
J'ai passé plus de 25 ans dans des ateliers, à m'occuper de tours à commande numérique qui ronronnent toute la nuit et de pièces qui sortent de l'usine. machine soit en parfait état, soit en tant que rebut. Plastique Tournage CNC n'est pas comme l'acier ou l'aluminium - c'est une bête différente. Le matériau se défend d'une manière inattendue, qu'il s'agisse de fondre sous un outil émoussé ou de se déformer pendant la nuit dans un atelier humide. Les ingénieurs et les responsables des achats sous-estiment souvent ces problèmes, ce qui entraîne des retards de livraison, des lots mis au rebut et une explosion des coûts. Ce guide se penche sur les principes fondamentaux, les réalités concrètes de la production, les décisions que nous prenons sous la pression et la manière d'y faire face. Avec la crise mondiale de la Usinage CNC Avec un marché du plastique qui atteindra $101,22 milliards d'euros en 2025 et devrait atteindre $108,58 milliards d'euros en 2026, sous l'effet de la demande de composants plastiques légers dans les secteurs de l'aérospatiale, de la médecine et de l'automobile, la compréhension de ces défis n'est pas facultative : elle est essentielle pour rester compétitif. Si vous spécifiez des pièces ou si vous vous approvisionnez auprès d'un fournisseur, il est essentiel de comprendre ces défis pour rester compétitif. Service de tournage CNC, Vous aurez ainsi les connaissances nécessaires pour éviter les pièges les plus fréquents et faire des choix en connaissance de cause.
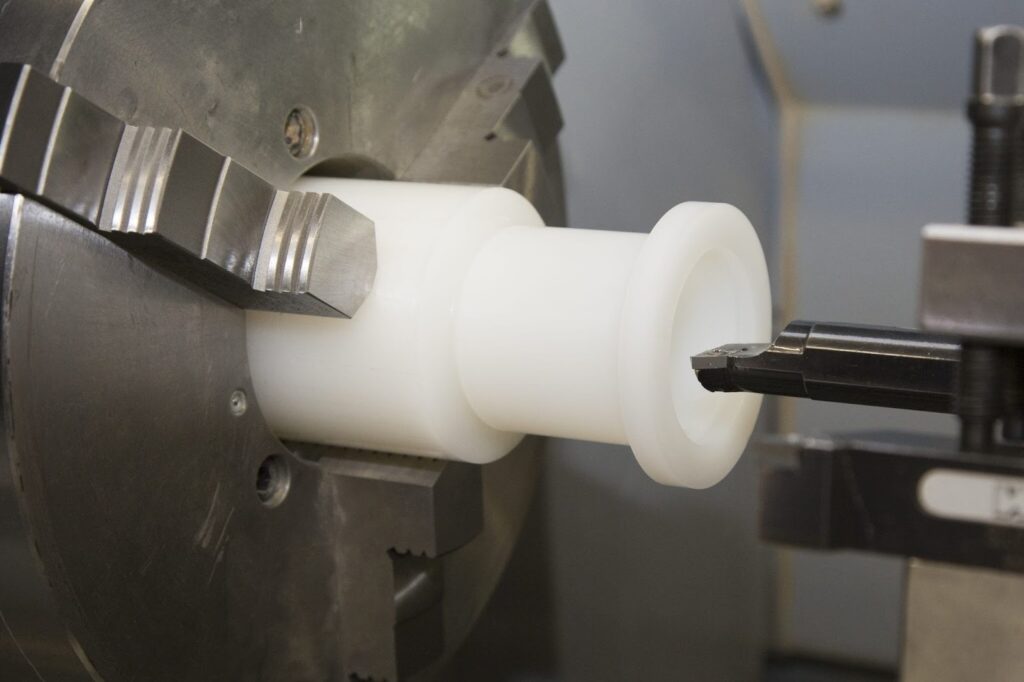
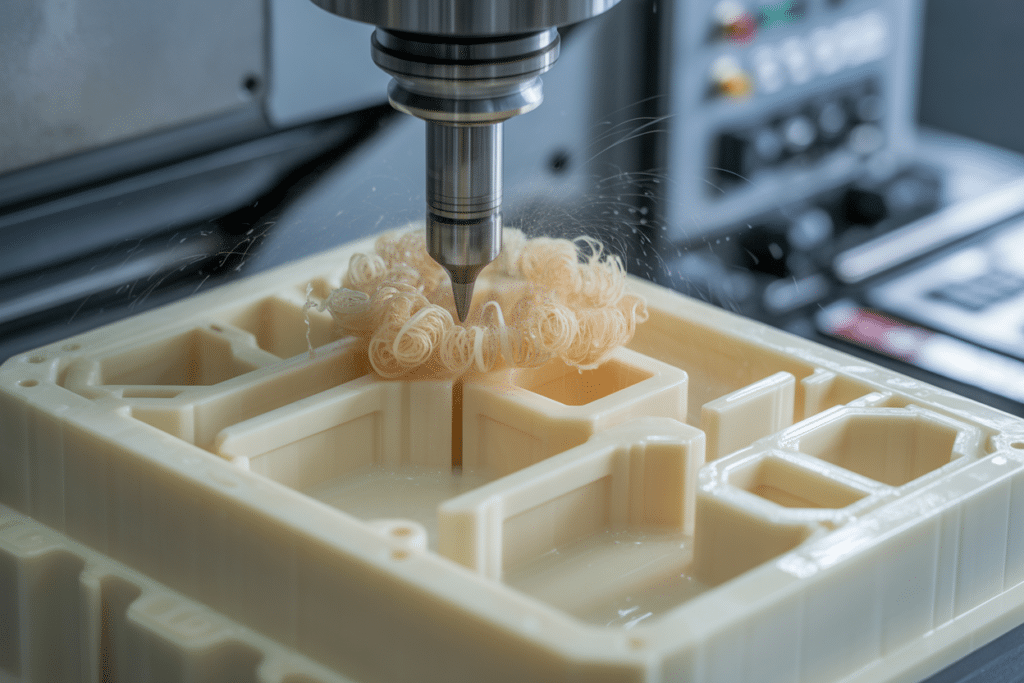
Tournage CNC consiste à serrer une pièce dans un mandrin, à la faire tourner à grande vitesse et à utiliser des outils fixes pour enlever de la matière symétriquement autour de l'axe. Pour les plastiques, la configuration est similaire à celle des métaux, mais l'exécution nécessite des ajustements. Le tour utilise une tourelle pour plusieurs outils - barres d'alésage, outils de rainurage, plaquettes de filetage - et le contrôleur CNC suit les trajectoires du code G dérivées des modèles CAO.
Les plastiques diffèrent fondamentalement des métaux en termes de conductivité thermique, de module d'élasticité et de ductilité. Les métaux dissipent la chaleur à travers le copeau et la pièce, alors que les plastiques la retiennent, ce qui entraîne un ramollissement localisé. Une installation typique peut utiliser un mandrin à trois mâchoires pour les pièces rondes, mais pour les plastiques comme le nylon, qui absorbe l'humidité et se dilate, nous passons souvent à des mâchoires souples ou à des pinces de serrage pour éviter l'écrasement. Le processus commence par le surfaçage de l'extrémité, puis le tournage d'ébauche pour enlever la matière en vrac, suivi de passes de finition pour la tolérance et la qualité de la surface.
Pourquoi choisir le tournage plutôt que d'autres méthodes ? Pour les éléments cylindriques tels que les arbres, les bagues ou les joints, le tournage est efficace - moins de perte de matière que les autres méthodes. fraisage, et des temps de cycle plus courts pour les pièces à symétrie de rotation. En production, j'ai vu des séries de 500 bagues en Delrin pour lesquelles le tournage a permis de réduire les coûts de 20% par rapport à fraisage. Mais si vous vous trompez sur les principes de base, vous vous retrouverez avec des tolérances qui dériveront au fur et à mesure que la pièce se refroidira.
Qu'est-ce que le tournage CNC pour les matières plastiques ?
Tournage CNC fait tourner la pièce en plastique pendant qu'un outil de coupe la façonne. Vous obtenez facilement des cylindres, des arbres et des fils.
Contrairement à fraisage, Le tournage est plus efficace pour les pièces rondes. Les plastiques tels que le Delrin ou le Nylon se tournent bien mais nécessitent une attention particulière.
De nombreuses entreprises l'utilisent pour les prototypes et les petites séries. L'absence de coûts de moulage en fait un outil idéal pour tester des idées.
Propriétés et sélection des matériaux pour un tournage CNC optimal
Choisir le bon plastique, c'est déjà la moitié de la bataille. Examinons les principaux matériaux, leurs propriétés, les raisons pour lesquelles nous les choisissons et les implications en termes de virage.
Acétal (Delrin)
Le delrin, homopolymère du POM, a une densité de 1,41 g/cm³, une résistance à la traction de 60-70 MPa et une faible absorption d'humidité (0,2%). Il est rigide (module de 2,8 GPa) et présente une excellente stabilité dimensionnelle. Nous le choisissons pour les bagues et les engrenages parce qu'il machines proprement, en se brisant en copeaux courts et sans filer.
En tournage, le Delrin permet d'obtenir facilement des tolérances de ±0,025 mm, mais s'il est surchauffé à plus de 150°C, il se décompose et libère du formaldéhyde - j'ai déjà quitté des magasins à cause de cette odeur âcre. Compromis : il est plus cher que le nylon mais dure plus longtemps dans les applications d'usure. Exemple : Tournage de rouleaux en Delrin pour les systèmes de convoyage ; des outils en carbure tranchants à 300 SFM empêchent la fonte.
Nylon (polyamide)
Le nylon 6/6 offre une résistance à la traction de 80-100 MPa, mais absorbe jusqu'à 8% d'humidité, ce qui entraîne une croissance dimensionnelle de 2-3%. Le module est de 2,5-3,5 GPa, avec une bonne résistance aux chocs. Choisi pour les roulements et les roues où la flexibilité permet d'absorber les chocs.
Le tournage du nylon est délicat : les fils s'emmêlent et l'humidité rend les tailles imprévisibles. Séchez-le avant le tournage à 80°C pendant 4 heures. Qu'est-ce qui ne va pas ? Les pièces usiné gonflement à sec en cours d'utilisation, défaillance des assemblages. Solution : Tourner dans des environnements conditionnés, utiliser des tolérances de ±0,05 mm. Expérience concrète : Une série d'entretoises en nylon pour machines a gonflé de 0,1 mm en une nuit, entraînant la mise au rebut de 200 unités.
PEEK (Polyétheréthercétone)
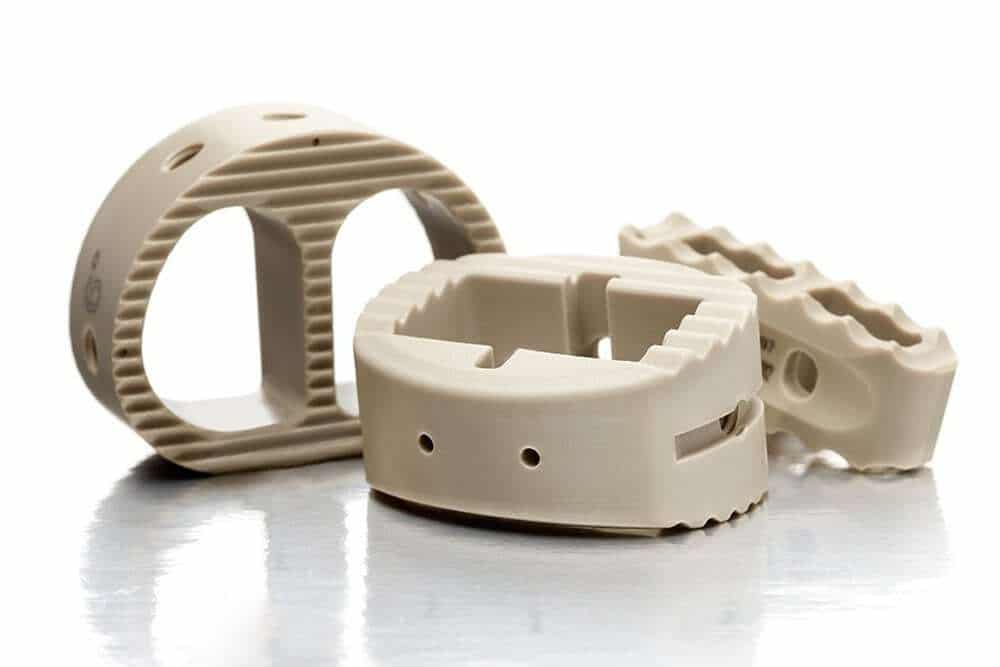
Le PEEK présente une résistance à la traction de 90-100 MPa, un module de 3,7 GPa et une résistance à la chaleur de 260°C. Faible taux d'humidité (0,1%), inertie chimique. Sélectionné pour les implants médicaux et les joints d'étanchéité aérospatiaux - biocompatible et léger.
Le tournage du PEEK nécessite des outils diamantés pour les variantes remplies de verre, car l'abrasion use rapidement le carbure. L'accumulation de chaleur provoque des fissures de contrainte. Compromis : coût ($45/kg) contre performance ; les avances plus lentes (0,1 mm/tour) prolongent la durée de vie de l'outil mais augmentent le temps de cycle 30%. Scénario : Tournage de vannes en PEEK pour des plates-formes pétrolières ; un refroidissement inadéquat a provoqué des microfissures, détectées lors de l'inspection, ce qui a permis d'éviter des défaillances sur le terrain.
PTFE (Téflon)
Le PTFE a un faible coefficient de frottement (0,05-0,1), une densité de 2,2 g/cm³, mais une faible résistance (30 MPa). Résistant à la chaleur jusqu'à 260°C, il est chimiquement inerte. Utilisé pour les joints où l'anti-adhérence est essentielle.
La mollesse rend le tournage difficile - se déforme sous le serrage, offre de faibles tolérances (±0,1 mm en général). Utilisez des coupes légères et des outils tranchants. Qu'est-ce qui ne va pas ? La compression s'installe, les pièces rebondissent.usinage. Solution : Congeler les pièces pour les stabiliser. Exemple : Joints en PTFE tournés pour l'industrie alimentaire ; une force excessive les a écrasés, ce qui a nécessité une nouvelle conception.
Polycarbonate
Le PC a une résistance de 60-70 MPa, un impact élevé (Izod 600-850 J/m), mais se raye facilement. Tg 145°C, transparent.
Le tournage donne de bonnes finitions avec des outils polis, mais les vibrations provoquent un voile. Choisi pour les lentilles, les couvercles. Compromis : dégradation due aux UV à l'extérieur, d'où la nécessité d'ajouter des stabilisateurs. Problème réel : Tournage de tubes PC minces ; la chaleur les a déformés de 0,2 mm, ce qui a été corrigé par un refroidissement à l'air.
| Matériau | Résistance à la traction (MPa) | Absorption d'humidité (%) | Déflexion thermique (°C) | Usinabilité | Problèmes courants de virage |
| Delrin | 60-70 | 0.2 | 90-100 | Excellent | Fusion en cas de surchauffe |
| Nylon | 80-100 | 1-8 | 100-150 | Bon | Gonflement, copeaux filandreux |
| PEEK | 90-100 | 0.1 | 160-260 | Modéré | Usure de l'outil, fissuration |
| PTFE | 30 | 0.01 | 115 | Pauvre | Déformation, mauvaises tolérances |
| PC | 60-70 | 0.15 | 130-135 | Bon | Grattage, voile dû aux vibrations |
Principaux défis du tournage CNC des matières plastiques
La faible conductivité thermique des plastiques (0,1-0,5 W/mK contre 10-400 pour les métaux) amplifie les problèmes. Voici une analyse approfondie.
Gestion de la chaleur et fusion
Le frottement génère de la chaleur ; les plastiques fondent à 150-300°C. Pourquoi ? Une mauvaise dissipation de la chaleur ramollit la zone de coupe, ce qui provoque des dépôts gommeux.
En production, les outils émoussés ou les faibles avances exacerbent ce phénomène - j'ai vu des arêtes en Delrin fusionner avec les outils, ce qui a entraîné l'arrêt du tour. Conséquences : Augmentation des taux de rebut de 15%, diminution de la durée de vie des outils de 50%. Solutions : Avances élevées (0,15-0,3 mm/tour), plaquettes en carbure tranchantes avec une inclinaison positive (10-15°). Utiliser un arrosage par brouillard pour les plastiques non absorbants. Compromis : les avances plus rapides risquent de provoquer un broutage dans les sections minces.
Scénario : Tournage de boîtiers en polycarbonate ; 500 tours/minute ont fait fondre les surfaces - passage à 300 tours/minute avec un jet d'air, ce qui a permis de sauver la course.
Déformation et distorsion
Les contraintes résiduelles de la coupe se relâchent avec le temps, déformant les pièces de 0,1 à 0,5 mm. Pourquoi ? Refroidissement inégal ou tensions internes dans le matériau extrudé.
Qu'est-ce qui ne va pas ? Des pièces passent l'inspection mais échouent à l'assemblage quelques jours plus tard. Dans le cadre d'un projet d'appareils médicaux, des implants en nylon se sont déformés, ce qui a entraîné des rappels d'un montant de $50 000 euros. Solutions : Reconditionner sous contrainte à 100-150°C pendant 1 à 2 heures avant la finition ; machine par étapes, en prévoyant un repos de 24 heures. Utiliser des trajectoires d'outils symétriques. Compromis : ajoute 20% au temps de cycle.
Contrôle des puces et électricité statique
Les plastiques forment de longs copeaux filandreux qui s'enroulent autour des outils, rayant les surfaces ou cassant les inserts. L'électricité statique colle les copeaux aux pièces.
Pourquoi ? Une faible rigidité permet aux copeaux de s'enrouler au lieu de se briser. En tournant, les “nids d'oiseaux” arrêtent la production. Conséquences : Temps d'arrêt, mauvaises finitions (Ra >1,6 μm). Solutions : Cycles de piquage tous les 5-10 mm ; brise-copeaux sur les plaquettes ; barres d'ionisation pour la statique. Pour le Nylon, l'air comprimé élimine les copeaux. Compromis : le Peck réduit l'efficacité de 10-15%.
Exemple : Tournage du PEEK pour l'aérospatiale ; des copeaux filandreux ont bloqué le picotage mis en œuvre par la tourelle, ce qui a réduit les défauts 80%.
Bavures et mauvais état de surface
Les plastiques souples s'abîment facilement, en particulier aux sorties. Les vibrations troublent les matériaux transparents.
Pourquoi ? Le matériau est poussé au lieu d'être cisaillé proprement. Faux : les bavures nécessitent un ébavurage manuel, ce qui augmente la main-d'œuvre. Solutions : Passes de finition légères (0,05 mm de profondeur), outils polis. Pour le PC, les outils diamantés permettent d'obtenir un Ra de 0,4 μm. Compromis : les passes supplémentaires allongent le temps de travail.
Scénario : Les joints en PTFE sont bavés et présentent des fuites lors des tests - des chanfreins ont été ajoutés lors de la conception, ce qui élimine le post-traitement.
Instabilité dimensionnelle dans le temps
Les changements d'humidité ou de température modifient les tailles. Le nylon gonfle de 0,2 à 0,5% par % d'humidité.
Pourquoi ? parce qu'il est hygroscopique. Faux : Pièces hors normes après stockage. Solutions : Sceller dans des sacs, mesurer à 20°C/50% RH. Utiliser des matériaux à faible absorption comme le Delrin. Compromis : le choix des matériaux est limité.
Usure et rupture des outils
Les plastiques chargés abrasent les outils ; les plastiques souples en renforcent le tranchant.
Pourquoi ? Les fibres de verre dans le PEEK broient le carbure. Conséquences : Changements fréquents, augmentation des coûts. Solutions : Plaquettes PCD pour les abrasifs ; inspections régulières. Compromis : le PCD coûte trois fois plus cher mais dure cinq fois plus longtemps.
Outillage pour le tournage des matières plastiques
Les plaquettes en carbure avec une inclinaison positive réduisent l'effort ; qualité C2 pour un usage général. Pour PEEK, PCD ou céramique. Angle de coupe 5-15°, dépouille 7-12°.
Logique de sélection : Correspondre à la dureté du matériau - tranchant pour le PTFE souple, durable pour le Nylon chargé. Dans l'atelier, je teste sur des chutes ; un mauvais outil double l'usure. Paramètres : SFM 200-600, avance 0,1-0,4 mm/tour.
Pourquoi les plastiques sont difficiles à tourner
Les plastiques ont une faible résistance à la chaleur. Ils fondent ou se déforment en cas de frottement. Les métaux supportent mieux la chaleur.
Ils fléchissent également davantage. Cela entraîne des vibrations et des finitions médiocres. L'humidité modifie la taille de certains plastiques comme le nylon.
La compréhension de ces éléments vous permet de concevoir de meilleures pièces.
Défis courants du tournage CNC des matières plastiques
Plastique Tournage CNC présente des difficultés particulières par rapport au métal usinage. Les plastiques ont une faible conductivité thermique, une forte dilatation thermique, une sensibilité à l'humidité et une faible rigidité. Ces propriétés entraînent des problèmes qui peuvent augmenter les taux de rebut, nécessiter un post-traitement supplémentaire et affecter les performances des pièces. Les ateliers rencontrent ces problèmes quotidiennement, en particulier avec des matériaux tels que le nylon, le delrin (acétal), le PEEK, le PTFE et le polycarbonate.
Vous trouverez ci-dessous les principaux problèmes, leurs causes profondes, leurs effets dans le monde réel et des solutions pratiques basées sur l'expérience de la production.
Fusion et surchauffe
Le frottement lors de la coupe génère rapidement de la chaleur. Les plastiques fondent ou se ramollissent à basse température - typiquement 150-250°C selon le matériau - alors que les métaux supportent des températures beaucoup plus élevées avant que des problèmes ne surviennent. Une mauvaise dissipation de la chaleur maintient la chaleur localisée dans la zone de coupe.
Causes:
- Les outils émoussés ou mal affûtés augmentent la friction.
- Les faibles vitesses d'alimentation permettent un contact prolongé, ce qui génère de la chaleur.
- Vitesses de broche élevées sans évacuation adéquate des copeaux.
- Refroidissement inadéquat ou incorrect (par exemple, utilisation d'un liquide de refroidissement sur des plastiques sensibles à l'humidité).
Effets:
- Les surfaces fondues ou gommeuses gâchent la finition et les dimensions.
- L'accumulation d'outils ou le soudage de la pièce.
- Les gaz libérés (par exemple, par la surchauffe du Delrin) créent des risques pour la sécurité.
- Reprise ou mise au rebut complète des pièces.
Solutions:
- Utilisez des outils en carbure aiguisés et polis avec des angles de coupe positifs (10-20°) pour cisailler le matériau proprement.
- Augmentez considérablement les vitesses d'avance (souvent de 0,2 à 0,5 mm/tour ou plus) pour enlever la matière avant que la chaleur ne s'accumule.
- Réduire modérément la vitesse de la broche tout en conservant des avances agressives.
- Appliquer un refroidissement par soufflage d'air ou par brouillard ; éviter les liquides de refroidissement à base d'eau sur les matériaux hygroscopiques comme le nylon.
- Testez d'abord les paramètres sur des pièces de rebut - de petits ajustements permettent souvent de résoudre le problème de la fonte sans sacrifier la durée du cycle.
Dans une série de production de boîtiers en polycarbonate, une légère baisse de la vitesse et une augmentation de l'alimentation ont permis d'éliminer complètement la fusion superficielle et d'améliorer considérablement le rendement.
Déformation et distorsion
Les pièces se plient, se courbent ou se tordent après l'usinage ou pendant le stockage/l'utilisation. La chaleur de la coupe et la libération des contraintes internes provoquent une contraction ou une dilatation inégale.
Causes:
- Les contraintes résiduelles dans les produits extrudés/coulés se libèrent de manière asymétrique lorsque le matériau est enlevé de manière irrégulière.
- Le chauffage localisé ramollit certaines zones, ce qui entraîne un refroidissement inégal.
- Les parois minces ou les caractéristiques asymétriques fléchissent davantage sous l'effet des forces de coupe.
- Pour les plastiques hygroscopiques tels que le nylon, le post-glucose et le polypropylène, il est recommandé d'utiliser des produits à base d'eau.usinage l'absorption d'humidité provoque un gonflement.
Effets:
- Les pièces échouent à l'inspection quelques jours plus tard, même si elles ont été acceptées au départ.
- Problèmes d'ajustement de l'assemblage ou défaillances fonctionnelles.
- Ferraille importante dans les applications de précision telles que les composants médicaux ou aérospatiaux.
Solutions:
- Commencez par un stock détendu ou recuit (préchauffage à 100-150°C pendant 1-4 heures en fonction du matériau).
- Usiner par étapes : coupe grossière, repos de plus de 24 heures (ou plus), puis semi-finition et dernières passes légères.
- Utilisez des parcours d'outils symétriques et un enlèvement de matière équilibré pour minimiser les déséquilibres de contraintes.
- Maintenir un environnement d'atelier contrôlé (20°C ±2°C, 45-55% RH) pendant et après l'utilisation de l'appareil. usinage.
- Concevoir des parois plus épaisses et ajouter des nervures pour assurer la stabilité.
Sur les pièces en nylon, l'échelonnement des coupes avec des périodes de repos a permis de réduire le gauchissement de plus de 50% lors de passes répétées.
Problèmes de contrôle des puces
Les plastiques souples et ductiles produisent de longs copeaux filandreux (“nids d'oiseaux”) qui s'enroulent autour des outils, de la pièce à usiner ou de la tourelle.
Causes:
- La ductilité élevée empêche les copeaux de se briser naturellement.
- La coupe continue sans interruption permet aux copeaux de s'allonger.
- Les matériaux souples comme le PTFE ou le nylon aggravent l'enchevêtrement.
Effets:
- Surfaces rayées par des copeaux emballés.
- Détérioration ou rupture de l'outil.
- Temps d'arrêt de la machine pour l'enlèvement manuel des copeaux.
- Risques pour la sécurité (copeaux tranchants et chauds).
Solutions:
- Mettre en œuvre des cycles d'arrêt (interrompre l'avance axiale tous les 5 à 10 mm) pour briser les copeaux.
- Utiliser des plaquettes à géométrie brise-copeaux.
- Appliquer des jets d'air à haute pression pour éliminer les copeaux en continu.
- Choisir des matériaux ayant une meilleure formation de copeaux (par exemple, le Delrin plutôt que le Nylon lorsque cela est possible).
- Pour les cas les plus graves, dégrossir à l'aide d'un outil à main. fraisage avant de terminer le tournage.
Les cycles Peck prennent un peu de temps mais éliminent la plupart des problèmes d'enchevêtrement et améliorent la sécurité générale.
Bavures et mauvais état de surface
Les plastiques souples laissent des bords flous et surélevés (bavures) aux sorties et dans les coins. Les vibrations donnent un aspect rugueux ou flou, en particulier sur les matériaux transparents.
Causes:
- Le matériau se déforme plastiquement au lieu de se cisailler proprement.
- Les outils émoussés déchirent plutôt qu'ils ne coupent.
- Vibrations dues à de longs porte-à-faux ou à un support insuffisant.
- Éliminer les bavures de la percée de l'outil.
Effets:
- Temps/travail d'ébavurage supplémentaire.
- Esthétique et fonction compromises (par exemple, fuite des joints).
- Valeurs Ra médiocres nécessitant un polissage supplémentaire.
Solutions:
- Effectuer des passes de finition légères (0,03-0,08 mm de profondeur) avec des outils aiguisés et polis.
- Ajouter des chanfreins ou des rayons dans la conception pour réduire les bavures de sortie.
- Assurer un serrage ferme et amortissant les vibrations (mâchoires souples, support de la contre-pointe).
- Utilisation conventionnelle ou escalade fraisage/tournant des chemins stratégiques pour des sorties plus propres.
Les finitions légères et les modifications de conception permettent souvent d'éviter complètement l'ébavurage manuel.
Changements dimensionnels au fil du temps
Changement de taille des pièces après usinage en raison de facteurs environnementaux.
Causes:
- Absorption d'humidité (le nylon gonfle considérablement, jusqu'à 0,5-2% sur le plan dimensionnel).
- Les fluctuations de température provoquent des dilatations/contractions (les plastiques ont un coefficient de dilatation élevé).
- Les contraintes résiduelles continuent à se relâcher lentement.
- Fluage sous charge de certains matériaux.
Effets:
- Ajustements hors tolérance dans les assemblages.
- Défaillances fonctionnelles dans les applications de précision.
- Pièces rejetées après stockage ou expédition.
Solutions:
- Usiner et mesurer dans des conditions contrôlées correspondant à l'environnement d'utilisation finale.
- Matériaux secs et hygroscopiques avantusinage et sceller les pièces après le traitement.
- Choisir des alternatives à faible absorption (par exemple, le Delrin plutôt que le Nylon) lorsque la stabilité est essentielle.
- Autoriser des marges de conception ou utiliser des spécifications de matériaux conditionnés.
- Recuit des pièces après l'usinage pour réduire les contraintes.
Pour les composants en nylon, le pré-séchage et le contrôle de l'environnement permettent d'éviter la plupart des problèmes de post-séchage.usinage l'enflure.
Ces défis sont interconnectés - un mauvais contrôle des copeaux aggrave les problèmes de chaleur, la chaleur contribue au gauchissement, etc. Pour les relever, il faut des approches intégrées : un outillage pointu, des paramètres optimisés, la connaissance des matériaux, des processus échelonnés et le contrôle de l'environnement. Les ateliers qui maîtrisent ces éléments constatent une diminution des rebuts, une accélération de la production et une plus grande fiabilité des pièces.
En cas de problèmes persistants, il convient de consulter des spécialistes de la chirurgie plastique. usinage des spécialistes pour un retour d'information DFM sur mesure. Un traitement approprié transforme ces défis en aspects gérables de la production de composants plastiques tournés de haute qualité.
Défis spécifiques aux matériaux dans le tournage CNC des matières plastiques

Les différents plastiques se comportent différemment pendant Tournage CNC en raison des variations des propriétés thermiques, de la résistance mécanique, de la sensibilité à l'humidité, de l'abrasivité et de la ductilité. Il est essentiel de comprendre ces différences pour sélectionner le bon matériau, ajuster les paramètres, prévenir les défauts et obtenir des résultats cohérents. Vous trouverez ci-dessous une présentation détaillée de cinq plastiques techniques couramment utilisés dans le tournage : Acétal (Delrin), Nylon, PEEK, PTFE (Teflon) et Polycarbonate. Chacun de ces plastiques présente des caractéristiques d'usinabilité essentielles, des défis majeurs, des solutions pratiques issues de l'expérience de l'atelier et des applications typiques.
Acétal (Delrin / POM)
L'acétal, souvent connu sous le nom de Delrin, offre une usinabilité exceptionnelle parmi les plastiques techniques. Il produit des copeaux courts et nets qui se cassent facilement, respecte des tolérances serrées (±0,025 mm en général) et permet d'obtenir d'excellents états de surface avec un minimum d'efforts.
Principaux points forts:
- Faible absorption d'humidité (~0,2%), excellente stabilité dimensionnelle.
- Grande rigidité et faible frottement, idéal pour les pièces en mouvement.
- Les copeaux se forment proprement, réduisant les enchevêtrements et l'accumulation d'outils.
Principaux défis:
- Fluage sous charge soutenue - les pièces se déforment lentement au fil du temps dans les applications soumises à des contraintes élevées.
- Risque de surchauffe : Le Delrin se décompose au-dessus de ~150-170°C, libérant des fumées de formaldéhyde (risque pour la sécurité).
- Un serrage serré peut marquer les surfaces si les mâchoires sont trop agressives, bien que ce soit moins grave que pour les plastiques plus souples.
Solutions et bonnes pratiques:
- Utilisez des outils en carbure tranchants avec des angles de coupe positifs et des avances élevées (0,3-0,5 mm/tour) pour cisailler proprement et évacuer la chaleur.
- Des vitesses de broche modérées (400-600 SFM) empêchent la fusion ; un refroidissement par air ou par brouillard suffit.
- Serrer avec une pression modérée en utilisant des mâchoires souples ou des fixations rembourrées pour éviter les déformations.
- Pour les pièces porteuses, concevoir avec des facteurs de sécurité pour tenir compte du fluage.
Applications typiques:
- Engrenages, bagues, rouleaux et raccords dans les équipements automobiles et industriels où la résistance à l'usure et la précision sont essentielles.
Nylon (PA6 / PA66)
Le nylon offre une excellente solidité, une grande robustesse et une bonne résistance à l'usure, ce qui en fait un matériau de choix pour les composants dynamiques. Toutefois, sa nature hygroscopique crée des usinage et des problèmes de stabilité.
Principaux points forts:
- Résistance élevée aux chocs et propriétés autolubrifiantes.
- Bonne résistance à la fatigue des roulements et des pièces d'usure.
Principaux défis:
- Une forte absorption d'humidité (jusqu'à 8% à saturation, typiquement 1-3% en utilisation) provoque un gonflement dimensionnel (changement de 0,5-2%).
- Le gauchissement et la déformation après usinage dus à des gradients d'humidité ou à des contraintes résiduelles.
- Des copeaux longs et filandreux qui emmêlent les outils et rayent les surfaces.
- L'instabilité dimensionnelle s'aggrave dans les environnements humides.
Solutions et bonnes pratiques:
- Pré-sécher le stock à 80-90°C pendant 4-12 heures pour réduire l'humidité en dessous de 0,2-0,5%.
- Utilisez exclusivement le refroidissement par air - évitez les liquides de refroidissement à base d'eau qui ajoutent de l'humidité.
- Machine par étapes avec des périodes de repos (24+ heures) et une humidité contrôlée (<50% RH).
- Les cycles de piquage et les brise-copeaux aident à gérer les copeaux filandreux ; les avances élevées réduisent la chaleur.
- Recuire les pièces après l'ébauche si des tolérances serrées sont nécessaires.
Applications typiques:
- Roulements, roues, galets et tampons d'usure dans les machines industrielles où l'absorption des chocs et le faible frottement sont importants.
PEEK (qualités non chargées et chargées)
Le PEEK excelle dans les environnements exigeants grâce à sa résistance exceptionnelle à la chaleur (jusqu'à 260°C en continu), sa stabilité chimique et sa biocompatibilité. Grades non chargés machine Les versions remplies (verre ou carbone) ajoutent de la rigidité mais augmentent la difficulté.
Principaux points forts:
- Résistance thermique et chimique supérieure.
- Excellentes propriétés d'usure et de fatigue dans les pièces de haute performance.
Principaux défis:
- Une faible conductivité thermique retient la chaleur, ce qui risque d'entraîner un ramollissement ou une fissuration sous contrainte.
- Les nuances chargées (verre/carbone) sont très abrasives et accélèrent considérablement l'usure de l'outil (50-70% durée de vie plus courte par rapport aux nuances non chargées).
- Fissuration sous contrainte si les outils s'émoussent ou si les coupes sont trop agressives.
- Coût plus élevé et nécessité d'une gestion thermique précise.
Solutions et bonnes pratiques:
- Utilisez des outils PCD (diamant polycristallin) ou revêtus de diamant pour le PEEK chargé ; le carbure tranchant suffit pour le PEEK non chargé.
- Des vitesses faibles à modérées (150-300 SFM) avec des avances légères (0,08-0,2 mm/tour) minimisent la chaleur et l'usure.
- Refroidissement à l'air ou au CO2 ; éviter les liquides excessifs pour éviter les fissures.
- Recuit du stock avantusinage (200-220°C) pour réduire les tensions.
- Des passes de finition légères et des réglages rigides permettent d'éviter l'écaillage des bords.
Applications typiques:
- Implants médicaux, joints d'étanchéité pour l'aérospatiale, sièges de soupapes et roulements à haute charge où la chaleur, les produits chimiques et la précision ne sont pas négociables.
PTFE (Téflon)
Le PTFE se distingue par son très faible coefficient de frottement, son inertie chimique et sa large gamme de températures. Toutefois, sa souplesse et son caractère glissant en font l'un des plastiques les plus difficiles à transformer avec précision.
Principaux points forts:
- Coefficient de frottement le plus faible parmi les solides.
- Excellente résistance chimique et thermique (jusqu'à 260°C).
Principaux défis:
- Une extrême souplesse entraîne une déformation sous l'effet de la pression de serrage ou des forces de coupe.
- Une rigidité insuffisante entraîne des vibrations, du broutage et des difficultés à respecter les tolérances (souvent une limite de ±0,1 mm).
- Copeaux gommeux et filandreux et maculage du matériau en cas d'échauffement.
- Le fluage sous charge affecte la stabilité dimensionnelle à long terme.
Solutions et bonnes pratiques:
- Utilisez des outils très affûtés avec un angle de coupe positif, des vitesses faibles (200-400 SFM) et des avances plus importantes pour minimiser le temps d'arrêt.
- Congeler temporairement le stock (-20°C) pour une plus grande rigidité lors de l'ébauche.
- Utilisez des mâchoires souples, des pinces de serrage à expansion ou des fixations rembourrées personnalisées pour répartir uniformément la force de serrage.
- Les coupes légères (0,02-0,1 mm de profondeur) et le refroidissement par air évitent les déformations et les salissures.
- Concevoir avec des dégagements généreux pour permettre le fluage.
Applications typiques:
- Joints, garnitures, isolants et composants à faible frottement dans l'industrie alimentaire, la manipulation de produits chimiques et les systèmes électriques.
Polycarbonate (PC)
Le polycarbonate offre une résistance aux chocs et une clarté optique exceptionnelles, idéales pour les pièces transparentes ou résistantes. Sa dureté est utile à certains égards, mais elle crée des obstacles spécifiques au tournage.
Principaux points forts:
- Résistance élevée aux chocs et bonne transparence.
- Résistance raisonnable pour les composants structurels.
Principaux défis:
- Les copeaux ont tendance à s'enrouler et à s'emmêler autour des outils en raison de leur ductilité.
- Les vibrations provoquent un voile, des marques d'outils ou des finitions rugueuses sur les surfaces claires.
- L'accumulation de chaleur entraîne la fonte, le maculage ou le blanchiment sous contrainte.
- Les bavures se forment facilement aux sorties ; les copeaux provoquent des rayures.
Solutions et bonnes pratiques:
- Les outils affûtés et polis avec des angles de coupe positifs favorisent un cisaillement net.
- Des vitesses de broche modérées avec un serrage ferme et un soutien de la contre-pointe pour amortir les vibrations.
- Des passes de finition légères (0,03-0,08 mm) et un refroidissement par air/brouillard empêchent la fusion.
- Ajouter des chanfreins/rayons dans la conception pour réduire les bavures de sortie.
- Une fixation sûre est essentielle - les vibrations nuisent rapidement à la transparence.
Applications typiques:
- Lentilles, couvercles de protection, boîtiers et enceintes dans les domaines de l'électronique, de l'optique et de l'automobile, où la clarté et la robustesse sont requises.
Ces matériaux montrent pourquoi le choix du plastique est la clé du succès du tournage. Adaptez le plastique aux exigences de l'application, puis réglez l'outillage, les paramètres et l'environnement en conséquence. Les ateliers qui documentent les réglages pour chaque qualité obtiennent des résultats reproductibles et réduisent les rebuts. Pour les pièces complexes ou à tolérances serrées, consultez des spécialistes du plastique expérimentés. usinage qui peuvent offrir des informations DFM spécifiques aux matériaux.
Conseils de conception pour relever les défis
Une bonne conception permet d'éviter la plupart des problèmes.
- Ajoute des filets généreux aux angles. Réduit la tension.
- Les murs doivent avoir une épaisseur d'au moins 1 à 2 mm. Empêche la flexion.
- Limite la profondeur des trous à 3x le diamètre. Facilite l'enlèvement des copeaux.
- Utilisez des filets standard. Les filets fins glissent dans les plastiques mous.
- Spécifiez des tolérances réalistes. Les plastiques bougent plus que les métaux (±0,05 mm en général).
Conseil de pro : Dans la mesure du possible, incluez toujours les angles de dépouille. Cela permet d'améliorer l'ajustement et le stress.
Des paramètres d'usinage qui fonctionnent
Réglez votre machine correctement.
- Outils: Carbure ou PCD tranchant. Les angles de coupe positifs permettent de couper proprement.
- Vitesses et flux: Les avances élevées évitent la chaleur. Des vitesses de broche modérées évitent la force centrifuge.
- Refroidissement: Jet d'air pour la plupart. Éviter l'eau sur les plastiques sensibles à l'humidité. Inonder le liquide de refroidissement si cela ne présente pas de danger.
Conseil d'expert : Testez d'abord sur une chute. Ajustez en fonction de votre installation.
Impact de ces défis sur les coûts
Les problèmes augmentent rapidement les coûts.
| Défi | Coût supplémentaire | Pourquoi |
| Fusion/éclatement | +20-50% temps | Ébavurage, reprise |
| Déformation | +30-100% | Pièces détachées, redémarrage |
| Mauvais copeaux | +10-30% | Endommagement de l'outil, arrêts |
| Mauvais matériau | Haut | Refonte complète |
Les commandes par lots réduisent les coûts par pièce. Une bonne planification permet d'économiser 30-50%.
Comment choisir un service de tournage CNC pour les pièces en plastique ?
Choisir le bon Service de tournage CNC pour les composants en plastique ne se limite pas à une simple comparaison des prix ou des délais. Les plastiques exigent une manipulation spécialisée en raison de leur sensibilité à la chaleur, des problèmes d'humidité, de leur faible rigidité et des comportements spécifiques aux matériaux que les métaux ne présentent pas. Un atelier spécialisé dans le métal peut produire des pièces en plastique, mais les résultats souffrent souvent de fonte, de gauchissement, de mauvaises finitions, de contamination par des résidus métalliques sur les outils ou les montages, ou de tolérances incohérentes. En 2026, avec une demande croissante de pièces légères et résistantes à la corrosion dans les secteurs réglementés, les meilleurs fournisseurs se démarqueront par des processus dédiés, une expertise des matériaux et un soutien technique proactif.
Critères clés d'évaluation
Concentrez-vous sur ces facteurs pratiques lors de la présélection et de la comparaison des services.
Expérience confirmée dans le domaine des plastiques
Demandez directement des exemples de travaux de tournage de plastique antérieurs, idéalement similaires aux vôtres en termes de matériau, de géométrie, de tolérance et de volume. Demandez des photos, des études de cas ou des références de projets récents.
Un atelier qui transforme régulièrement du PEEK, du nylon, du Delrin, du PTFE ou du polycarbonate comprendra les nuances telles que les exigences en matière de recuit, le refroidissement à l'air uniquement pour les matériaux hygroscopiques, les cycles d'usinage pour les copeaux filandreux et l'échelonnement des opérations. usinage pour contrôler la distorsion.
Drapeau rouge : S'ils hésitent ou s'orientent vers des exemples en métal, il est probable qu'ils manquent de profondeur dans le domaine des matières plastiques.
Équipement spécialisé et prévention de la contamination
Confirmer s'ils maintiennent des machines, Il est donc nécessaire de mettre en place des protocoles de nettoyage pour les plastiques, ou au moins pour l'outillage. Les résidus métalliques (provenant de travaux antérieurs sur l'aluminium ou l'acier) peuvent s'incruster dans les plastiques souples, provoquer des rayures ou contaminer des applications sensibles telles que les pièces médicales ou en contact avec les aliments.
Cherchez :
- Tours dédiés au plastique ou cellules de travail séparées.
- Mâchoires souples, pinces de serrage ou montages personnalisés conçus pour le serrage à basse pression.
- L'outillage en PCD ou en carbure de tungstène est réservé aux matières plastiques (il évite les problèmes d'accumulation et d'émoussement que l'on rencontre avec les plaquettes à usage général).
Les magasins qui s'intéressent de près aux matières plastiques annoncent souvent des salles blanches ou des salles dédiées aux matières plastiques. usinage”Les zones ".
Certifications et normes de qualité
La certification ISO 9001 reste la référence en matière de gestion cohérente de la qualité, de contrôle des processus et de traçabilité, ce qui est essentiel pour tout travail de production.
Pour les industries réglementées :
- Médical → ISO 13485 démontre la gestion des risques et de la biocompatibilité.
- Aéronautique → AS9100 ajoute la traçabilité, la certification des matériaux et une documentation plus stricte. Les certifications imposent des procédures documentées pour l'inspection, la manipulation des matériaux et les actions correctives, réduisant ainsi la variabilité des pièces en plastique pour lesquelles de petits changements environnementaux posent de gros problèmes.
Processus de soumission et retour d'information sur la conception pour la fabrication (DFM)
Demandez des devis à plusieurs fournisseurs et évaluez la qualité des réponses. Les meilleurs services fournissent des devis rapides (souvent dans les 24 à 48 heures) mais complets qui comprennent :
- Recommandations ou alternatives en matière de matériaux.
- Analyse de faisabilité de la tolérance.
- Suggestions pour réduire les coûts ou les risques (par exemple, ajouter des rayons pour éviter les remontées de contraintes, ajuster l'épaisseur de la paroi, ou mettre en place un système de contrôle de la qualité). usinage).
- Identification claire des problèmes potentiels (déformation du nylon, chaleur du PEEK).
Un retour d'information solide sur la DFM montre que l'ingénierie est impliquée très tôt, ce qui permet souvent d'économiser 10-30% sur les coûts et d'éviter les boucles de reconception.
Contrôles pratiques supplémentaires
- Délais d'exécution et capacité pour votre volume (prototypes vs. séries de production).
- Capacités d'inspection (MMT, comparateurs optiques, jaugeage en cours de fabrication).
- Des ingénieurs à l'écoute de la communication qui parlent votre langue.
- Localisation et logistique si le délai d'exécution ou d'expédition est important.
En 2026, les services de pointe excellent dans les plastiques complexes à hautes performances (PEEK pour le secteur médical/aérospatial, grades chargés, Delrin à tolérances serrées) tout en offrant un soutien intégré, de l'examen de la conception à la finition.
Applications dans tous les secteurs d'activité
Tournage CNC Le plastique permet d'obtenir des composants légers, non corrosifs, isolants ou à faible frottement que les métaux ont du mal à égaler sur le plan économique. Voici quelques exemples clés :
Aérospatiale
Les joints, bagues et composants de vannes en PEEK léger réduisent le poids tout en résistant aux températures élevées, aux produits chimiques et à l'usure dans les moteurs, les systèmes hydrauliques et les systèmes d'alimentation en carburant.
Médical
Les implants de précision en PEEK, les boîtiers d'instruments chirurgicaux et les raccords biocompatibles offrent solidité, résistance à la stérilisation et compatibilité avec l'IRM sans artefacts métalliques.
Automobile
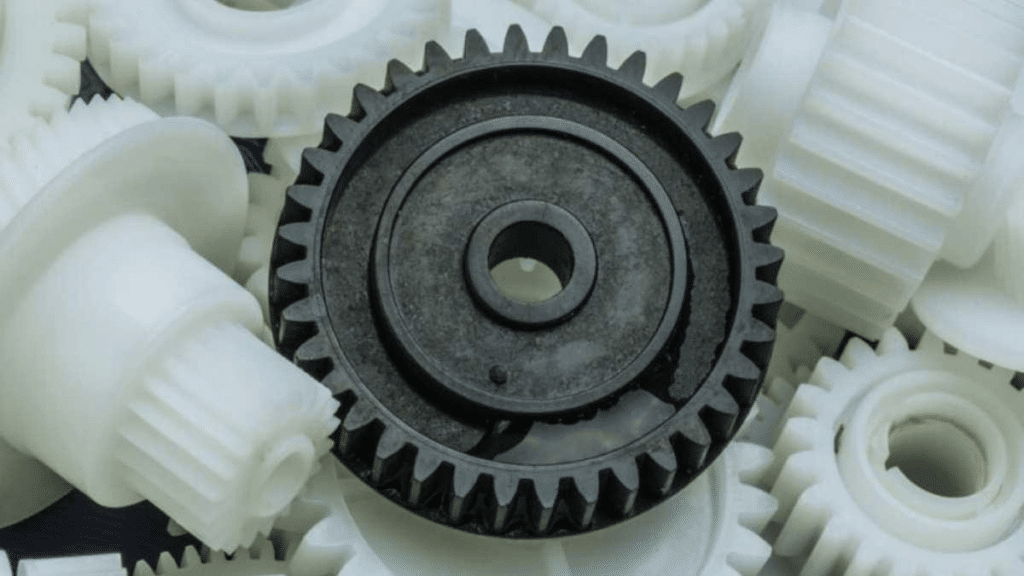
Les engrenages, les bagues, les rouleaux et les composants du système d'alimentation en carburant en Delrin offrent une résistance à l'usure, une faible friction et une réduction du bruit dans les chaînes cinématiques, les transmissions et les intérieurs des véhicules électriques.

Électronique
Les entretoises, boîtiers, connecteurs et supports en nylon isolant offrent une isolation électrique, un amortissement des vibrations et une construction légère pour les cartes de circuits imprimés, les capteurs et les boîtiers.
Ces applications réduisent le poids, résistent à la corrosion, éliminent les risques liés à la conductivité et simplifient souvent l'assemblage par rapport aux alternatives métalliques.
Lorsque vous évaluez les services, donnez la priorité à ceux qui ont fait leurs preuves dans le secteur d'activité et le matériau que vous visez. Soumettez vos dessins à l'avance pour obtenir un retour d'information significatif - des partenaires solides détectent les problèmes avant le début de la production, ce qui permet d'économiser du temps et de l'argent.
Processus étape par étape pour éviter les problèmes dans le tournage CNC du plastique
L'usinage des matières plastiques nécessite une approche disciplinée et proactive qui tient compte du comportement unique du matériau. La séquence suivante s'est avérée efficace sur l'ensemble des cycles de production, des prototypes aux lots de volume moyen, dans les ateliers qui obtiennent régulièrement un faible taux de rebut et des tolérances fiables. Suivez ces étapes dans l'ordre, en considérant chacune d'entre elles comme non négociable jusqu'à ce que vous ayez obtenu un succès répété avec un matériau et une pièce donnés.
- Choisir le bon plastique pour les besoins fonctionnels et d'usinage
Adapter le matériau aux exigences de l'utilisation finale et aux réalités du tournage.
- Dressez la liste des propriétés indispensables : solidité, résistance à l'usure, plage de température, exposition aux produits chimiques, isolation électrique, poids, coût, conformité à la FDA, etc.
- Référence croisée avec l'usinabilité : Delrin pour la précision et les copeaux propres ; Nylon pour la robustesse mais prévoir l'humidité ; PEEK pour les conditions extrêmes mais prévoir l'usure de l'outil ; PTFE pour le glissement mais accepter des tolérances faibles ; Polycarbonate pour l'impact et la clarté mais gérer les vibrations.
- Évitez de forcer un matériau difficile à jouer un rôle de précision (par exemple, le PTFE pour ±0,02 mm) ou un matériau bon marché à jouer un rôle dans un environnement à haute température (par exemple, le Delrin au-dessus de 90°C à long terme). Un choix précoce du matériau permet d'éviter 40-60% des problèmes en aval.
- Conception avec les règles DFM (Design for Manufacturability) spécifiques aux plastiques
Impliquer usinage avant de finaliser la CAO.
- Épaisseur minimale de la paroi : 1,5-2 mm (les parois plus minces présentent des risques de flexion et de déformation).
- Rayon des angles internes : ≥0,5-1 mm pour réduire la concentration des contraintes et la durée d'immobilisation de l'outil.
- Évitez les caractéristiques profondes et étroites (rainures, poches) qui retiennent les copeaux et la chaleur.
- Ajoutez des chanfreins ou des entrées généreuses aux sorties pour minimiser les bavures.
- Spécifiez des tolérances réalistes (±0,05 mm en général ; ±0,025 mm possible sur des qualités stables comme le Delrin dans des conditions contrôlées).
- Concevoir un enlèvement de matière symétrique dans la mesure du possible pour équilibrer les contraintes. Une bonne révision de la DFM par un atelier de tournage expérimenté peut réduire considérablement le temps d'usinage et les rebuts.
- Stock de soulagement du stress si nécessaire
Les barres en plastique extrudé ou moulé contiennent souvent des contraintes bloquées qui se libèrent de manière inégale pendant la phase de mise en œuvre. usinage.
- Recuire le Delrin, le Nylon, le PEEK et le Polycarbonate avant l'ébauche (typiquement : 100-220°C selon la qualité, maintenir 1-4 heures, refroidir lentement).
- Ne pas utiliser pour les petits prototypes ou lorsque les certificats de matériaux confirment que le stock est soumis à de faibles contraintes.
- Pour les pièces critiques, recuire deux fois : une fois sur le stock brut, une fois après l'ébauche avant les coupes de finition. Cette seule étape a permis de transformer des rendements de 50-60% en 90%+ sur des composants à parois fines ou asymétriques en nylon et en PEEK.
- Mise en place d'outils tranchants et de vitesses d'alimentation agressives
La chaleur est l'ennemie - retirez rapidement les matériaux avant qu'ils ne s'accumulent.
- Utiliser des plaquettes en carbure fraîches et tranchantes (qualité C2) ou en PCD pour le PEEK chargé ; inclinaison positive de 10 à 20°.
- Exécutez des vitesses d'avance élevées : 0,2-0,5 mm/tour pour Delrin/Nylon/PC ; 0,08-0,2 mm/tour pour PEEK/PTFE.
- Modérer la vitesse des broches pour éviter les problèmes centrifuges et les frottements excessifs (entre 200 et 600 SFM).
- Profondeur de finition légère (0,03-0,08 mm) avec des arêtes polies pour une meilleure surface. Les outils émoussés sont la cause #1 de la fonte et de la mauvaise finition - changez les plaquettes de manière proactive.
- Utiliser un système de refroidissement et d'évacuation des copeaux adéquat
La stratégie de refroidissement doit correspondre à la sensibilité des matériaux.
- Le jet d'air (air d'atelier ou comprimé) est le plus sûr et le plus universel - il élimine les copeaux et refroidit sans ajouter d'humidité.
- Brouillard (quantité minimale) acceptable pour le Delrin, le PEEK, le PC si la ventilation est bonne.
- Évitez de verser du liquide de refroidissement sur du nylon (gonflement), du PTFE (risque de contamination) ou des pièces médicales/alimentaires.
- En cas d'enchevêtrement important des copeaux : cycles de pics tous les 5-10 mm de course axiale + air à haute pression.
- Le contrôle de l'électricité statique (barres ionisantes) est utile pour les plastiques secs et non conducteurs. Un mauvais refroidissement a ruiné des lots entiers de Nylon - l'air seul est la solution conservatrice par défaut.
- Machine par étapes avec périodes de repos entre l'ébauche et la finition
Permettre aux tensions de se relâcher et aux dimensions de se stabiliser.
- Tourner grossièrement pour laisser une marge de 0,5 à 1 mm sur le diamètre.
- Reposer 24-48 heures (plus longtemps pour Nylon dans des conditions humides) dans un environnement contrôlé.
- Semi-finition si nécessaire, repos si les tolérances sont serrées.
- Dernière passe de finition légère (0,03-0,1 mm de profondeur) avec un outil tranchant.
- Mesurer après refroidissement complet dans les mêmes conditions de température et d'humidité que celles de l'utilisation finale. Étapes usinage est le facteur le plus important dans le maintien des tolérances sur les pièces sujettes au gauchissement.
- Contrôler dans les mêmes conditions environnementales que l'utilisateur final
Les plastiques se déplacent en fonction de la température et de l'humidité - mesurez là où c'est important.
- Utiliser une zone d'inspection à température contrôlée (idéalement 20°C ±2°C, 45-55% RH).
- Laisser les pièces se stabiliser 24 heures après la coupe finale avant de procéder à l'inspection finale.
- Utiliser des méthodes sans contact (optique, palpeur CMM à faible force) dans la mesure du possible pour éviter la déviation.
- Documenter les conditions au moment de la mesure pour assurer la traçabilité. Les pièces qui passent dans un atelier chaud mais qui tombent en panne dans une zone d'assemblage climatisée sont des environnements communs.
Liste de contrôle rapide avant de commencer tout travail de transformation des matières plastiques
- Les outils sont-ils affûtés et correctement géométriques pour ce plastique ?
- Les vitesses d'alimentation sont-elles suffisamment élevées pour évacuer rapidement la chaleur ?
- Le contrôle des copeaux est-il efficace (cycles de pics, soufflage d'air, brise-copeaux) ?
- Le serrage est-il stable mais suffisamment doux pour éviter les déformations ?
- Les tolérances sont-elles réalistes pour le matériau et l'environnement ?
- Le stock a-t-il été recuit ou détendu si nécessaire ?
- Le refroidissement est-il approprié (air primaire, pas d'eau pour les qualités hygroscopiques) ?
- L'usinage sera-t-il échelonné avec des périodes de repos ?
- L'inspection aura-t-elle lieu dans des conditions contrôlées, semblables à celles d'une utilisation finale ?
Principaux enseignements
- La chaleur provoque la fusion - utilisez des avances rapides et des outils tranchants pour enlever le matériau avant qu'il ne se ramollisse.
- Le gauchissement est dû à des contraintes résiduelles et à un refroidissement inégal. machine par étapes avec des périodes de repos.
- Les copeaux s'enchevêtrent et s'égratignent - les cycles de picage, les broyeurs de copeaux et le souffle d'air continu les contrôlent efficacement.
- Les matériaux diffèrent considérablement : choisissez-les d'abord en fonction des propriétés de l'utilisation finale, puis en fonction de l'usinabilité.
- La conception est importante : ajoutez des rayons, maintenez des parois épaisses, chanfreinez les sorties et prévoyez des tolérances réalistes.
- Testez les configurations sur des rebuts et documentez les résultats - de petites modifications permettent de sauver des cycles de production entiers.
- Choisissez une personne expérimentée Service de tournage CNC avec une expertise plastique éprouvée pour les pièces complexes ou les tolérances serrées.
Conclusion
Plastique Tournage CNC les défis posés par l'accumulation de chaleur, le gauchissement, les copeaux filandreux, la déformation et les problèmes de postcombustion.usinage sont réels et persistants, mais tout à fait gérables avec la bonne discipline de processus. Des outils affûtés, des avances agressives mais contrôlées, un usinage par étapes, un refroidissement approprié, un contrôle de l'environnement et une conception réfléchie transforment ces obstacles en considérations de routine.
Commencez par des pièces simples pour gagner en confiance, documentez chaque installation réussie et augmentez progressivement la complexité. En combinant une bonne sélection des matériaux, une conception consciente de la DFM et le processus étape par étape décrit ci-dessus, vous obtenez des composants tournés en plastique solides, précis et reproductibles qui offrent des économies de poids, une résistance à la corrosion et des avantages fonctionnels que les métaux ne peuvent égaler sur le plan économique.
FAQS
Quels sont les plus grands défis en matière de tournage CNC du plastique ?
La fusion sous l'effet de la chaleur, le gauchissement sous l'effet de la contrainte et les copeaux filandreux figurent en tête de liste. Ces problèmes sont dus au fait que les plastiques sont souples, ont une faible conductivité thermique (0,1-0,5 W/m-K), des points de fusion bas (souvent 150-250°C) et une ductilité élevée par rapport aux métaux. La chaleur s'accumule rapidement et reste localisée, provoquant la fusion ou le ramollissement pendant la coupe. La libération inégale des contraintes et les changements environnementaux (température, humidité) entraînent un gauchissement ou une déformation après l'usinage. La ductilité produit des copeaux longs et continus qui s'enchevêtrent au lieu de se briser. Dans les environnements de production de 2026, ces facteurs restent les causes les plus fréquentes de rebut, de reprise et de retard de livraison, en particulier pour les matériaux tels que le nylon ou le PTFE.
Comment empêcher la fonte des plastiques ?
Augmenter la vitesse d'avance pour enlever rapidement le matériau avant que la friction ne génère une chaleur excessive. Utiliser des outils très affûtés et polis avec des angles de coupe positifs (10-20°) pour cisailler proprement plutôt que frotter. Maintenir une vitesse de broche modérée (typiquement 200-600 SFM en fonction du matériau) pour limiter les frottements tout en permettant des avances élevées (0,2-0,5 mm/tour pour le Delrin/Nylon ; moins pour le PEEK/PTFE). Appliquer un refroidissement par soufflage d'air ou par brouillard pour dissiper la chaleur sans ajouter d'humidité. Testez d'abord sur des déchets - de nombreux ateliers constatent qu'augmenter l'avance tout en diminuant légèrement la vitesse élimine complètement la fonte. Les outils émoussés sont les coupables #1 ; changez les plaquettes de manière proactive.
Pourquoi les pièces en plastique se déforment-elles après le tournage ?
La chaleur dégagée par la coupe et les contraintes mécaniques s'accumulent de manière irrégulière à l'intérieur du matériau. Les plastiques libèrent ces contraintes résiduelles au fil du temps ou se dilatent/contractent avec les changements de température et d'humidité en raison de leurs coefficients de dilatation thermique élevés (5 à 10 fois supérieurs à ceux des métaux) et de leur comportement hygroscopique (le nylon absorbe jusqu'à 8% d'humidité). Les parois minces, les caractéristiques asymétriques ou les coupes lourdes en une seule passe exacerbent le refroidissement inégal et le déséquilibre des contraintes. Les pièces peuvent sembler parfaites à la sortie de la machine, mais se courber ou se tordre de 0,1 à 0,5 mm plus tard. Pour éviter cela, il convient de détendre le stock (recuit) avant les coupes finales, d'usiner par étapes (ébauche, repos de plus de 24 heures, finition) et de maintenir des conditions d'atelier contrôlées (20°C ±2°C, 45-55% HR).
Quelles sont les matières plastiques les plus faciles à transformer sur une machine à commande numérique ?
L'acétal (Delrin) se classe au premier rang en termes d'usinabilité : il produit des copeaux courts et nets, respecte des tolérances serrées (±0,025-0,05 mm facilement), fonctionne à froid et permet d'obtenir d'excellents états de surface avec un minimum d'attention particulière. Certains Nylons (en particulier les qualités stabilisées) s'écaillent assez bien et sont durables, mais ils nécessitent une gestion de l'humidité. Le PEEK et le PTFE nécessitent plus d'attention : Le PEEK est abrasif (en particulier les qualités chargées) et sensible à la chaleur ; le PTFE est extrêmement mou et se déforme facilement. Le polycarbonate se prête bien à la fabrication de pièces résistantes aux chocs, mais souffre de l'enrobage des copeaux et du voile dû aux vibrations. Classement (du plus facile au plus difficile) : Delrin > Polycarbonate > Nylon (avec préparation) > PEEK > PTFE.
Est-il possible d'obtenir des tolérances serrées dans le tournage du plastique ?
Oui, mais il faut s'attendre à des tolérances plus faibles que pour les métaux en raison de la dilatation thermique, des effets de l'humidité, du fluage et d'une plus faible rigidité. Tolérances typiques réalisables : ±0,025-0,05 mm pour les matériaux stables comme le Delrin ou le PEEK non chargé dans des conditions contrôlées ; ±0,05-0,1 mm pour le Nylon ou le PTFE. Il est possible d'obtenir des résultats plus serrés (±0,01-0,025 mm) sur le Delrin/PEEK grâce au recuit, à l'usinage par étapes, au contrôle climatique et à des passes de finition légères, mais les coûts augmentent de manière significative. Les plastiques se déplacent davantage avec la chaleur/l'humidité que les métaux ; il faut donc toujours concevoir des ajustements réalistes et mesurer/contrôler dans des conditions similaires à celles de l'utilisation finale. Des tolérances trop strictes doublent souvent les coûts sans ajouter de fonction.




