 Ir al contenido
Ir al contenido 
Torneado CNC shapes raw stock into precise components by rotating the workpiece against stationary cutting tools. Engineers and buyers face constant pressure to select materials that balance performance, cost, and machinability while meeting tight tolerances and production deadlines. This guide dives deep into the materiales used in Torneado CNC, from basic principles to advanced decision-making. It covers how materiales behave under the lathe, why certain alloys succeed or fail in real production runs, and the trade-offs that drive choices on the shop floor. With the global Máquina CNC market projected to reach $108.58 billion in 2026, driven by demand in automotive and aerospace, understanding material selection is critical for optimizing output and avoiding costly rework.
Fundamentals of CNC Turning and Material Interactions
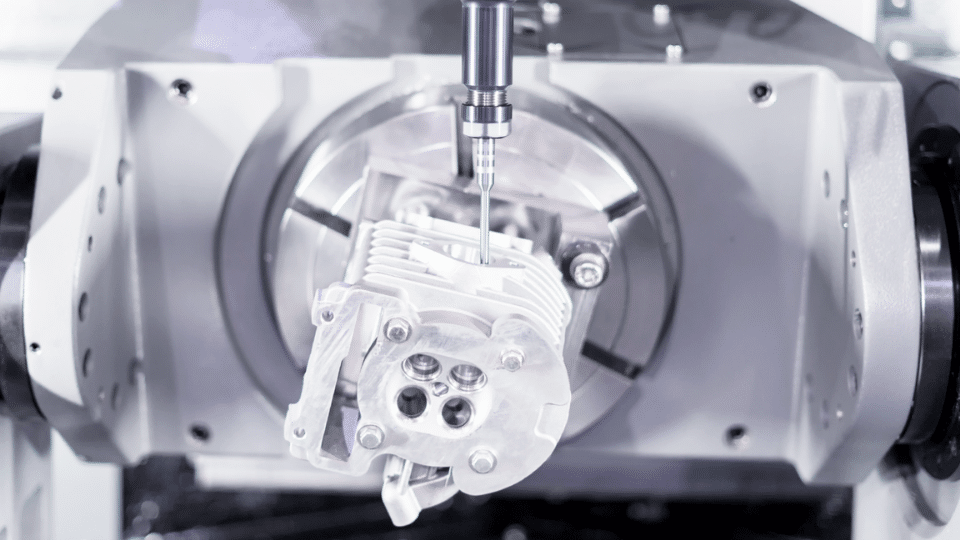
Torneado CNC relies on a lathe where the workpiece spins at high speeds, often 500 to 4000 RPM, while tools like carbide inserts remove material in controlled passes. The process starts with roughing cuts to hog out bulk material, followed by finishing passes for surface quality and dimensional accuracy. Material choice directly influences every step: ductile materiales like aluminum form long, stringy chips that can tangle in the toolpath, while brittle ones like cast iron produce short, powdery chips that are easier to evacuate but wear tools faster.
At the core is the shear zone where the tool edge deforms the material plastically before fracturing it into chips. Heat generation here is key—up to 80% of cutting energy converts to heat, concentrated in a tiny area. Materials with low thermal conductivity, such as titanium, trap this heat, leading to tool softening or built-up edge (BUE) where workpiece material welds to the insert. In practice, I’ve seen operators combat this with flood coolant or minimum quantity lubrication (MQL), but poor material-tool matching still causes premature failure.
Workholding adds another layer: soft materials deform under chuck pressure, skewing tolerances, while hard ones resist but demand rigid setups to avoid vibration. Spindle power and torque limitations come into play too—low-power machines struggle with high-strength steels, forcing reduced depths of cut and longer cycle times. Engineers must model these interactions using finite element analysis (FEA) software to predict stresses, but shop-floor reality often reveals gaps, like unexpected chatter from harmonic resonances.
Key Material Properties Affecting CNC Turning Performance
Material properties dictate girando success. Tensile strength measures resistance to pulling forces, critical for load-bearing parts, but high strength often means poor machinability. Yield strength indicates when permanent deformation starts—exceed it during clamping, and your part warps. Hardness, via Rockwell or Vickers scales, predicts tool wear: materials over 40 HRC demand ceramic or CBN inserts, hiking costs.
Ductility and toughness influence chip control. High ductility creates continuous chips that wrap around the turret, risking machine jams; chip breakers on inserts help, but they’re less effective on gummy alloys. Thermal properties matter immensely: conductivity above 100 W/m·K, like in copper, dissipates heat quickly, extending tool life, whereas titanium’s 7 W/m·K causes rapid edge buildup.
Corrosion resistance, fatigue life, and density round out the list. Low-density materials reduce part weight in aerospace applications, but they may lack stiffness, leading to deflection under cutting forces. Engineers weigh these using Ashby charts, plotting properties to identify trade-offs. For instance, selecting a material with high specific strength (strength/density) might sacrifice machinability, requiring slower feeds and more passes.
In production, I’ve encountered cases where ignoring coefficient of thermal expansion (CTE) caused issues. A part turned at room temperature expands differently in service, leading to fits that bind or loosen. Matching CTE between mating components prevents this, but it narrows options.
Metals Commonly Used in CNC Turning
Metals dominate Torneado CNC due to their strength and versatility. Aluminum, steel, and titanium form the core, each with subtypes tuned for specific demands.
Aluminum Alloys: Lightweight and Machinable
Aluminum 6061-T6 is a workhorse, offering 310 MPa tensile strength and excellent machinability. Its 12% silicon content aids chip breaking, but heat-treated tempers like T6 increase hardness to 95 HB, slightly raising tool wear. In turning, use sharp positive-rake inserts at 300-600 m/min surface speeds to avoid BUE. Costs run $5-15 per kg in 2026, making it economical for high-volume runs.
Aluminum 7075-T6 ups strength to 570 MPa for aerospace structs, but its zinc content makes it prone to stress corrosion. Turning requires cryogenic cooling to manage heat, as chips can ignite above 500°C. I’ve seen shops switch to 7075 when 6061 fatigues under cyclic loads, but the 20-30% cost premium demands justification via FEA.
Pros: Low density (2.7 g/cm³), good corrosion resistance. Cons: Lower melting point limits high-temp use; anodizing needed for wear resistance.
Steel Alloys: Durable and Versatile
Carbon steels like AISI 1018 cost $4-12 per kg and machine easily at 150-250 m/min, but their 400 MPa strength suits low-stress parts. Alloy steels such as 4140, heat-treated to 28-32 HRC, provide 860 MPa strength for shafts. Turning involves sulfur additions for free-machining variants, but this reduces ductility.
Stainless steels like 304 resist corrosion via 18% chromium, but work-harden rapidly, demanding rigid machines and coated inserts. Surface speeds drop to 100-150 m/min to avoid edge chipping. In food processing, 316’s molybdenum boosts pitting resistance, but costs $15-25 per kg.
Tool steels like D2, at 60 HRC, are for dies. CBN inserts are mandatory, with peck cycles to manage heat. Pros: High wear resistance. Cons: Brittleness leads to chipping if vibrations occur.
Titanium Alloys: High-Strength, Low-Weight
Titanium 6Al-4V (Grade 5) delivers 900 MPa strength at 4.5 g/cm³ density, ideal for médico implants. Its low modulus (110 GPa) causes spring-back, requiring multiple light passes for tolerances under 0.01 mm. Costs $30-50 per kg reflect scarcity and processing difficulty.
Turning titanium demands high-pressure coolant (70 bar) to break chips and flush the zone. Beta alloys like Ti-5553 offer better machinability but higher cost. In aerospace, I’ve witnessed failures from improper beta annealing, causing alpha case that cracks under fatigue.
Pros: Biocompatibility, corrosion immunity. Cons: Galling on tools; requires specialized coatings like TiAlN.
Other Metals: Brass, Copper, and Nickel Alloys
Brass (C36000) machines at 300 m/min due to lead content, costing $10-20 per kg. It’s for fittings, but lead-free mandates push alternatives like C69300.
Copper C101 conducts heat/electricity superbly but is gummy, needing diamond-like carbon (DLC) coated tools. Nickel alloys like Inconel 718, at 45 HRC, resist creep in turbines but work-harden, limiting depths to 0.5 mm.
Each metal requires tailored parameters: feed rates 0.1-0.3 mm/rev, depths 1-5 mm, based on horsepower.
Plastics and Polymers in CNC Turning
Plastics offer low weight and insulation, but thermal sensitivity demands care. Acetal (POM) machines cleanly at 200-400 m/min, with low friction for bushings. Costs $3-5 per kg, but absorbs moisture, swelling up to 0.2%.
Nylon 6/6 provides toughness but warps from heat; use air cooling and sharp tools. PEEK withstands 250°C, ideal for oil/gas seals, but its 1.3 g/cm³ density and $50+ per kg limit use. Turning PEEK involves slow speeds (100 m/min) to avoid melting.
Composites like glass-filled nylon add strength but abrade tools; diamond inserts extend life. Pros: Electrical insulation. Cons: Dimensional instability; poor for high loads.
In electronics, plastics replace metals for cost, but creep under stress requires overdesign.
Exotic and Advanced Materials for CNC Turning
Avanzado materiales push boundaries. High-entropy alloys (HEAs) like CrMnFeCoNi mix elements for superior strength at extreme temps, but poor machinability demands ultrasonic-assisted turning.
Metal matrix composites (MMCs) embed ceramics in aluminum, boosting stiffness but wearing tools 5x faster. Functionally graded materiales (FGMs) vary composition, requiring adaptive feeds.
Smart materials like shape-memory alloys (NiTi) recover shape but are tough to turn without altering properties. In 2025-2026, cryogenic machining advances handle these, reducing thermal damage.
Metamaterials with engineered structures enable negative Poisson’s ratio, but Torneado CNC them involves hybrid processes with additive steps.
Material Selection Process: Engineering Decision Logic
Selection starts with requirements: load, environment, lifecycle. Use decision matrices scoring properties (weight 1-10) against needs.
Trade-offs: High strength vs. machinability—titanium scores high on strength but low on ease, adding 50% to cycle time. Cost-benefit analysis factors raw price, scrap rate (5-20%), tool consumption.
FEA simulates performance; prototypes validate. In procurement, consider supply chain—aluminum’s volatility in 2026 due to tariffs.
Human factors: Operator experience influences choices; novices avoid exotics.
Machining Parameters and Optimization for Different Materials
Parameters optimize via Taylor’s equation: tool life T = C / V^n, where V is speed. For steel, n=0.2; adjust for wear.
Chip load: 0.2 mm/tooth for aluminum, 0.1 for titanium. Vibration monitoring uses accelerometers to tweak.
Sustainability: Dry machining reduces coolant waste, but suits only high-conductivity materiales.
Common Failures in Material Selection and CNC Turning: Insights from the Shop Floor
Torneado CNC is a high-precision process that involves machining materials into complex geometries with tight tolerances. However, even with the most advanced technology, errors can arise from material selection or process setup that lead to costly failures. These failures often stem from a mismatch between the material’s properties and the machining parameters or inadequate considerations of certain challenges in the turning process. In this article, we explore common material selection failures in Torneado CNC, their root causes, and real-world case studies that highlight the importance of addressing these issues to achieve successful results.
1. Mismatched Material Properties and Machining Parameters
A significant cause of failure in Torneado CNC arises from selecting a material that doesn’t match the capabilities of the turning machine or the expected process parameters. This mismatch can lead to several issues, including tool wear, material deformation, or premature part failure.
Overlooking Work Hardening in Stainless Steel
One of the most common mistakes in Torneado CNC is failing to consider the effects of work hardening, especially when machining materials like acero inoxidable. Work hardening occurs when the material becomes harder as it is deformed during machining, which makes it more difficult to cut and puts additional strain on the cutting tool.
- Problem: In stainless steel turning, if the work hardening effect is not accounted for, it can lead to excessive tool wear, tool breakage, or part surface defects.
- Cause: Stainless steel has a tendency to work-harden during machining. Without adjusting cutting parameters or tool material, the tool becomes dull quickly, leading to mid-run tool failure or breakage.
- Solución: Selecting the right cutting parameters such as feed rate, cutting speed, and depth of cut is crucial to managing work hardening. Using appropriate coatings on the tool and maintaining a consistent cutting motion can help mitigate these issues.
Poor Chip Evacuation
Another common problem in Torneado CNC occurs when chips are not evacuated effectively during the proceso de mecanizado. This can happen when there is inadequate cooling or when chip removal systems are inefficient, leading to clogged machines and damage to parts.
- Problem: Poor chip evacuation can lead to the build-up of material around the cutting tool, which causes excessive friction, tool damage, and even scratches or marks on the workpiece surface.
- Cause: When chips aren’t cleared from the cutting area, they can re-enter the cutting zone, damaging both the workpiece and the tooling.
- Solución: Effective chip management systems such as high-pressure coolant systems and air jets are critical for preventing material from collecting in the work area. Implementing proper machine setup and routine maintenance can prevent many chip evacuation-related issues.
2. Material Inclusions
Material inclusions, such as non-metallic particles or voids within the stock, can cause significant failures during machining. These inclusions can create weak points in parts, leading to fatigue failure or cracks during service.
Case Study: Fatigue Failure in 1018 Steel Shaft
One such failure occurred in a production run for an automotive shaft made from 1018 steel. The shaft, intended for a high-stress application, failed during fatigue testing due to inclusions within the material.
- Problem: The inclusions in the 1018 steel caused localized weaknesses, leading to premature part failure under stress.
- Cause: Inclusions, often originating from impurities or poor manufacturing processes during steel production, can significantly reduce the material’s strength and performance in demanding applications.
- Solución: Switching to vacuum-remelted steel (which has fewer inclusions) addressed the problem and ensured better part performance. This change highlights the importance of material selection in high-stress applications where consistency and material integrity are critical.
Real-World Case Studies: Successes and Failures in CNC Turning
1. Aerospace: Titanium Wing Spar Distortion
In the aerospace industry, titanium is a preferred material for its strength-to-weight ratio y resistencia a la corrosión. However, titanium’s high thermal expansion and poor thermal conductivity can cause issues during machining, particularly in complex geometries like wing spars.
- Problem: During the machining of a titanium wing spar, thermal distortion led to failure during final inspection. The part did not meet the required tolerances due to the heat buildup during the turning process.
- Cause: Titanium has a low thermal conductivity, meaning it doesn’t dissipate heat well. As heat accumulates in the part during machining, it can cause distortion o warping.
- Solución: The introduction of cryogenic turning, which involves cooling the part to extremely low temperatures, helped manage heat buildup. This method reduced distortion and ensured that the part met the tight aerospace tolerances.
2. Automotive: Nylon Gear Warping
In automotive manufacturing, nylon is commonly used for gears due to its low friction and self-lubricating properties. However, nylon’s properties can change significantly with temperature and humidity, making it prone to warping or dimensional instability.
- Problem: A batch of nylon gears failed during testing because they warped after machining, rendering them unusable.
- Cause: Nylon’s tendency to absorb moisture and its susceptibility to thermal expansion resulted in part deformation after Torneado CNC.
- Solución: Acetal (a more stable polymer) was substituted for nylon, and an air cooling system was implemented to maintain consistent machining conditions. This resolved the warping issue and improved part performance.
3. Failure: Tungsten Thin-Wall Part Cracking
Tungsten is a dense, hard material often used in aerospace and defense applications for its high-temperature resistance and strength. However, machining tungsten into thin-walled parts can present significant challenges.
- Problem: During a production run of a thin-walled tungsten part, it cracked during the final stages of machining.
- Cause: The thin-walled part was prone to thermal stress y vibration during machining, which led to cracking and material failure.
- Solución: Adaptive fixturing was implemented in the retry process. This allowed for better support and stability of the part during machining, preventing deformation and cracking. The fixturing system maintained the part’s integrity throughout the turning process.
4. Satellite Bracket in Titanium: Deformation During Machining
A critical satellite bracket made from titanium was designed to hold sensitive components in place during space operations. However, during machining, the part deformed due to the stresses of turning titanium in such intricate geometries.
- Problem: The bracket deformed during the CNC turning process, causing it to fail inspection due to the required dimensional tolerances.
- Cause: The high cutting forces and heat generated during the turning process led to warping y distortion in the titanium bracket.
- Solución: A Finite Element Analysis (FEA) simulation was conducted prior to machining, which allowed engineers to predict how the material would behave under cutting forces. A 5-axis CNC machine was used for more precise, controlled machining, ensuring that the part did not deform during turning. This proactive approach prevented deformation and ensured the part met the stringent requirements for satellite use.
Advances in CNC Turning Materials: 2025-2026 Insights

En Torneado CNC industry continues to evolve at a rapid pace, driven by technological advancements, new material innovations, and increasing demand for precision and sustainability. As we look toward 2025 and 2026, several key trends are shaping the future of Torneado CNC materials, including hybrid manufacturing technologies, AI optimization, and sustainable practices. This article explores the cutting-edge developments that will define the Torneado CNC landscape in the coming years, as well as the economic considerations manufacturers must take into account when choosing materiales and services.
Hybrid Additive-Subtractive Manufacturing for Complex Geometries
One of the most exciting advancements in Torneado CNC is the integration of hybrid additive-subtractive manufacturing. This technology combines the strengths of both additive manufacturing (Impresión 3D) and traditional subtractive Mecanizado CNC. It allows manufacturers to build complex geometries using additive processes before finishing the parts with subtractive CNC turning.
Why Hybrid Manufacturing?
- Complex Geometries: Hybrid systems allow for the creation of parts that would be extremely difficult or impossible to machine using traditional methods alone. This is especially important in industries like aerospace and productos sanitarios, where parts need to be lightweight yet extremely durable.
- Eficiencia material: By adding material only where needed and removing excess through CNC turning, the overall material waste is reduced, which leads to lower costs and less environmental impact.
- Precisión: Hybrid systems combine the best of both worlds. Additive manufacturing creates the bulk of the part with minimal material, while Torneado CNC provides the precision necessary to finish the part to tight tolerances.
In the 2025-2026 timeframe, the increased accessibility and affordability of hybrid machines will likely drive more industries to adopt this technology, especially for parts that require both intricate geometries and high-strength materials.
AI-Optimized CNC Turning Parameters
Another breakthrough that will have a profound impact on CNC turning is the integration of Artificial Intelligence (AI) in optimizing machining parameters. AI algorithms will play a central role in making real-time adjustments to Torneado CNC processes, ensuring optimal conditions throughout the operation.
Benefits of AI Optimization:
- Reduced Waste: By adjusting feed rates, cutting speeds, and tool paths in real-time, AI can minimize material waste. This is particularly significant in industries dealing with expensive or hard-to-machine materials, such as titanium or Inconel, where material costs can be a significant portion of the total manufacturing cost.
- Improved Efficiency: AI systems can predict wear on tools and adjust machine settings accordingly, reducing downtime and increasing overall machine productivity.
- Energy Savings: By optimizing cutting parameters, AI helps reduce energy consumption, leading to lower operational costs and a smaller environmental footprint.
- 30% Waste Reduction: The introduction of AI into CNC turning processes can reduce material waste by up to 30%, which is significant for both cost reduction and sustainability goals.
In the near future, AI will increasingly be used in conjunction with CNC turning to streamline operations, enhance part quality, and boost productivity, all while maintaining a keen eye on reducing costs and waste.
Sustainable Materials and Practices
Sustainability is becoming a critical factor in material selection and manufacturing processes. As industries continue to focus on reducing their environmental impact, Servicios de torneado CNC are increasingly incorporating sustainable materials y eco-friendly practices.
1. Recycled Aluminum Alloys
Recycled aluminum alloys are gaining popularity in Torneado CNC for several reasons. Aluminum is already one of the most commonly used materiales due to its lightweight, corrosion-resistant properties and versatility. However, the environmental footprint of primary aluminum production is significant. The use of recycled aluminum alloys in Torneado CNC helps to cut down on energy consumption, reducing emissions and conserving natural resources.
- Ventajas: Reduced carbon emissions, lower energy consumption in production, and reduced raw material costes.
- Aplicaciones: Automotive, aerospace, and consumer electronics.
2. Cryogenic Treatment for High Entropy Alloys (HEAs)
Cryogenic treatment is an advanced process that involves cooling materiales to extremely low temperatures to improve their properties. For High Entropy Alloys (HEAs)—a class of metals composed of five or more elements in roughly equal proportions—cryogenic treatment enhances surface integrity, hardness, and wear resistance.
- Benefits: Improved durability and longevity of parts made from HEAs, making them ideal for high-performance applications such as turbine components or aerospace structural elements.
- Sustainability: The increased wear resistance of HEAs can lead to a longer lifespan for parts, reducing the need for replacements and contributing to more sustainable manufacturing practices.
In the 2025-2026 period, more manufacturers will begin to incorporate cryogenic treatments into their production processes, especially as industries push for more sustainable and durable materiales.
Cost Considerations and Economic Analysis
When choosing materiales for CNC turning, economic factors play a crucial role in the decision-making process. In addition to material costs, factors such as machining time, tool wear, and labor costs must all be considered.
Raw Material Costs:
The price of raw materials can vary widely depending on the material chosen. Here are some of the typical ranges for materials used in Torneado CNC:
- Aluminio: $5-$15 per kilogram
- Titanio: $30-$50 per kilogram
- Acero: $1-$5 per kilogram
- Inconel: $80-$150 per kilogram
The initial material cost is a key consideration, but it’s important to also factor in the costs associated with machining these materials, especially when dealing with harder, more complex materiales.
Machining Costs:
Machining costs depend on the material, complexity of the part, and time required to complete the operation. For example:
- Aluminio: $50-$100 per hour for mecanizado
- Titanio: $100-$200 per hour for machining
- Harder materials (e.g., Inconel): Machining times can double or triple, adding significant costs.
Break-even Analysis:
A break-even analysis can help procurement managers and engineers determine which material is the most cost-effective for a given application. Consider the following example:
- 1000 parts:
- If the part requires aluminum, it can be produced at a lower cost due to faster machining times and lower raw material costs. The weight savings achieved by using aluminum also result in lower shipping and handling costs.
- Aluminum vs. Steel: If weight is a significant factor (for example, in automotive or aerospace applications), aluminum can save up to 40% in overall production costs compared to steel. This is due to both lower raw material costs and the reduced machining time.
- If the part requires aluminum, it can be produced at a lower cost due to faster machining times and lower raw material costs. The weight savings achieved by using aluminum also result in lower shipping and handling costs.
RFQ for CNC Turning Services: Ensuring Competitive Pricing
When seeking CNC turning services, it’s essential to request a Request for Quotation (RFQ) to ensure that you receive competitive pricing and the best service for your specific needs. The RFQ process allows you to evaluate multiple service providers based on their pricing, capabilities, and lead times. When requesting an RFQ for CNC turning services, be sure to include:
- Material Requirements: Specify the material you want to be used (e.g., aluminum, titanium, etc.) and whether recycled materials or sustainable options are preferred.
- Part Specifications: Provide detailed drawings or CAD files of the parts, including dimensions, tolerances, and surface finishes required.
- Production Quantities: Specify the number of parts needed and whether the parts will be produced in a single batch or over multiple production runs.
- Plazos de entrega: Ensure that lead times are clearly outlined, as some materials (such as titanium and Inconel) may require longer machining times.
- Quality Requirements: Specify any certifications, inspections, or testing that the parts will require (e.g., ISO 9001, material certifications).
By clearly outlining these details, you can ensure that you receive the most accurate and competitive quotes, which can be vital for managing project timelines and budgets.
es.
Industries and Applications Relying on CNC Turning Materials
CNC turning is integral to the manufacturing of a wide variety of parts across diverse industries. The materials selected for these parts directly influence the performance, durability, and functionality of the final product. Below, we delve into how CNC turning is applied across key industries and the materials typically used in each sector.
1. Automotive Industry: Steel Shafts for Durability
The automotive industry demands parts that offer strength, durability, and resistance to wear. Torneado CNC plays a crucial role in manufacturing high-quality, precise components such as shafts, gears, and engine components. Steel, specifically carbon steel or alloy steel, is commonly used for turning these parts due to its superior strength and resistance to mechanical stress.
- Aplicaciones: Automotive shafts, camshafts, crankshafts, gear parts.
- Material Choice: Steel, especially hardened or alloyed steel, provides the necessary strength and toughness for high-load applications, ensuring that components can withstand the harsh conditions they face in automotive systems.
- Why CNC Turning?: Torneado CNC offers high precision and repeatability, allowing for the production of complex parts like automotive shafts that require tight tolerances and specific geometries.
2. Aerospace Industry: Titanium Fasteners
The aerospace industry is one of the most demanding in terms of material properties and performance. Parts in aerospace applications, such as fasteners, brackets, and structural components, must withstand extreme temperatures, pressures, and corrosive environments. Titanium is the material of choice in Torneado CNC for aerospace fasteners due to its high strength-to-weight ratio and excellent corrosion resistance.
- Aplicaciones: Aircraft fasteners, engine components, turbine blades, landing gear.
- Material Choice: Titanium and its alloys, such as Ti-6Al-4V, are preferred for their high strength, light weight, and resistance to corrosion and fatigue. These properties are critical for aerospace parts that need to perform reliably in harsh conditions.
- Why CNC Turning?: CNC turning allows the production of high-precision parts like fasteners that are required in critical applications, such as those in engines and airframes, where reliability and tight tolerances are paramount.
3. Medical Industry: PEEK Implants
In the medical field, particularly in implants and surgical instruments, biocompatibility, strength, and wear resistance are essential. Polymers such as PEEK (Polyetheretherketone) are frequently chosen for productos sanitarios and implants due to their exceptional mechanical properties, including high strength, stiffness, and resistance to chemical degradation.
- Aplicaciones: Spinal implants, orthopedic components, dental implants, surgical instruments.
- Material Choice: PEEK is favored in medical applications because it is biocompatible, meaning it is not harmful to human tissue, and it is also sterilizable, which is crucial in the medical field.
- Why CNC Turning?: Torneado CNC is ideal for creating precise, smooth parts like spinal rods and joint replacements, where dimensional accuracy and surface quality are critical for the device’s functionality and safety in the human body.
4. Energy Industry: Inconel Turbine Components
The energy industry, particularly in gas turbines used in power generation and aerospace engines, demands materials that can withstand extremely high temperatures and oxidative environments. Inconel, a family of high-performance superalloys, is often used in CNC turning for turbine components and other critical parts.
- Aplicaciones: Turbine blades, heat exchangers, exhaust systems.
- Material Choice: Inconel alloys, particularly Inconel 718, are chosen for their ability to maintain strength and integrity at elevated temperatures and in corrosive environments. These properties make Inconel ideal for turbine components and exhaust systems, which operate in harsh conditions.
- Why CNC Turning?: Inconel alloys are difficult to machine, but Torneado CNC allows for the precise cutting and shaping of these high-strength materiales to produce turbine components that meet the demanding performance standards of the energy industry.
5. Electronics Industry: Copper Contacts
In electronics, particularly in connectors and other electrical components, conductivity, and ease of machining are crucial factors. Copper is the material of choice for many components used in electrical circuits, connectors, and contacts. Torneado CNC allows for the precision needed to produce intricate parts that must meet strict performance standards.
- Aplicaciones: Electrical contacts, connectors, switches, circuit board components.
- Material Choice: Copper and its alloys, such as brass, are commonly used for their excellent electrical conductivity, corrosion resistance, and ease of machining. These properties are vital in electronic components that must transmit signals or power reliably over time.
- Why CNC Turning?: CNC turning offers the precision required to produce small, intricate parts such as electrical connectors and contacts, ensuring they meet tight tolerances while maintaining high electrical conductivity.
Summary of Industry Applications and Materials
| Industria | Aplicación | Material Used | Why CNC Turning? |
| Automoción | Shafts, camshafts, gears | Steel (carbon and alloy) | Precision machining for durability and wear resistance |
| Aeroespacial | Fasteners, turbine blades, brackets | Titanium, Ti-6Al-4V | Lightweight, strong, and resistant to fatigue and corrosion |
| Médico | Implantes, instrumental quirúrgico | PEEK | Biocompatible and durable for medical applications |
| Energía | Turbine components, heat exchangers | Inconel | High temperature and corrosion resistance |
| Electrónica | Connectors, electrical contacts | Copper, Brass | Excellent electrical conductivity and ease of machining |
.
Conclusión
Materiales in Torneado CNC define project outcomes, from basic aluminum runs to exotic alloy challenges. Mastering properties, parameters, and pitfalls ensures reliable production. For complex needs, consulting experienced CNC turning services can provide quotes tailored to your specs, optimizing both performance and cost.
FAQS
What factors drive material selection in CNC turning for high-volume production?
Engineers prioritize machinability to minimize cycle times, as poor choices like high-hardness steels can double tool changes and increase downtime. Strength and fatigue resistance ensure part longevity under operational stresses, while cost analysis includes raw material prices and scrap rates, often favoring aluminum for its balance. Environmental factors like corrosion demand alloys with protective elements, and thermal properties prevent warping during machining. In practice, prototypes validate selections to avoid scaling failures.
How does tool wear differ across CNC turning materials, and how do you mitigate it?
Soft materials like aluminum cause minimal wear but build-up edge from adhesion; sharp, coated inserts and high speeds mitigate this. Hard alloys like titanium accelerate abrasive wear due to low conductivity, leading to cratering—cryogenic cooling and CBN tools extend life 3x. Steels work-harden, chipping edges; peck cycles and vibration damping help. Monitoring via acoustic sensors predicts failure, allowing proactive changes. Overall, matching insert geometry to material microstructure reduces wear rates significantly.
What are common pitfalls when turning exotic materials like titanium or Inconel?
Exotics generate excessive heat, causing diffusion wear where tool atoms migrate into the workpiece; high-pressure coolant counters this. Poor chip control leads to recutting, scratching surfaces—optimized breakers are essential. Workpiece deflection from low modulus requires tailstock support. Contamination from improper handling induces alpha case in titanium, weakening fatigue life. Pre-machining heat treatments stabilize properties, but over-annealing softens too much, complicating cuts.
How do advances in 2025-2026 affect material choices for CNC turning?
Hybrid processes integrate additive for near-net shapes, reducing turning time on complex alloys. AI-driven adaptive control adjusts feeds in real-time for MMCs, minimizing defects. Sustainable recycled materials like green aluminum lower costs but require validation for impurities. Cryogenic machining for HEAs improves integrity without coolants. These shifts favor multifunctional materials, but shops must invest in training to handle new behaviors.
Why might a material succeed in prototyping but fail in full production CNC turning?
Prototypes often use slower speeds for precision, masking heat issues that emerge at production rates. Material batch variations, like inconsistent grain in steel, cause uneven wear. Scaling ignores cumulative vibrations from multiple machines, leading to chatter. Coolant degradation over runs builds residues, affecting finishes. Rigorous process qualification, including statistical control, bridges this gap.




