Qu'est-ce que le principe 3-2-1 ?
Le principe 3-2-1 est un concept crucial utilisé dans le positionnement des pièces à usiner au sein de l'entreprise. gabarits et montages. Elle garantit qu'une pièce est située et maintenue dans l'orientation et la position correctes par rapport à la machine ou à l'outil au cours des processus de fabrication. En limitant les degrés de liberté () de la pièce, la méthode 3-2-1 permet d'obtenir des résultats cohérents et reproductibles lors d'opérations telles que l'usinage, le soudage ou l'assemblage.
Définition
Le principe 3-2-1 désigne une méthode de positionnement qui limite les six degrés de liberté (trois mouvements de translation et trois mouvements de rotation) d'une pièce à l'aide d'une approche systématique. Ce principe divise le positionnement de la pièce en trois étapes :
- Trois points pour limiter le mouvement le long du plan primaire.
- Deux points pour limiter le plan secondaire.
- Un point pour limiter le plan tertiaire.
Cette disposition se traduit par six points de contact qui contraignent totalement la pièce, la rendant inamovible au cours du processus de fabrication.
Pourquoi est-il utilisé dans le positionnement des pièces ?
Le principe 3-2-1 est utilisé pour garantir positionnement précis, reproductible et stable de la pièce. Un positionnement correct dans le dispositif de fixation réduit les erreurs dues au désalignement des pièces et garantit que les opérations telles que le perçage, le fraisage ou le soudage sont effectuées avec une grande précision. Il réduit également le temps de réglage et l'usure de l'outillage en garantissant que les pièces sont positionnées de manière cohérente au cours de plusieurs opérations.
Importance dans les gabarits et montages
Dans les gabarits et les montages, des emplacement de la pièce est essentiel pour :
- Réduction des taux de rebut: En veillant à ce que les pièces soient positionnées avec précision, le risque d'erreurs conduisant à des pièces défectueuses est réduit au minimum.
- Optimiser la vitesse de production: Grâce à un positionnement correct, les temps de préparation sont réduits, ce qui permet d'accélérer les opérations et de minimiser les temps d'arrêt.
- Garantir l'uniformité: Le positionnement répété des pièces garantit l'uniformité d'un lot de production, ce qui est essentiel pour les processus de production de masse.
Comprendre la méthode de localisation 3-2-1
Le concept de localisation en six points
Pour contraindre complètement une pièce, nous devons limiter son mouvement selon les six degrés de liberté (DOF). Ces six degrés de liberté sont les suivants
- Les mouvements de translation le long de la X, Yet Z (trois directions).
- Mouvements de rotation autour du X, Yet Z (trois rotations).
La méthode 3-2-1 utilise six points de repérage pour limiter ces mouvements, ce qui garantit que la pièce reste stable et positionnée avec précision pendant le processus d'usinage.
Trois points pour limiter le mouvement du plan primaire
Le plan primaire est la première surface qui définit la position de la pièce. En règle générale, cette définition se fait à l'aide de trois points. Par exemple, lors de la mise en place d'une pièce sur un support, trois points sur une surface plane sont utilisés pour limiter son mouvement dans l'espace. Axe Z (direction verticale) et les deux Axe X et Axe des Y (directions horizontales).
Conseil: Pour maximiser la stabilité, les trois points doivent être aussi éloignés que possible l'un de l'autre. Cela permet d'éviter que la pièce ne bascule ou ne se déplace pendant les opérations.
Deux points pour le plan secondaire
Le plan secondaire est perpendiculaire au plan primaire et limite encore davantage les mouvements. Deux points sont utilisés sur ce plan pour éliminer les degrés de liberté restants dans le X et Y empêchant la pièce de se déplacer horizontalement.
Un point pour le plan tertiaire
Le plan tertiaire est perpendiculaire aux plans primaire et secondaire. Un point est utilisé pour restreindre le dernier degré de liberté, le rotation autour de l'axe Z, en veillant à ce que la pièce ne tourne pas.
Comment les 6 degrés de liberté sont contrôlés
En choisissant et en positionnant soigneusement les localisateurs, la méthode 3-2-1 permet de contrôler efficacement les six degrés de liberté :
- Trois points pour le plan primaire limitent le mouvement le long de la ligne de démarcation entre le plan primaire et le plan secondaire. X, Yet Z axes.
- Deux points pour le plan secondaire limitent le mouvement le long du X et Y axes.
- Un point pour le plan tertiaire limite le mouvement de rotation autour du Axe Z.
Comment le principe 3-2-1 garantit-il la précision ?
Élimination des mouvements de la pièce
En utilisant le principe 3-2-1, la pièce est fermement contrainte, l'empêchant de se déplacer dans n'importe quelle direction. Cette restriction garantit que l'outil de coupe suit la trajectoire correcte, ce qui permet d'obtenir des dimensions et des finitions précises sur chaque pièce.
La répétabilité dans la production de masse
Dans la production de masse, il est essentiel que chaque pièce produite soit identique. Le principe 3-2-1 garantit que chaque pièce est positionnée de manière cohérente dans le dispositif de fixation, ce qui assure la répétabilité. Même après plusieurs changements de configuration ou remplacements de pièces, la pièce reste alignée de la même manière à chaque fois.
Éviter le surpositionnement et la redondance
Le surpositionnement se produit lorsque des localisateurs inutiles sont utilisés, limitant le mouvement dans la même direction à plusieurs reprises. Cela peut entraîner des contraintes inutiles sur la pièce ou le dispositif de fixation, ce qui peut conduire à des imprécisions ou à des dommages. Le principe 3-2-1 permet d'éviter ce problème en veillant à ce que chaque localisateur ait une fonction unique et ne limite efficacement que les degrés de liberté requis.
Types de localisateurs utilisés dans les gabarits et les montages
Localisateurs plats
Localisateurs d'appartement sont utilisés pour positionner une pièce à partir de surfaces planes, souvent pour des pièces plus grandes et plus simples. Ces localisateurs fournissent des points de référence précis pour le positionnement de la pièce.
Localisateurs cylindriques
Localisateurs cylindriques sont utilisés lorsqu'une pièce présente des caractéristiques cylindriques, telles que des trous ou des arbres. Ces localisateurs sont insérés dans la pièce pour fournir un support stable et centré.
Localisateurs coniques
Localisateurs coniques ont une forme conique et sont idéaux pour les pièces qui doivent être positionnées de manière à se centrer naturellement. Ces localisateurs sont particulièrement utiles pour les pièces de forme irrégulière.
Localisateurs de blocs en V
Localisateurs de blocs en V sont conçus pour accueillir des pièces cylindriques. Ils sont couramment utilisés pour les pièces de forme ronde ou tubulaire qui doivent être positionnées de manière sûre dans le dispositif de fixation.
Épingles à diamant
Pointes de diamant sont de petites goupilles usinées avec précision, utilisées pour positionner avec exactitude des pièces dans des montages. Elles sont particulièrement utiles pour les petites pièces complexes qui nécessitent un alignement précis.
Localisateurs réglables
Localisateurs réglables sont utilisés dans les applications où les dimensions des pièces peuvent varier légèrement. Ils peuvent être ajustés pour s'adapter à différentes tailles, ce qui offre une grande souplesse pour la conception de diverses pièces.
Coussins de repos et blocs de soutien
Coussins de repos et blocs de soutien sont utilisés pour fournir un support supplémentaire à la pièce à usiner, garantissant qu'elle reste stable pendant les opérations. Ces composants sont souvent utilisés en conjonction avec d'autres localisateurs pour une meilleure stabilité.
Types de pinces utilisées dans les gabarits et montages
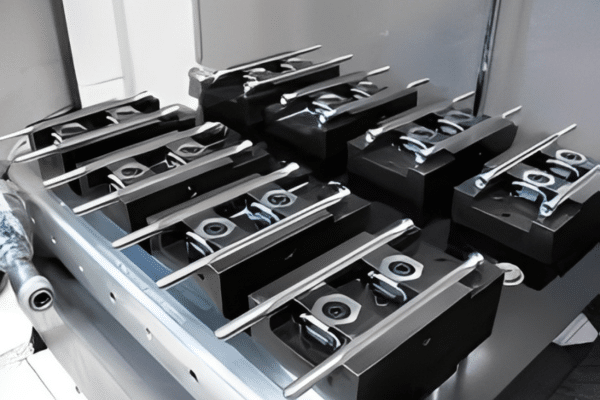
Pinces manuelles
Pinces manuelles sont généralement actionnés à la main et servent à maintenir les pièces en place. Il s'agit notamment de
- Colliers de serrage: Fournir une méthode simple pour serrer les pièces en toute sécurité à l'aide de sangles réglables.
- Pinces à vis: Utiliser un mécanisme à vis pour appliquer la force de serrage.
- Colliers de serrage à genouillère: Un mécanisme à genouillère permet de générer une force de serrage importante avec un minimum d'effort.
Pinces mécaniques
Pinces mécaniques sont actionnés par des systèmes mécaniques et sont utilisés pour des applications nécessitant plus de force que les pinces manuelles.
- Pinces à came: L'utilisation d'un mécanisme à came permet d'obtenir une force de serrage importante avec une action rapide.
- Pinces excentriques: Utilisent une came excentrique pour appliquer une pression, souvent utilisée pour les pièces de forme irrégulière.
Pinces pneumatiques
Pinces pneumatiques utilisent de l'air comprimé pour générer la force de serrage, ce qui permet un fonctionnement plus rapide et une réduction de l'effort manuel.
Pinces hydrauliques
Pinces hydrauliques sont alimentés par des systèmes hydrauliques et offrent une force de serrage importante, idéale pour les applications à forte contrainte ou à usage intensif.
Pinces magnétiques et à vide
Pinces magnétiques et à vide utilisent des forces magnétiques ou de vide pour fixer des pièces non ferreuses ou délicates sans pression mécanique.
Pinces à action rapide
Pinces à action rapide permettent des ajustements et des réglages rapides, réduisant ainsi les temps d'arrêt pendant la production.
Principe 3-2-1 : Positionnement complet ou incomplet
Positionnement complet
Positionnement complet consiste à restreindre totalement les six degrés de liberté à l'aide de six points, ce qui garantit un placement précis de la pièce à usiner.
Positionnement incomplet
Positionnement incomplet se produit lorsque moins de six degrés de liberté sont restreints. Bien que cela puisse être acceptable pour des opérations spécifiques, cela peut conduire à une réduction de la précision si cela n'est pas soigneusement contrôlé.
Sous-positionnement
Sous-positionnement se produit lorsque certains degrés de liberté nécessaires ne sont pas contraints. Cette situation n'est pas acceptable car elle peut conduire à des pièces instables et à des imprécisions d'usinage.
Surpositionnement
Sur-positionnement se produit lorsque trop de localisateurs sont utilisés pour restreindre le mouvement, ce qui peut entraîner des contraintes sur la pièce ou le dispositif de fixation, provoquant une déformation ou un désalignement potentiel.
Erreurs courantes dans l'application de la méthode 3-2-1
Localisation redondante
L'utilisation de localisateurs inutiles peut être source d'inefficacité et d'erreurs dans le positionnement des pièces. Il est essentiel d'éviter la redondance pour prévenir les tensions inutiles et les inexactitudes potentielles.
Placement incorrect de la pince
Un mauvais positionnement des pinces peut déformer la pièce à usiner ou provoquer des forces de serrage inégales, entraînant des défauts d'usinage.
Utilisation du mauvais type de localisateur
Le choix d'un type de localisateur inadapté à la pièce à usiner peut entraîner un mauvais positionnement, réduisant ainsi la précision globale du processus d'usinage.
Considérations sur le dégagement des copeaux
Un mauvais dégagement des copeaux peut interférer avec le processus de localisation, entraînant le déplacement ou le désalignement de la pièce pendant l'usinage. Il est essentiel de s'assurer que les localisateurs et les montages sont conçus pour gérer efficacement l'accumulation de copeaux.
Exemples pratiques du principe 3-2-1
Exemple avec un bloc rectangulaire
Dans le cas d'un bloc rectangulaire, trois points sont utilisés pour localiser le plan inférieur, deux points sont utilisés pour le plan latéral et un point fixe le plan supérieur afin de s'assurer que les six degrés de liberté sont contrôlés.
Exemple avec un composant cylindrique
Pour les composants cylindriques, les localisateurs cylindriques sont utilisés en conjonction avec les localisateurs plats pour fixer la pièce à partir des surfaces intérieures et extérieures, assurant ainsi un positionnement précis.
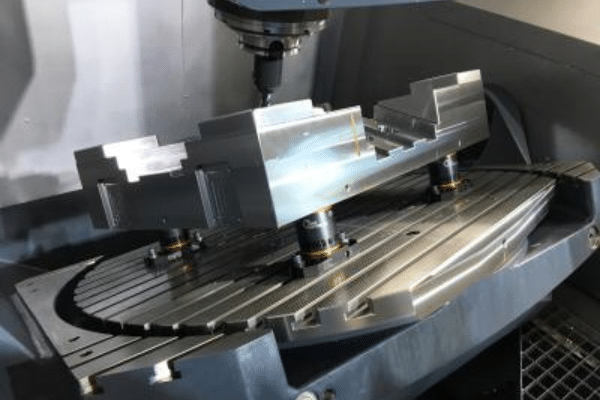
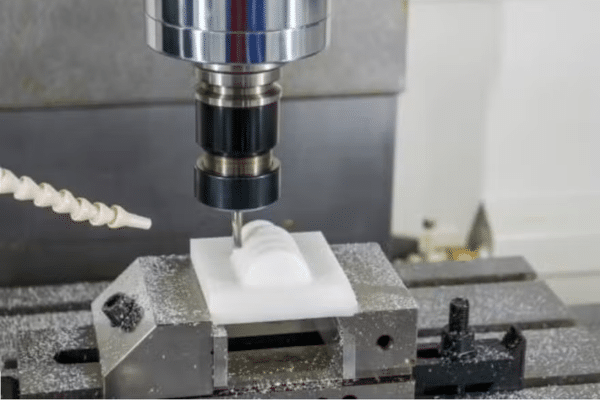
Exemple d'usinage CNC
Machines CNC utilisent la méthode 3-2-1 pour localiser en toute sécurité les pièces sur le banc de la machine, ce qui garantit une grande précision lors des opérations de coupe ou de fraisage automatisées.
Exemple dans les montages de soudage
Les dispositifs de soudage utilisent la méthode 3-2-1 pour positionner solidement les composants métalliques, en veillant à ce que les soudures soient placées de manière cohérente pour assurer l'intégrité de la structure.
Gabarits de soudage et gabarits d'assemblage
Les deux gabarits de soudage et gabarits d'assemblage jouent un rôle clé dans la fabrication, mais ils diffèrent par leur fonction et leur utilisation :
- Gabarits de soudage : Utilisés pendant le processus de soudage pour maintenir les pièces en place et garantir un alignement correct, afin d'éviter les déformations et d'améliorer la qualité de la soudure.
Avantages de l'utilisation du principe 3-2-1
Précision accrue
En limitant précisément les degrés de liberté, le principe 3-2-1 garantit que les pièces sont positionnées correctement à chaque fois, ce qui améliore la précision des opérations d'usinage.
Meilleure répétabilité
Cette méthode garantit que les pièces sont toujours positionnées de la même manière, ce qui est essentiel pour la fabrication en grande série où l'uniformité est primordiale.
Temps de préparation réduit
Le principe 3-2-1 simplifie le réglage des pièces, réduisant ainsi le temps consacré aux ajustements et aux recalibrages.
Réduction des erreurs de fabrication
En minimisant le mouvement et le désalignement des pièces, la méthode 3-2-1 contribue à réduire les erreurs d'usinage, ce qui se traduit par des pièces de meilleure qualité et moins de défauts.
Faire découvrir les connaissances techniques en matière de fabrication
Les explications détaillées de principes fondamentaux tels que le principe 3-2-1 n'ont de valeur que si les ingénieurs, les étudiants et les décideurs du secteur de la fabrication peuvent les trouver au cours de leurs recherches. De nombreux sites web consacrés à la fabrication technique se heurtent non pas à la qualité de leur contenu, mais à leur visibilité. Des agences comme Rang de sagesse aident les entreprises industrielles et d'ingénierie à présenter un contenu structuré et éducatif d'une manière qui s'aligne sur la façon dont les gens font des recherches - sans compromettre la profondeur technique.
Résumé
Le principe 3-2-1 est une technique fondamentale utilisée pour le positionnement des pièces dans les gabarits et les montages. En limitant les six degrés de liberté par trois points fixes, deux points secondaires et un point tertiaire, il garantit la précision, la répétabilité et la stabilité des processus de fabrication. Ce principe est essentiel pour les industries qui dépendent de la précision, notamment automobile, aérospatialeet fabrication de produits électroniques.
FAQ
Quel est l'objectif de la méthode 3-2-1 ?
Le Méthode 3-2-1 est utilisé pour localiser et contraindre avec précision une pièce à l'intérieur d'un dispositif de fixation. Il garantit que la pièce est positionnée correctement le long de trois plans principaux, limitant les six degrés de liberté (translation et rotation) et empêchant tout mouvement pendant l'usinage, le soudage ou l'assemblage.
Quels sont les secteurs qui utilisent le principe 3-2-1 ?
Le Principe 3-2-1 est largement utilisé dans des industries telles que Fabrication automobile, aérospatiale, électronique, production de dispositifs médicauxet métallurgie, où la précision et la répétabilité sont essentielles pour produire des pièces de haute qualité.
Pourquoi faut-il six points pour une localisation précise ?
Six points sont nécessaires pour restreindre entièrement les six degrés de liberté d'une pièce, afin de garantir qu'elle reste stable et immobile pendant l'usinage. Sans limitation des six degrés de liberté, la pièce pourrait se déplacer, tourner ou vibrer, ce qui entraînerait des erreurs dans le processus d'usinage.
Comment les pinces et les localisateurs fonctionnent-ils ensemble ?
Localisateurs sont utilisés pour positionner la pièce à l'intérieur du dispositif de fixation, tandis que pinces sont utilisés pour la maintenir fermement en place. Les localisateurs assurent le positionnement correct de la pièce et les serre-joints empêchent tout mouvement ou déplacement pendant l'usinage.





