Introducción
Since your query seems to refer to describing something “in depth” (assuming “depply” is a typo for “deeply” or “depth”), and based on our recent conversation about Torneado CNC defects, I’ll provide a more detailed, in-depth breakdown here. If this isn’t what you meant, feel free to clarify! I’ll build on the blog post I created earlier, diving deeper into causes, effects, solutions, and real-world implications for industries like aerospace, automotive, and médico. This goes beyond the basics, including technical insights, case studies, and advanced prevention strategies.
Understanding CNC Turning and Why Defects Matter
Torneado CNC is a subtractive manufacturing process where a workpiece rotates on a lathe while cutting tools remove material to create cylindrical parts. It’s precise, efficient, and widely used for components like shafts, bushings, and fittings. However, defects can arise from mechanical, material, or operational factors, leading to part failure, increased costs, and safety risks.
In depth, defects aren’t just cosmetic—they impact functionality. For instance, in aerospace, a defective turbine shaft could cause engine imbalance, leading to catastrophic failure. A 2023 study by the Manufacturing Institute reported that mecanizado defects account for 25% of production waste in U.S. facilities, costing billions annually. Addressing them requires a holistic approach: analyzing root causes, implementing controls, and leveraging expert CNC turning services.
1. Poor Surface Finish: Beyond the Rough Spots
A poor surface finish manifests as roughness, scratches, or uneven texture on the turned part. In depth, this defect stems from micro-level interactions between the tool and workpiece.
Root Causes Explored:
The provided text lists four major root causes of poor surface finish (high surface roughness, visible marks, gouges, waves, or irregularities) in machining processes como girando, fresado, or similar operations. Below, I’ll explain each one in depth, including the underlying physical mechanisms, typical symptoms, why they occur, and real-world examples.
1. Tool Wear and Geometry
As a cutting tool (e.g., insert, end mill, or single-point tool) progressively wears during use, its cutting edge geometry changes dramatically — and this directly degrades the quality of the machined surface.
- Mechanisms:
- Fresh sharp edge → clean shearing of material → smooth surface with feed marks only from the tool nose radius and feed rate.
- Wear types: flank wear (on the clearance face), crater wear (on the rake face), chipping/micro-chipping, or notch wear.
- Worn edge becomes rounded/blunt → ploughing/rubbing instead of clean cutting → plastic deformation, smearing, or tearing of the workpiece surface.
- Chipped or uneven edges create inconsistent cutting → random scratches, tear-outs, or built-up material deposits.
- Typical effects on surface:
- Increased Ra (average roughness) values.
- Irregular tear marks, especially in ductile materials.
- Poor dimensional control due to altered effective cutting geometry.
- Ejemplo:
- In aluminum turning with a carbide insert, a chipped edge drags and tears the soft metal → visible tear-out marks or fuzzy appearance instead of a mirror-like finish.
- In harder materiales (e.g., hardened steel or titanium), flank wear causes rubbing → heat buildup and glazing or burnished (but rough) surfaces.
Tool wear is cumulative: surface finish often starts acceptable but degrades steadily until the tool is indexed/replaced. Monitoring flank wear (VB) is a standard way to predict when finish will suffer.
2. Vibration and Chatter
Vibration — especially self-excited chatter — is one of the most visible and destructive causes of poor surface finish, producing characteristic periodic or wave-like patterns.
- Mechanisms:
- Regenerative chatter (most common): Tool leaves a wavy surface → next pass (or next tooth in fresado) cuts variable chip thickness → force variation → amplified vibration at the system’s natural frequency → growing waves.
- Forced vibration: From máquina imbalances, spindle runout, or external sources.
- Resonance: When cutting frequency or harmonics match the natural frequency of tool, holder, spindle, or workpiece.
- High spindle speeds (e.g., >2000 RPM in turning or high-speed fresado) increase risk because small disturbances get amplified quickly.
- Typical effects on surface:
- Regular, repeating waves/ripples (often 0.1–1 mm wavelength).
- “Chatter marks” — visible bands or washboard patterns.
- In severe cases: deep grooves, tool marks, or even tool breakage.
- Ejemplo:
- Long slender end mill in deep pocket fresado → deflection + regenerative effect → audible squealing + wavy surface in feed direction or step-over.
- In turning a long unsupported shaft at high RPM → harmonics excite bending modes → periodic diametral variations and surface waves.
Chatter is dynamic instability; reducing it often requires changing speed/feed, shortening overhang, improving rigidity, or using variable-pitch tools.
3. Coolant and Lubrication Issues
Improper coolant application (or none) disrupts the cutting zone thermodynamics and tribology, often leading to one of the classic defects: built-up edge (BUE).
- Mechanisms:
- High friction/heat at low speeds or with poor lubrication → workpiece material welds to the tool tip (pressure + temperature + affinity).
- BUE grows → alters effective rake angle and edge sharpness → unstable cutting (BUE periodically breaks off and re-forms).
- Insufficient coolant fails to remove heat/chips → elevated temperatures promote adhesion.
- In some cases, too much coolant or wrong type can cause thermal shocking or inadequate lubrication.
- Typical effects on surface:
- Gouges, scratches, or smeared patches where BUE particles weld to or drag across the workpiece.
- Variable roughness (good in some spots, terrible in others).
- In aluminum or low-carbon steels → classic “pressure-welded lumps” that tear out chunks.
- Ejemplo:
- Dry or mist turning of 6061 aluminum at moderate speed → BUE forms rapidly → tool drags material → deep gouges and rough, pitted appearance.
- Titanio mecanizado with poor high-pressure coolant → heat concentrates → severe BUE or galling.
Solutions include higher speeds (to reduce BUE tendency), sharper positive-rake tools, better coolant (high-pressure through-tool), or even dry mecanizado with specialized coatings in some cases.
4. Material Properties
The workpiece material itself dictates how “forgiving” it is during cutting — poor finish often stems from inherent behavior under shear.
- Mechanisms:
- Soft/ductile materials (aluminum, copper, many plastics, low-carbon steels): Large plastic deformation zone → side flow, smearing, or tearing instead of clean fracture → burrs/tear-outs.
- Hard/tough materials (titanium, Inconel, hardened steels): High cutting forces + low thermal conductivity → intense localized heat → thermal softening, work hardening, or white-layer formation.
- Some alloys promote BUE (e.g., soft gummy metals) or segmentation (e.g., hard materiales with adiabatic shear).
- Inhomogeneities (castings with scale, inclusions, or heat-treated variations) cause inconsistent cutting.
- Typical effects on surface:
- Plastics/rubbery materiales → poor finish from elastic recovery or melting/smearing.
- Titanium/Inconel → heat-induced glazing, cracking, or rough thermal-affected zones.
- Ductile metals → “built-up” or torn appearance.
- Ejemplo:
- Machining Delrin or ABS plastic → soft deformation → fuzzy, poor finish unless using very sharp tools and low feeds.
- Titanium alloy at high feed → excessive heat → surface oxidation, alpha-case, or rough microcracked layer.
Material choice often forces trade-offs: softer = easier cutting but worse finish potential; harder = better finish possible but requires rigid setup and sharp tools.
Summary Table of Root Causes
| Cause | Primary Mechanism | Typical Surface Defect | Most Affected Materials | Common Fixes |
| Tool Wear & Geometry | Blunt/chipped edge → ploughing | Tear marks, increased Ra | All, worse in ductile/hard | Frequent indexing, sharper tools |
| Vibration/Chatter | Regenerative/self-excited waves | Periodic waves, chatter marks | Long tools, thin walls | Rigidity ↑, speed/feed tuning |
| Coolant/Lube Issues | BUE from adhesion/friction | Gouges, smearing, deposits | Aluminum, soft steels | Better coolant, higher speed |
| Propiedades de los materiales | Deformation/heat/adhesion behavior | Tearing, smearing, thermal marks | Soft ductile, hard alloys | Adjust parameters per material |
These four factors often interact (e.g., worn tool → more heat → worse BUE → more vibration). In practice, diagnosing poor finish usually starts with checking tool condition → rigidity/vibration → parameters/coolant → material-specific tweaks.
Effects in Real Scenarios:
- In automotive CNC services, rough piston rods increase friction, reducing engine efficiency by up to 5%.
- Médico implants with poor finishes can harbor bacteria, raising infection risks— a concern highlighted in FDA recalls.
Advanced Solutions and Prevention:
Torneado CNC is an essential manufacturing process for producing cylindrical parts with tight tolerances. To achieve optimal performance and improve the quality of turned parts, various advanced techniques and tools can be employed. Below is a deeper look into some strategies that enhance precisión y efficiency in CNC turning operations:
1. Real-Time Feed Monitoring with Adaptive Control Software
Adaptive control software is a sophisticated tool that monitors the machining process in real time and automatically adjusts the feed rate y cutting conditions based on the current state of the operation. This technology is particularly beneficial in Torneado CNC, as it allows the máquina a respond dynamically to changes in cutting forces, tool wear, and material properties. Here’s how it helps:
- Maintains optimal cutting conditions: Adaptive control ensures that the feed rate is adjusted to match the cutting conditions, maintaining efficient material removal while avoiding excessive tool wear or heat buildup.
- Improves consistency: By continuously monitoring the mecanizado process, the software can adjust the feed to compensate for variations in the workpiece material, tool condition, or even changes in environmental factors like temperature.
- Reduces cycle time: By optimizing the cutting conditions in real time, adaptive control can help reduce mecanizado time without sacrificing part quality, increasing overall productivity.
By automatically adjusting feeds during the turning process, adaptive control software helps maintain consistent part quality, minimizes tool wear, and improves mecanizado efficiency.
2. Surface Roughness (Ra) Measurement for Precision Parts
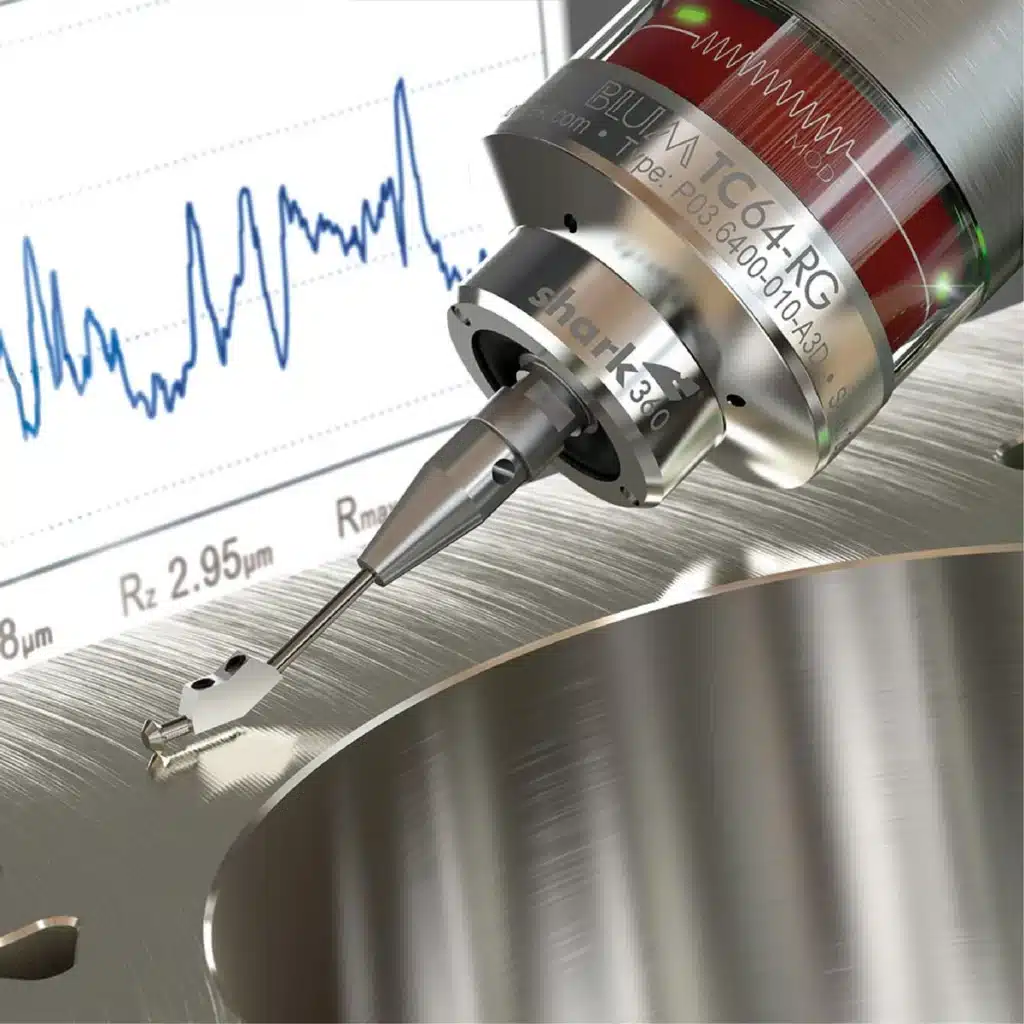
In precision mecanizado, achieving the desired surface finish is often just as important as meeting dimensional tolerances. Ra (Roughness Average) is a key metric used to quantify the surface finish of a turned part. It measures the average height of surface irregularities over a defined length, providing a reliable measure of smoothness.
- Target Ra values for precision parts: For high-precision turned parts, especially those used in industries like aeroespacial o productos sanitarios, an Ra value of 0.8-1.6 µm is typically desired. This level of surface finish ensures that the part has minimal roughness, contributing to better functionality, aesthetic appealy longer-lasting performance.
- Post-turning Ra measurement: After turning, Ra measurements are typically taken using specialized surface profilometers or 3D scanning tools to ensure that the desired surface quality is achieved. If the Ra value is out of specification, adjustments to the cutting parameters (e.g., feed rate, cutting speed) or the tool material may be necessary.
Achieving the right Ra value can significantly enhance part functionality (e.g., reducing friction in moving parts), fit (for tighter tolerances), and aesthetic quality (for parts that will be visible or coated). Surface roughness plays an essential role in part performance, especially when dealing with critical applications.
3. Pro Tip: Polycrystalline Diamond (PCD) Tools for Non-Ferrous Materials
When mecanizado non-ferrous materiales (such as aluminio, latóny cobre), tool choice is a critical factor in achieving both extended tool life y superior surface finish. Polycrystalline Diamond (PCD) tools offer significant advantages when mecanizado these materials.
- Longer tool life: PCD tools can last up to 10 times longer than conventional carbide tools when cutting non-ferrous materiales. This is due to the extremely hard and wear-resistant nature of diamond, which reduces the need for frequent tool changes and extends cutting tool life.
- Improved surface finish: The sharpness and wear resistance of PCD tools ensure smooth cuts with minimal friction, resulting in better surface finishes. This is particularly important for industries where a smooth finish is critical for aesthetic quality o functional performance (e.g., in aerospace and automotive parts).
- Higher cutting speeds: PCD tools allow for faster cutting speeds, which can increase productivity while maintaining high-quality results. The tool’s durability and wear resistance enable faster material removal rates without sacrificing precision.
Using PCD tools can reduce both tooling costs y downtime due to fewer tool replacements, making it an excellent investment for shops that frequently work with non-ferrous materiales.
4. Case Study: Vibration-Dampening Toolholders Reduce Surface Defects by 40%
In Mecanizado CNC, vibrations during cutting are a major cause of poor surface finishes and dimensional inaccuracies. Excessive vibration can lead to tool chatter, which creates irregularities on the surface of the part and reduces part quality. One solution to this problem is the use of vibration-dampening toolholders.
A case study from a Boeing supplier demonstrated the significant impact of vibration-dampening toolholders. By integrating this technology, the supplier achieved a 40% reduction in surface defects. Here’s how vibration-dampening toolholders help:
- Absorb and reduce vibrations: These toolholders are designed to dampen vibrations during the proceso de mecanizado, allowing for smoother cutting and reducing the occurrence of tool chatter.
- Improve surface quality: By minimizing vibrations, toolholders help maintain better surface finish quality, which is essential for parts that need tight tolerances and smooth surfaces (e.g., parts for aerospace applications).
- Enhanced tool life: Vibration-dampening toolholders reduce the stress on the cutting tool, which in turn reduces tool wear and extends the tool’s usable life.
Integrating vibration-dampening technology is particularly beneficial in high-precision turning operations, where maintaining a flawless surface finish is paramount. This approach improves part quality, reduces waste, and enhances overall mecanizado efficiency.
2. Dimensional Inaccuracies: The Precision Killer
This defect occurs when parts deviate from specified dimensions, often by microns, making assembly impossible.
Deep Dive into Causes:
In Mecanizado CNC, various factors can impact the precisión of the final part. These include:
1. Thermal Expansion:
- During the machining process, heat generated from cutting can cause the workpiece to expand. For instance, a 100°C increase in temperature could elongate materiales como acero by 0.1%. This thermal expansion can alter the dimensions of the part, especially in tight-tolerance applications. As the material expands, it may move out of alignment, leading to inaccurate cuts.
2. Tool Deflection:
- Tool deflection occurs when the cutting tool bends or deforms under the force of cutting, leading to inaccuracies. This is particularly problematic in deep boring operations, where the tool length is substantial and the cutting force becomes more concentrated. The resulting deflection can cause a skewed diameter or uneven surfaces, impacting the quality of the final part.
3. Machine Calibration Drift:
- Over time, the ball screws and other mechanical components in Máquinas CNC can wear, causing slight misalignments. This backlash (which can be up to 0,05 mm) introduces small errors in the movement of the machine’s axes, reducing the accuracy of cuts. Regular maintenance and calibration are crucial to prevent this issue and maintain precision.
4. Programming Errors:
- Programming errors in G-code can lead to serious issues in mecanizado accuracy. Mistakes like incorrect compensation or wrong tool paths can compound errors throughout the mecanizado process. Even a small programming mistake can lead to misalignment, affecting part dimensions, surface finishes, and overall part quality.
Industry Impacts:
- In aerospace, inaccurate landing gear pins can cause alignment failures, as seen in a 2024 Airbus incident investigation.
- Automoción Servicios CNC face recalls; Ford reported $200 million in losses from dimensional errors in 2022.
In-Depth Fixes:
- Employ in-process gauging with laser sensors for real-time corrections.
- Use finite element analysis (FEA) simulations pre-production to predict distortions.
- Expert Advice: Maintain shop temperatures at 20°C ±2° to minimize expansion—standard in ISO-certified facilities.
- Prevention Framework:
- Calibrate machines monthly.
- Use compensated tooling.
- Inspect with CMM (coordinate measuring máquinas) for 99.9% accuracy.
3. Chatter Marks: The Vibrational Nightmare
Chatter appears as wavy patterns, resulting from self-excited vibrations in the system.
Detailed Causes:
- Dynamic Instability: When cutting frequency matches the machine’s natural frequency, resonance occurs.
- Workpiece Slenderness: Long, thin parts (L/D ratio >4) flex easily.
- Tool Overhang: Extended tools act like cantilevers, amplifying vibes.
- Spindle Speed Mismatch: High RPM without optimization leads to instability lobes.
Consequences Explored:
- Weakens part strength; in medical CNC services, chattered orthopedic screws can fracture under load.
- Increases noise and tool wear, shortening máquina life by 20-30%.
Comprehensive Solutions:
- Use stability lobe diagrams to select optimal speeds—software like Machining Advisor Pro can generate these.
- Add dampers or use tuned mass toolholders.
- Case Study: An automotive manufacturer cut chatter by 60% on axle production by adopting variable pitch tools.
4. Burrs and Sharp Edges: Hidden Hazards – In-Depth Exploration
Burrs are unwanted protrusions or raised edges formed during the material shearing process in Torneado CNC. They occur when the cutting tool deforms the material plastically instead of cleanly shearing it away. These tiny, sharp edges may seem minor, but they pose serious risks in precision industries.
In Torneado CNC, burrs commonly form at the exit side of the cut (where the tool leaves the workpiece) or along edges due to material flow. They can be microscopic (under 0.1 mm) or larger, but even small ones cause major issues.
Types of Burrs in CNC Turning
Understanding burr types helps in targeted prevention and removal:
- Exit Burrs (also called Rollover Burrs): The most common in turning.
- As the tool exits the material, the last bit of material bends over instead of breaking off cleanly. This creates a curled, rolled-over edge.
- Why it happens: Ductile materiales (like aluminum, mild steel, or copper) flow plastically under pressure. Thicker chips or higher feeds make it worse.
- Poisson Burrs: Formed on the entrance side of the cut.
- When the tool first contacts the workpiece, downward force causes lateral bulging (Poisson’s effect). This creates thin, flange-like projections perpendicular to the feed direction.
- Why it happens: High compressive stress stretches the material sideways. Common in softer metals or plastics.
- Tear Burrs: Occur when material tears rather than shears cleanly.
- This results in ragged, irregular edges.
- Why it happens: Dull tools, improper rake angles, or high cutting forces cause tearing instead of smooth cutting.
- Cut-Off Burrs (or Breakoff Burrs): Appear during parting operations.
- When severing the part from the bar, uneven shearing leaves sharp protrusions.
- Why it happens: Inadequate support or wrong tool geometry during cutoff.
Real-World Effects and Consequences
Burrs aren’t just cosmetic—they cause functional failures, safety hazards, and costly recalls:
- Electronics Industry: Burrs on connectors or housings cause short circuits or poor contact. In 2023, a major Samsung supplier faced production delays due to burrs on machined aluminum enclosures, leading to assembly line halts and rework costs.
- Productos sanitarios: Burrs on implants (e.g., orthopedic screws) or surgical tools create sharp edges that damage tissue or harbor bacteria. FDA recalls have cited burr-related issues in 2023–2024, risking infections and patient safety.
- Aeroespacial: Burrs in turbine blades, landing gear, or fuel fittings cause fatigue cracks or debris in engines. A 2024 Airbus investigation linked burrs in drilled holes to alignment failures. In critical parts, burrs increase maintenance costs by up to 30%.
- Automoción: Burrs on fittings lead to leaks in hydraulic systems or poor sealing in engine components.
Overall, burrs increase rework time (up to 30% of manufacturing costs in aerospace) and raise scrap rates.
Advanced Mitigation and Removal Techniques
Prevention is better than cure, but when burrs form, use these advanced methods:
- Optimize Tool Geometry: Use positive rake angles (5–15°) for clean shearing. Sharp, coated tools (e.g., TiAlN) reduce adhesion and burr size.
- Cryogenic Cooling: Freeze the workpiece with liquid nitrogen to make burrs brittle. Burrs then shatter easily during light tumbling or blasting.
- Ideal for plastics and soft metals—reduces burrs by 50–70% in micro-mecanizado.
- Electrochemical Deburring (ECD): Uses electrolysis to dissolve burrs selectively. The part acts as the anode in an electrolyte bath.
- Perfect for internal features or hard metals—removes burrs in seconds without affecting the main surface.
- Other Methods:
- Vibratory/Tumbling: For batch processing.
- Abrasive Flow Machining: For complex internal burrs.
- Thermal Energy Method (TEM): Burns off burrs with controlled explosions (used in fluid power manifolds).
Pro Tip: Combine methods—cryogenic for brittle burrs, then ECD for precision.
Additional Defects in Depth
- Taper Errors: The part becomes conical instead of cylindrical.
- Causes: Tailstock misalignment, tool deflection, or thermal expansion (e.g., heat makes the workpiece grow 0.1% at 100°C).
- Solutions: Align with dial indicators (target <0.01 mm/m), use steady rests for long parts, and control shop temperature.
- Prevention: Regular calibration and compensated programming.
- Out-of-Roundness (Ovality): The part isn’t perfectly circular.
- Causes: Uneven chuck pressure, spindle runout, vibrations, or material stress release after parting.
- Solutions: Use soft jaws or 6-jaw chucks, balance loads, and add supports.
- Prevention: Check chuck runout, use stress-relieved material, and test with roundness gauges.
- Overheating and Burn Marks: Dark spots or metallurgical changes on the surface.
- Causes: Insufficient coolant, high speeds, or dull tools causing friction.
- Effects: Softens material, reduces hardness, or causes cracks.
- Monitoring: Use IR cameras to detect hot spots in real-time (e.g., bearings or tool tips).
- Solutions: Flood coolant, lower speeds, and sharpen tools.
- Thread Defects: Rough, incorrect pitch, or poor fit.
- Causes: Desynchronization between spindle and feed, wrong tool pitch, or backlash.
- Solutions: Use thread mills for precision, check encoder signals, and gauge threads often.
- Prevention: Simulate in CAM software and use rigid setups.
Prevention Strategies: A Holistic Approach
To minimize defects in CNC turning:
- Selección de materiales: Choose stable alloys with low thermal conductivity (e.g., stress-relieved 6061 aluminum) to reduce expansion and warping.
- Machine Maintenance: Follow preventive schedules—lubricate ways weekly, calibrate spindles monthly, and monitor vibration.
- Formación de operadores: Certify in GD&T (Geometric Dimensioning and Tolerancing) to ensure proper tolerances and feature control.
- Software Integration: Use CAM systems like Mastercam or Fusion 360 for simulation—predict chatter, burrs, and thermal issues before cutting.
- Errores comunes que hay que evitar:
- Overlooking tool life tracking (leads to dull tools and burrs).
- Ignoring environmental factors (temperature/humidity).
- Skipping pilot runs or simulations.
- Poor fixturing (causes vibration and out-of-round).
- Rushing parameters (high feeds/speeds cause defects).
Expert Advice: Adopt a DFM (Design for Manufacturability) mindset early—chamfer edges, avoid thin features, and simulate everything. This cuts defects by 40–60% in high-volume production.
By addressing these deeply, you achieve defect-free parts with better quality, lower costs, and faster delivery. For critical applications, partner with a certified Servicio de torneado CNC that uses these advanced strategies.
Conclusión
Mastering Torneado CNC defects—from burrs and sharp edges to taper errors, out-of-roundness, overheating, and thread issues—is essential for producing high-quality, reliable parts. These defects often stem from interconnected factors like tool condition, cutting parameters, máquina alignment, thermal effects, and setup errors. By understanding their root causes deeply and applying proactive strategies, you can significantly reduce scrap, rework, and production delays.
Preguntas frecuentes
1. What causes the most common burrs in CNC turning, and how can I prevent them?
Burrs especially exit and rollover types—form mainly from ductile materials flowing plastically instead of shearing cleanly, often due to dull tools, high feeds, or improper rake angles. Prevent them by always using sharp tools (replace or re-sharpen regularly), choosing positive rake geometry, optimizing feed rates for clean cuts, and adding a light finishing pass. Advanced options like cryogenic cooling make burrs brittle for easy removal.
2. How do taper errors occur in turned parts, and what’s the best way to fix or avoid them?
Taper errors happen when the part becomes conical instead of cylindrical, usually from tailstock misalignment, tool deflection under load, or thermal expansion during long cuts. Fix by realigning the tailstock with dial indicators (aim for <0.01 mm/m), using steady rests for support on slender parts, and controlling shop temperature tightly. Regular machine calibration and lighter, stepped cuts help prevent recurrence.
3. Why do turned parts become out-of-round, and how can I ensure perfect roundness?
Out-of-roundness (ovality) results from uneven chuck gripping, spindle runout, vibrations, or stress release after parting. Use balanced, high-quality chucks (soft jaws for delicate work), minimize vibrations with proper speeds, and support long parts. Check roundness post-setup with gauges or CMM, and always use stress-relieved materials to maintain circularity.
4. What leads to overheating and burn marks during CNC turning, and how do I stop it?
Overheating causes dark spots, metallurgical changes, or cracks from excessive friction—triggered by insufficient coolant, high speeds/feeds, or dull tools. Prevent it with flood or high-pressure coolant matched to the material, lower spindle speeds for tough jobs, and frequent tool sharpening. Monitor with IR cameras for hot spots, and use coated tools to reduce heat buildup.
5. How can I avoid thread defects like poor pitch or rough threads in CNC turning?
Thread defects arise from spindle-feed desynchronization, wrong tool pitch, backlash, or tool wear. Use precise thread-turning tools or thread mills, verify machine sync and encoder signals, and gauge threads frequently during runs. Simulate programs in CAM software first, maintain rigid setups, and apply consistent parameters (medium-high speeds for stainless) to produce clean, accurate threads every time.





