítico - os sistemas de alta pressão através da ferramenta reduzem a acumulação de calor, aumentando a vida útil da ferramenta em 30%.
Operações comuns e sua execução
Torneamento: Redução básica do diâmetro a 200-500 SFM, dependendo de material. O multieixo adiciona ferramentas activas para perfuração cruzada.
Fresagem: Com Y e C, a abertura de ranhuras ou cavidades ocorre sem descarga. Para um eixo de caixa de velocidades, isto combina o torneamento do diâmetro externo com a fresagem do rasgo de chaveta numa única bucha.
Rosqueamento: O multieixo permite a interpolação helicoidal para roscas não padronizadas, como conexões API em peças de campos petrolíferos.
Contorno: Máquinas de inclinação do eixo B com superfícies de forma livre. Em médico implantes, isto cria cones de parafuso de osso com acabamentos Ra 16.
Um cenário real: Maquinação de uma articulação protética em aço inoxidável 316. O torneamento tradicional deixou rebarbas nos furos transversais; rebarbação multi-eixo em ciclo, corte de operações secundárias por 40%.
Estratégias de ferramentas para um desempenho ótimo
As ferramentas incluem pastilhas de metal duro para desbaste, CBN para torneamento duro e PCD para não ferrosos. Os suportes devem minimizar o balanço - rácios superiores a 4:1 amplificam a vibração. Em peças de automóvel de grande volume, utilizámos sistemas modulares de troca rápida para trocar ferramentas em 30 segundos, aumentando o tempo de funcionamento.
Lógica de seleção: Para o Inconel, o baixo SFM (80-100) com pastilhas de inclinação positiva evita o endurecimento por trabalho. Escolha errada? A acumulação de arestas da ferramenta destrói a peça. Já vi operadores ignorarem a cor da limalha - limalhas azuis indicam sobreaquecimento, levando a uma falha catastrófica.
Programação de trajectórias complexas de vários eixos
O software CAM simula trajectórias para evitar colisões. Os pós-processadores adaptam o código à cinemática da máquina. Aqui, os erros danificam as ferramentas; num incidente, um limite ignorado do eixo B dobrou um suporte $2.000.
Lógica de decisão: Utilizar uma velocidade de superfície constante para um acabamento consistente, mas ajustar para alterações de diâmetro. Para bolsas profundas, as trajectórias trocoidais reduzem os picos de carga. A experiência humana conta - os programadores com tempo de oficina detectam trajectórias inviáveis que o software não vê.
Seleção de materiais e o seu impacto no torneamento multieixos
Materiais ditar parâmetros. O alumínio (6061) trabalha a 1000 SFM com uma força mínima, ideal para quadros aeroespaciais leves. O titânio (Ti-6Al-4V) requer 150 SFM, configurações rígidas para combater a elasticidade.
Compensações: As ligas exóticas, como a Hastelloy, resistem à corrosão mas desgastam as ferramentas 5x mais depressa, aumentando os custos. Em médico, A biocompatibilidade supera a maquinabilidade - o cromo-cobalto exige ferramentas de cerâmica.
Impacto real: Torneamento de aço inoxidável 17-4 PH. Tratamento térmico para H900 para obter resistência, mas maquinar no estado recozido para evitar uma dureza superior a 40 Rc, o que embota as pastilhas rapidamente. Sequência incorrecta? Peças fissuradas durante o endurecimento.
Os engenheiros testam as limalhas: Cordas longas indicam uma fraca quebra; ajustar os quebra-cavacos em conformidade.
Atingir a precisão: Tolerâncias, Fixação e Medição
As tolerâncias no torneamento multi-eixo atingem ±0,0002 polegadas para a indústria aeroespacial. A fixação utiliza mandris hidráulicos para uma repetibilidade inferior a 0,0005 polegadas TIR.
Medição: Apalpadores durante o processo, como o Renishaw, tocam as ferramentas, compensando o desgaste. As máquinas de medição por coordenadas (CMMs) pós-processo verificam as tolerâncias de posição GD&T e garantem o ajuste da montagem.
Quando está errado: Fixações soltas causam excentricidade. Numa série de pistões de motor, a ovalização de 0,001 polegadas causada pelo desgaste dos mordentes levou a fugas de óleo nos testes. Solução: Tramitação regular com indicadores.
Aplicações reais em sectores-chave
O torneamento multieixos destaca-se onde a complexidade se encontra com o volume.
Indústria aeroespacial: Estudos de casos pormenorizados e perspectivas de produção
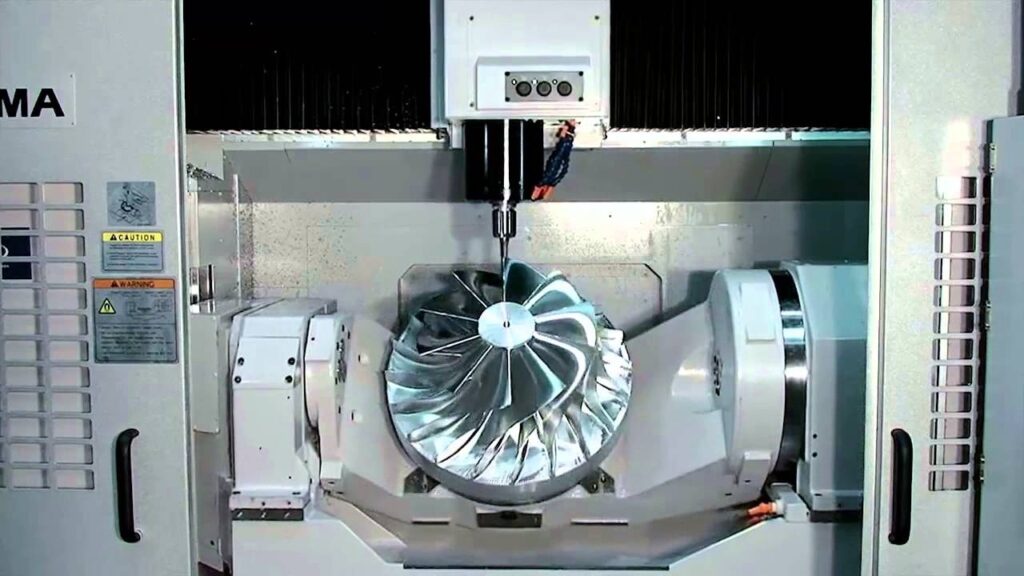
No sector aeroespacial, as lâminas das turbinas exigem contornos de aerofólio com orifícios de arrefecimento. A Boeing utiliza 5 eixos para componentes de motores, reduzindo o tempo de ciclo em 50%. Um exemplo real: Maquinação de lâminas de Inconel 718. Desbaste a 80 SFM, acabamento a 120 com líquido de refrigeração. A vibração da ressonância destruiu os primeiros lotes; amortecemos com suportes afinados.
As partes estruturais, como as anteparas, utilizam alumínio para poupar peso. A NASA utiliza 5 eixos para lâminas resistentes ao calor. Na produção, a expansão térmica tem de ser tida em conta - 0,000012 in/in/°F para o alumínio, o que significa que as oficinas são climatizadas.
Elemento humano: Os operadores monitorizam a vibração; zumbidos invulgares assinalam problemas antes da sucata.
Maquinação CNC para a indústria aeroespacial: Benefícios, aplicações e Materiais
Aplicações automóveis e médicas
Automóvel: Eixos de comando de válvulas com lóbulos e munhões. O multieixo perfura passagens de óleo em ângulos, cortando operações de 8 a 3.
Médico: Hastes da anca em titânio. Articulações esféricas de contorno em eixo B com acabamento Ra 8 para osseointegração. Um caso: A mudança para 5 eixos reduziu os defeitos 40% no estudo 2025.
Compensações no torneamento CNC multieixos
O multieixo oferece eficiência, mas com um custo.
Em comparação com os métodos tradicionais de 3 eixos ou manuais
Os 3 eixos requerem várias configurações, arriscando erros de 0,001 polegadas por rechuck. Os multieixos fazem-no num só, mas as máquinas custam $200.000+ vs $50.000 para os 3 eixos. Compensação: Para peças simples, 3 eixos são mais baratos por hora ($50-100) do que multieixos ($100-150).
Decisão: Se a geometria o permitir, os 3 eixos ganham em termos de custo; o complexo necessita de multi-eixos para a precisão.
Análise custo-benefício na produção
Vantagens: Redução da configuração em 70%, poupança de tempo de ciclo em 30%. Contras: Programadores especializados acrescentam 20% de custos de mão de obra. Para tiragens de 1000 unidades, o retorno do investimento é feito em semanas; os protótipos podem não se justificar.
Desafios comuns e resolução de problemas em ambientes de produção
Os problemas surgem devido a vibrações, programação e manutenção.
Gestão de vibrações e vibrações
A vibração deixa marcas onduladas, resultantes da deflexão ou ressonância da ferramenta. Resolução de problemas: Reduzir a saliência, aumentar a rigidez com pinças. Em titânio, reduzir a alimentação do 20% se aparecerem harmónicas.

Problemas de programação e correcções
Os erros de código G provocam goivas. Simular em CAM; verificar com execuções a seco. Comum: Ignorar a compensação da ferramenta leva a caraterísticas subdimensionadas.
Manutenção de máquinas e problemas de inatividade
Os fusos de esferas desgastados provocam folgas. As verificações mensais com interferómetros laser evitam-no. Numa oficina, a falta de lubrificação levou a uma reparação de $15.000.
Factores de custo e considerações económicas
Os custos incluem o tempo de máquina ($100-200/hora), materiais (titânio $50/lb), ferramentas ($0,50-5/peça). A complexidade acrescenta um prémio de 50%. Descontos por volume: 1000 unidades descem por peça 40%.
Tomada de decisões para a subcontratação de serviços de torneamento multieixos
Decidir se deve manter os eixos múltiplos Torneamento CNC A escolha entre a produção interna ou externa resume-se a um cálculo frio do compromisso de capital, do risco operacional, da utilização da capacidade e das prioridades estratégicas. As máquinas multieixos - especialmente as máquinas de tornear de 5 eixos com ferramentas activas, eixos Y/B e subeixos - representam um CapEx pesado: $200.000-$800.000+ por unidade em 2026, mais $10.000-$30.000 de manutenção anual, prémios de mão de obra especializada e despesas gerais de programação. A propriedade interna permite um controlo total sobre a programação, a proteção da propriedade intelectual e as iterações rápidas, mas imobiliza dinheiro e exige um volume consistente para justificar o investimento. A subcontratação transfere esse ónus para um custo variável (pagamento por peça ou por hora), proporcionando acesso a equipamento avançado sem o impacto da depreciação ou do tempo de inatividade.
De acordo com a experiência de chão-de-fábrica, a contratação interna faz sentido quando as horas de máquina anuais excedem um limiar claro de equilíbrio. Para o trabalho básico de 3 eixos, esse limiar situa-se frequentemente em torno das 1.500-2.000 horas produtivas por ano; para os multi-eixos (taxas de subcontratação horárias mais elevadas de $100-$250), desce para 800-1.200 horas devido ao diferencial de prémios. Abaixo destes níveis, as máquinas ficam demasiado paradas - a utilização desce abaixo dos 60-70%, transformando os custos fixos em despesas gerais puras. Uma utilização elevada (objetivo de 75-85% nas oficinas de precisão) amortiza rapidamente o investimento; uma utilização baixa favorece a externalização para evitar pagar pela capacidade não utilizada.
Os principais factores que desencadeiam a externalização incluem:
- Volumes baixos ou variáveis: Protótipos, tiragens inferiores a 50-200 peças ou trabalhos esporádicos em que a amortização da configuração é um fator económico.
- Picos de carga ou picos sazonais: Reduzir a capacidade sem contratar ou acrescentar turnos.
- Falta de conhecimentos especializados: Não há programadores internos fluentes em trajectórias multi-eixo com consciência cinemática, prevenção de colisões ou material exótico parâmetros.
- Necessidade de capacidades exóticas: Contorno simultâneo completo de 5 eixos, refrigeração de alta pressão através da ferramenta ou retrocesso do sub-fuso que a sua frota atual não possui.
- Restrições de capital: Preservar o dinheiro para I&D, vendas ou outras prioridades, em vez de o imobilizar em activos depreciáveis.
Exemplos reais do ponto de equilíbrio mostram a matemática. Uma fresadora de 5 eixos de gama média por $400.000 depreciados ao longo de 7-10 anos, mais $60.000-$80.000 de mão de obra/gastos gerais anuais, necessita de cerca de 1.000-1.200 horas/ano facturáveis para igualar a subcontratação a $150/hora. Para uma peça cotada a $180 em regime de outsourcing, mas que custa $140 em regime interno com elevada utilização, as poupanças aumentam rapidamente acima das 100-200 unidades. Abaixo disso, a terceirização ganha - especialmente se a depuração do primeiro artigo ou as revisões de programação inflacionarem os custos internos. Numa produção de acessórios para a indústria aeroespacial, a subcontratação tratou de lotes de 80 peças de forma fiável, enquanto a empresa interna se debatia com a largura de banda do programador, o que levou a atrasos nas entregas.
A utilização é a maior alavanca. As oficinas que monitorizam a OEE (Overall Equipment Effectiveness - Eficácia Global do Equipamento) encontram frequentemente tempo produtivo real muito abaixo das horas programadas devido a configurações, manutenção e mudanças. Se a utilização de múltiplos eixos for consistentemente inferior a 60%, a subcontratação liberta capital e reduz o risco. Acima de 75-80%, a utilização interna começa a proporcionar custos por peça mais baixos e um melhor controlo. Monitorize-o mensalmente: horas produtivas divididas pelas horas disponíveis. Qualquer valor abaixo de 70% indica excesso de capacidade para esse ativo.
Quando subcontratar e principais métricas a avaliar
Externalizar quando os indicadores internos revelam tensão ou ineficiência. Indicadores principais:
- Utilização da máquina inferior a 60-70%: A capacidade ociosa de vários eixos desperdiça dinheiro mais rapidamente do que as máquinas mais simples.
- O prazo de entrega excede sistematicamente 4-6 semanas a nível interno: Devido a atrasos, estrangulamentos na preparação ou atrasos na programação.
- Taxas de defeito ou refugo superiores a 1-2% em peças complexas: Frequentemente devido a deslocações de pontos de referência, erros no percurso da ferramenta ou sondagem inadequada - os especialistas em outsourcing com processos maduros podem manter <0,5-1%.
- Ciclos de aprovação do primeiro artigo arrastando-se: Múltiplas revisões por tentativa e erro internas.
- Lacunas de talento: Não há programadores multieixos dedicados ou operadores qualificados em controlos Fanuc/Siemens com caraterísticas avançadas.
- Exigências de material ou de certificação: Ligas exóticas, conformidade com as normas ITAR ou rastreabilidade AS9100, o que exige recursos internos.
Acompanhar rigorosamente estes indicadores-chave de desempenho:
- Entrega atempada (OTD): Objetivo >95%; as quedas assinalam problemas de capacidade.
- Rendimento na primeira passagem: Objetivo de >98% em trabalhos repetidos.
- Custo por peça: Comparar cotações internas (incluindo mão de obra onerosa, ferramentas, depreciação) com cotações subcontratadas.
- Variação do tempo de ciclo: O multieixo deve comprimir os ciclos 25-50%; caso contrário, existem lacunas no processo.
- Percentagem de retrabalho/refugo: Qualquer coisa acima de 1-2% corrói as margens rapidamente.
Nos sectores regulamentados (aeroespacial, médico), a subcontratação a parceiros certificados reduz os encargos de conformidade, mantendo a rastreabilidade.
Seleção de um fornecedor respeitável de serviços de torneamento CNC multieixos
A escolha do parceiro certo separa as execuções sem problemas das revisões intermináveis e das fugas à qualidade. Comece com as certificações: AS9100D para a indústria aeroespacial (controlos de processo rigorosos, análise de causas, requisitos FAI), ISO 9001:2015, ISO 13485 para a indústria automóvel ou IATF 16949 para a indústria automóvel. Estas certificações indicam sistemas de qualidade documentados, e não apenas a atuação de boca em boca.
Avaliar a capacidade técnica:
- Configurações dos eixos: Verdadeiro 5 eixos simultâneos (não apenas 3+2 indexados), curso do eixo Y, sub-spindle para operações de um só golpe, refrigeração de alta pressão.
- Idade e marcas do parque de máquinas: Modelos recentes da DMG Mori, Okuma, Mazak ou Doosan com ferramentas activas e sondagem.
- Experiência em materiais: Funcionamento comprovado em titânio, Inconel, 17-4 PH ou aço inoxidável de parede fina sem distorção.
- Sondagem e inspeção: Sondas Renishaw ou Blum em ciclo, relatórios CMM, controlo SPC.
Solicite pedidos de cotação detalhados com modelos 3D completos, chamadas GD&T, projecções de volume e material certificados. Comparar em:
- Consistência na manutenção de tolerâncias: Pedir amostras de relatórios de inspeção ou estudos de capacidade (CpK >1,33 em caraterísticas críticas).
- Tempo de execução realista: 2-4 semanas típicas para protótipos; mais rápido com luzes apagadas.
- Transparência nas cotações: Os bons fornecedores simulam a sua peça em CAM, assinalam os riscos (colisões, paredes finas) e sugerem optimizações (ajustes de filetes, ajustes de estratégia de pontos de referência) para reduzir as revisões.
- Comunicação e capacidade de resposta: Respostas rápidas às perguntas, condições claras de compra.
Sinais de alerta: Orçamentos vagos sem simulação, certificações inconsistentes, historial de recibos de entrega ou relutância em partilhar documentos do processo. Visite as instalações, se possível - veja as máquinas a trabalhar com peças semelhantes, verifique a limpeza e fale com os operadores.
Um fornecedor sólido trata a sua peça como se fosse sua: efectua simulações em seco, propõe eficiências no percurso da ferramenta e fornece certificações rastreáveis sem qualquer pedido. Isto reduz as surpresas e aumenta a fiabilidade a longo prazo.
Tendências futuras no torneamento CNC multieixos
Até 2026, o torneamento multieixos integra-se profundamente com os elementos da Indústria 4.0. O CAM orientado por IA (por exemplo, GibbsCAM 2026 com CloudNC CAM Assist) automatiza a geração de percursos de ferramentas para operações de 3 eixos e 3+2, reduzindo o tempo de programação ao mesmo tempo que melhora a qualidade da superfície e reduz as iterações. Os mecanismos 3D avançados no GibbsCAM fornecem cálculos mais rápidos, inclinação multieixo mais inteligente e fluxos de trabalho de torneamento de B variável para peças complexas de torneamento-fresagem.
As máquinas híbridas aditivo-subtractivas ganham força na produção: A deposição de energia dirigida ou o leito de pó constroem formas quase líquidas com redes internas, seguidas de acabamento CNC de precisão para tolerâncias e requisitos de superfície apertados. Isto permite reduzir material (especialmente em titânio ou Inconel) e permite geometrias impossíveis apenas com a técnica subtractiva - canais de arrefecimento conformes, estruturas leves com elementos incorporados. Os sectores aeroespacial, da energia e MRO lideram a adoção.
A IoT e a manutenção preditiva tornam-se padrão: Os sensores monitorizam a vibração, a temperatura e a carga do fuso, prevendo falhas e reduzindo o tempo de inatividade não planeado 50-80%. Os gémeos digitais simulam ciclos inteiros, validando percursos virtualmente antes de o metal bater. Os sistemas autónomos ajustam os avanços/velocidades em tempo real, prolongando a vida útil e a consistência da ferramenta.
A sustentabilidade impulsiona operações energeticamente eficientes, com a IA a otimizar os cortes para minimizar o consumo de energia. O multieixo continua a ser o núcleo, mas agora aumentado por estas camadas para uma produção mais inteligente e resiliente.
Se o seu próximo projeto envolver geometrias complexas, volumes variáveis ou necessidades de conformidade apertadas, a subcontratação de uma empresa de multieixos capaz Serviço de torneamento CNC muitas vezes oferece o caminho mais rápido e de menor risco. Forneça desenhos detalhados, tolerâncias e previsões num pedido de cotação - as lojas de renome simularão a viabilidade, destacarão as optimizações e apresentarão orçamentos exactos para minimizar as revisões e as surpresas.
Conclusão
Multi-eixo Torneamento CNC não é uma ferramenta - é um ativo estratégico que exige uma compreensão desde a mecânica à economia. Da sincronização de eixos à material-Com estratégias específicas, a tecnologia permite peças que ultrapassam os limites da engenharia. Mas o sucesso depende da antecipação de desafios como a vibração ou os custos excessivos, informados por dados reais de produção. Para os OEMs e compradores, a parceria com empresas capazes de trabalhar com Serviços de torneamento CNC garante a escalabilidade sem as despesas gerais. À medida que tendências como a integração de IA se aceleram, manter-se à frente significa aplicar este conhecimento agora. Se o seu projeto envolve geometrias complexas, envie um RFQ a um fornecedor qualificado hoje mesmo para obter insights personalizados.
Perguntas frequentes
Quais são as principais vantagens do torneamento CNC multieixos em relação aos métodos de 3 eixos?
O torneamento multieixos permite uma maquinação completa numa única configuração, eliminando os erros de realinhamento que afectam as operações de 3 eixos. Isto reduz os tempos de ciclo até 50% e melhora as tolerâncias até ±0,0002 polegadas. Para geometrias complexas, como caraterísticas angulares, minimiza as mudanças de ferramenta e a intervenção humana. Na produção, isto traduz-se em taxas de refugo mais baixas e qualidade consistente em todos os lotes. Os engenheiros valorizam a versatilidade para operações híbridas de torneamento-fresagem, tornando-a essencial para as indústrias aeroespacial e peças médicas.
Como é que as propriedades do material influenciam os parâmetros de torneamento multi-eixo?
Materiais duros como o titânio requerem velocidades mais baixas (150 SFM) e ferramentas de inclinação positiva para evitar o endurecimento do trabalho e a formação de arestas. Os alumínios mais macios permitem avanços mais elevados, mas exigem uma fixação rígida para evitar a deflexão. A condutividade térmica afecta a escolha do líquido de arrefecimento - água para os aços, névoa para as ligas. Parâmetros errados conduzem a maus acabamentos ou a falhas da ferramenta; teste sempre com amostras. Na prática, ajuste com base na formação de aparas: aparas fibrosas indicam calor excessivo.
Que passos comuns de resolução de problemas abordam a vibração em operações multieixos?
Primeiro, verifique o balanço da ferramenta - mantenha uma relação de diâmetro inferior a 4:1. Aumente a velocidade do fuso ou reduza o avanço para alterar os harmónicos. Utilize suportes amortecidos ou altere a geometria da pastilha para uma melhor estabilidade. Verifique a rigidez da fixação; os mandris soltos amplificam as vibrações. Se persistirem, analise com acelerómetros para identificar as frequências de ressonância e reajuste. De acordo com a experiência da oficina, 80% de vibrações são atribuídas a componentes desgastados, como rolamentos.
Quando é que um engenheiro deve considerar a possibilidade de subcontratar o torneamento CNC multieixos?
Subcontratar quando a capacidade interna é inferior à utilização de 60% ou carece de configurações de eixo específicas. Para protótipos ou volumes baixos (inferiores a 500), evita a imobilização de capital em máquinas que custam mais de $200.000. Os fornecedores oferecem experiência em materiais exóticos, reduzindo o risco. Avaliar com base nos prazos de entrega, certificações como a ISO 13485 para a área médica e capacidade de lidar com tolerâncias apertadas. O processo de RFQ revela as verdadeiras capacidades através de amostras de peças.
Que compromissos existem entre custo e precisão no torneamento multi-eixo?
Uma maior precisão exige avanços mais lentos e ferramentas de qualidade superior, aumentando os custos horários de $100 para $150. O multieixo reduz as configurações, mas requer uma programação especializada, acrescentando 15-20% à mão de obra. Para volumes elevados, a eficiência compensa; as tiragens baixas favorecem métodos mais simples. Equilíbrio através da otimização dos desenhos - evitar cortes inferiores desnecessários. Nas decisões, calcular o custo total: o desperdício de material resultante de erros excede frequentemente os prémios das máquinas.




