Introduction
Precision turning has evolved dramatically since the days of manual lathes, but few processes match the capability of Swiss Tournage CNC when the part demands extreme accuracy on slender geometries under tight production constraints. As a senior manufacturing engineer who’s logged thousands of hours programming Citizen, Star, and Tsugami machines, I’ve seen firsthand how this process turns borderline-impossible designs into reliable, repeatable production runs—or how a single overlooked detail like bar stock variation can scrap an entire shift’s output.
This guide digs deep into Swiss Tournage CNC from core mechanics through advanced troubleshooting, real-world production scenarios, matériel behaviors under the cut, tooling decisions that affect uptime, and the economic logic procurement teams use when evaluating quotes. Whether you’re an engineer refining a drawing for ±0.0001″ features, an OEM buyer comparing suppliers for médical or aerospace components, or a procurement manager calculating total landed cost including rejects and lead times, the details here reflect actual shop-floor experience rather than textbook generalizations.
We’ll cover why the guide bushing changes everything, what happens when thermal growth shifts your offsets mid-run, how to choose between Swiss and conventional based on part geometry and volume, and the subtle decisions that separate 95% uptime from constant alarms. By the end, you’ll have the practical framework to evaluate when Swiss CNC turning is the optimal choice—and how to spec it correctly to avoid common pitfalls.
Fundamentals of Swiss CNC Turning
Swiss CNC turning centers on a sliding headstock design where bar stock feeds through a precision guide bushing, allowing cutting tools to engage the workpiece immediately adjacent to the support point. This configuration addresses the fundamental limitation of conventional lathes: workpiece deflection under cutting forces.
In Euler-Bernoulli beam theory terms, deflection scales with the cube of the unsupported length. Conventional lathes clamp the bar in a collet or chuck, leaving long cantilevers vulnerable to bending—especially on parts with length-to-diameter (L/D) ratios exceeding 3:1. Swiss machines reduce that effective unsupported length to near zero by supporting the bar microns from the tool tip via the guide bushing.
Practical impact: A 0.25″ diameter, 5″ long titanium shaft on a standard lathe might show 0.001″ taper from deflection alone at moderate feeds. The same part on Swiss holds straight within 0.0002″ across the full length because the headstock advances the bar progressively, keeping fresh matériel rigidly supported.
The process is subtractive, high-speed, and multi-axis capable. Modern Swiss lathes run 7–13 axes, incorporate live tooling for milling and cross-drilling, and use sub-spindles for complete part machining in a single clamping. Cycle times for complex small parts often drop 30–60% compared to multi-setup conventional processes.
Historical Development and Evolution
Swiss turning traces back to the 1870s in Switzerland’s watchmaking valleys. Watchmakers needed tiny screws and gears without the flex of manual lathes. Jakob Schweizer and others developed the sliding headstock with a fixed guide bushing, supporting the bar as it fed forward. By the 1920s, these “Swiss automatics” were cam-driven, churning out watch parts in high volumes.
Fast-forward to the 1980s: CNC integration replaced cams with servo motors and G-code, enabling complex geometries like off-center milling. Today, machines from brands like Citizen, Star, and Tsugami feature 7-13 axes, live tooling for milling/drilling, and sub-spindles for seamless back-working. I’ve seen older cam machines still in use for simple runs, but CNC versions dominate because they slash setup times from hours to minutes.
Evolution hasn’t stopped. Hybrid machines now incorporate découpe au laser or additive elements, but the core principle—proximity of cut to support—remains why Swiss turning excels in micron-level work.
Basic Principles and Mechanics
At its core, Swiss turning inverts the conventional lathe paradigm. Instead of tools traversing the full workpiece length, the bar stock advances (Z-motion) while tools stay relatively fixed. The guide bushing, a carbide or ceramic sleeve, grips the bar with minimal clearance (often 0.0005-0.002″), acting as a steady rest.
Mechanics: Bar stock (up to 1.5″ diameter, but typically under 0.75″) loads via a bar feeder. The collet in the headstock clamps and rotates it at 1,000-12,000 rpm. As the headstock slides, it pushes matériel through the bushing into the tooling zone. Tools—up to 20+ in gang or turret configurations—engage simultaneously for turning, boring, threading, or live-tool milling.
Key physics: Support near the cut reduces cantilever length, minimizing deflection per Euler’s beam theory. Deflection δ ≈ (F L^3)/(3 E I), where L is unsupported length. In Swiss, L is near zero, so δ approaches zero even on 20:1 L/D ratios. This enables aggressive feeds without vibration.
Key Components of a Swiss CNC Lathe
A Swiss lathe isn’t a glorified drill press—it’s a symphony of precision components. I’ve disassembled enough to know a worn bushing can ruin a run, or a misaligned sub-spindle can cause eccentricity issues.
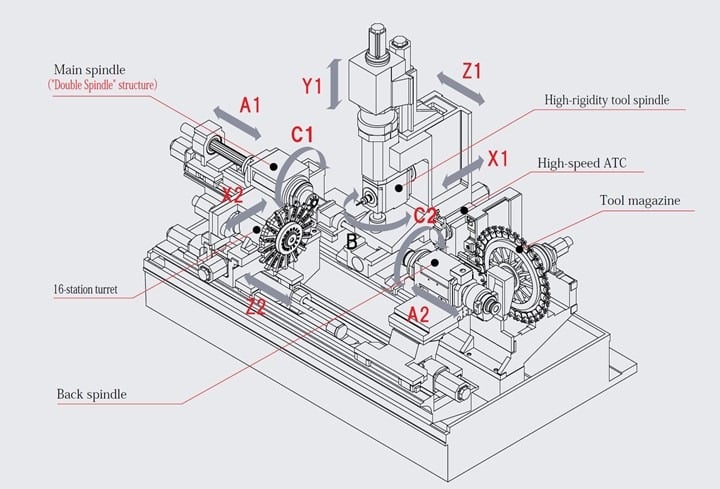
Sliding Headstock
The heart: A movable assembly housing the main spindle and collet. It slides on precision ways (linear guides or hydrostatic bearings) along the Z-axis, feeding bar stock incrementally. Dual-contact spindles handle high torque for tough matériaux like Inconel.
In practice, headstock rigidity matters. On a 10-hour run of titanium pins, thermal growth can shift it 0.0005″—enough for rejects. Coolant-through spindles and temperature compensation via probes keep it stable.
Guide Bushing
The unsung hero: A fixed or adjustable sleeve that supports the bar at the cutting point. Adjustable bushings allow fine-tuning for bar diameter variations (e.g., ±0.0002″ on ground stock). Carbide-lined for wear resistance.
Setup tip: Match bushing ID to bar OD with 0.0005-0.001″ clearance. Too tight? Friction heats the bar, causing expansion and seizure. Too loose? Vibration leads to poor finish. I’ve pulled seized bars mid-run—downtime killer.
Tooling Systems
Gang tooling (fixed positions) for simplicity, or turrets for flexibility. Live tools add rotary power (up to 10,000 rpm) for cross-drilling or milling flats. Tool holders use ER collets or VDI interfaces.
Selection logic: For high-volume, dedicate tools to ops; for prototypes, use indexable inserts. Coated carbide for steels, PCD for aluminum to extend life. Tool breakage? Often from chip buildup—high-pressure coolant (1,000 psi) clears it.
Sub-Spindle and Live Tooling
Sub-spindle (back spindle) grabs the part after cutoff for secondary ops like back-turning or threading. Syncs with main spindle for seamless transfer.
Live tooling enables milling without repositioning. On a connector pin, I’d turn the OD on main, transfer to sub, and mill a hex flat— all in one cycle, cutting time 40%.
The Swiss CNC Turning Process Step-by-Step
Programming starts with CAD/CAM: Model the part, simulate toolpaths in software like Mastercam or Esprit. Generate G-code accounting for bushing offset.
- Bar Loading and Setup: Load bar into feeder, thread through collet and bushing. Zero tools using touch probes. Set offsets for each station.
- Primary Machining: Headstock advances, spindle spins. Tools engage: Rough turn OD, drill axial holes, thread if needed. Simultaneous ops—e.g., front turning while side milling.
- Part Transfer (if sub-spindle): Cutoff tool severs part; sub-spindle picks it up. Back ops: Turn reverse end, cross-drill.
- Ejection and Cycle Repeat: Part ejects via conveyor or catcher. Bar advances for next.
Real scenario: Running 316 stainless screws. Step 1: Bar prep—ground stock for tolerance. If mill-finish, expect runout. Step 2: High-pressure coolant prevents stringy chips wrapping tools. If chips jam, machine alarms—clean with peck cycles.
Quality checks: In-process gauging with lasers or probes. Post-run: CMM for dims, profilometer for Ra <16 μin finishes.
Swiss CNC Turning vs. Conventional CNC Turning: In-Depth Comparison
Swiss and conventional turning both rotate workpieces against tools, but diverge in setup and capability.
| Aspect | Swiss CNC Turning | Conventional CNC Turning |
| Workpiece Support | Guide bushing near cut; minimal deflection | Chuck/collet only; deflection on long parts |
| Part Geometry | Excels at slender (L/D >3:1), small dia. (<1.5″) | Better for short, large dia. (>2″) |
| Précision | ±0.0001″ routine; Ra 4-8 μin | ±0.0005″ typical; Ra 16-32 μin |
| Durée du cycle | Faster for complex; multi-op simultaneous | Slower for multi-setup parts |
| Tooling | Gang/live tools; up to 13 axes | Turret; 2-4 axes standard |
| Coût par pièce | Higher setup, lower for high-vol small parts | Lower for prototypes, large runs |
| Limitations | Bar stock only; expensive machines | Handles billets/slugs; cheaper entry |
Swiss Turning vs Conventional CNC: Key Differences Explained
Why choose Swiss? For a 6″ long, 0.25″ dia. aerospace shaft with slots, conventional might taper 0.001″ due to flex. Swiss holds straight. But for a 4″ dia. flange? Conventional wins on cost and power.
Trade-offs: Swiss machines cost $200k+, need skilled setup. Conventional: $50k entry, but multi-setup inflates labor.
Materials Suitable for Swiss CNC Turning
Swiss handles metals, plastics, exotics. Selection based on machinability, thermal properties, chip control.
- Stainless Steels (303, 316, 17-4PH): Common for médical. 303 free-machining, but 316 gummy—use chip breakers, high-pressure coolant. Heat treats post-machining for hardness.
- Titanium (Ti-6Al-4V): Aerospace fave. Low thermal conductivity causes tool heat buildup. Slow feeds (50-100 sfm), flood coolant. I’ve burned tools at 150 sfm—lesson learned.
- Aluminum (6061, 7075): Fast machining (500+ sfm), but soft—prone to burrs. Diamond-like coatings on tools prevent buildup.
- Brass/Copper: Electronics. Excellent chip control, but work-hardens—sharp tools essential.
- Plastics (PEEK, Delrin): Médical implants. Low melting points—coolant must prevent melting. Brittle? Risk cracking on thin walls.
- Exotics (Inconel, Hastelloy): High-temp apps. Tough—tool life halves. Ceramic inserts, rigid setups.
Bar stock quality: Ground or centerless for <0.0005″ TIR. Out-of-round stock vibrates, ruining finish.
Tooling Selection and Setup Strategies
Tooling drives success. Wrong choice? Excessive wear, poor finish.
- Turning Inserts: Rhombic for versatility, positive rake for soft matériaux to reduce force.
- Boring Bars: Carbide for rigidity on small IDs (<0.125″). Dampened versions cut chatter.
- Live Tools: End mills for slots, drills for holes. Balance at rpm to avoid runout.
Setup: Offset tools radially/axially. Use presetters for accuracy—manual touch-off invites errors. For multi-tool ops, synchronize feeds to avoid interference.
Human factor: On night shifts, fatigue leads to misloads. I’ve seen tools crash from wrong offsets—always double-check simulation.
Achieving Precision: Tolerances, Surface Finishes, and Inspection
Swiss routinely hits ±0.0002″ on ODs, ±0.0001″ on IDs. How? Rigid support, thermal control.
Surface finish: Ra 4-16 μin via sharp tools, optimal speeds. For mirror-like, burnish or use CBN inserts.
Inspection: In-machine probes for real-time comp. Off-machine: CMMs for geometry, optical comparators for profiles. Scenario: Batch of pins fails roundness—trace to bushing wear. Replace every 500 hours.
When wrong: Over-tight tolerances spike costs 20-50%. Engineer logic: Specify only what’s functional—e.g., ±0.001″ if assembly allows.
Real-World Applications in Key Industries
Swiss turning powers industries demanding micro-precision.
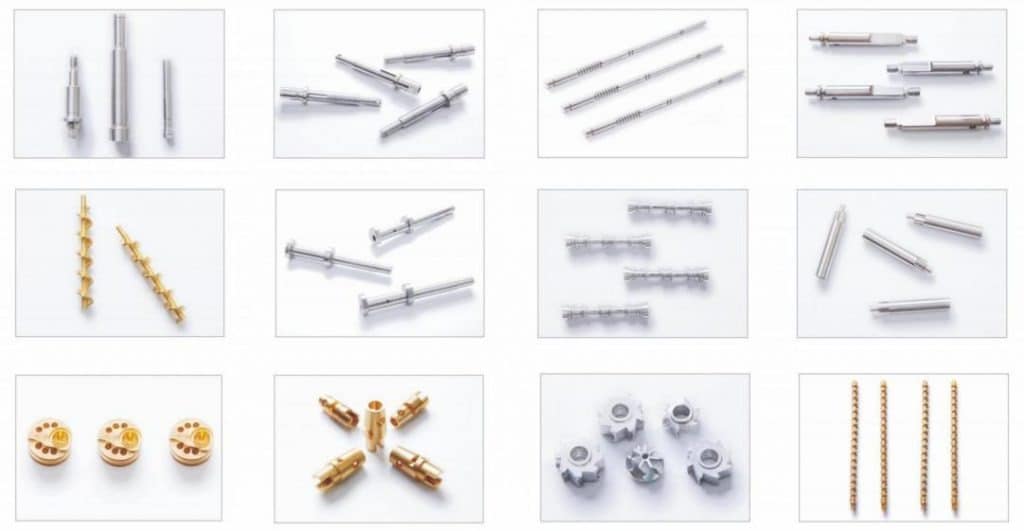
Dispositifs médicaux
Bone screws, stents, pacemaker leads. Titanium screws: Turn threaded body, mill flats for torque. Challenge: Biocompatibility—electropolish for smooth, burr-free finish. Scenario: Run of 10,000 hip implant pins; one burr causes rejection—100% inspection via vision systems.
Aérospatiale
Fasteners, sensor housings, hydraulic fittings. Inconel valves: High heat resistance, but machining generates 1,200°F—coolant essential. Example: Fuel nozzle pins; deflection on conventional would fail vibration tests.
Automobile
Injector needles, valve stems, sensor shafts. Brass connectors: High-volume, low cost. Issue: Chip control in aluminum—stringy chips jam sub-spindle.
Électronique et autres
Pins, connectors, fiber optic ferrules. Copper terminals: Mill slots for wiring. Watchmaking: Gears with 0.01″ modules. Firearms: Precision barrels, though Swiss for small components like firing pins.
Advantages and Trade-Offs of Swiss CNC Turning
Advantages: Micron precision, one-setup completion, unattended runs via bar feeders. Reduces secondary ops, cutting costs 30% on complex parts.
Trade-offs: High machine cost ($150k-$500k), skilled labor needed. Limited to bar stock— no castings. For low-vol, prototypes, conventional cheaper.
Decision: If L/D >4:1 and vol >1,000, Swiss pays off. Else, evaluate.
Common Challenges and Troubleshooting in Swiss CNC Machining
Problems arise—I’ve fixed plenty.
- Chip Management: Stringy chips in stainless wrap tools. Fix: Peck turning, chip breakers, high-pressure coolant (500-1,000 psi). Scenario: Jam stops machine—add M-codes for air blasts.
- Tool Wear/Breakage: In titanium, heat fractures inserts. Troubleshoot: Reduce sfm 20%, use coated tools. Monitor via vibration sensors.
- Dimensional Inconsistencies: Thermal expansion. Solution: Warm-up cycles, temperature-controlled shops (68-72°F).
- Part Deflection/Runout: Loose bushing. Check clearance, replace if >0.001″ wear.
- Surface Finish Issues: Chatter from imbalance. Balance tools, reduce overhang.
- Programming Errors: Tool interference. Simulate fully—I’ve crashed live tools skipping this.
Preventive: Daily lube checks, weekly alignment.
Cost Factors for OEMs and Procurement Decisions
Costs break down: Machine time ($80-150/hr), matériaux (30-50% total), tooling (10-20%), labor/setup (20-30%).
Factors:
- Volume: High-vol amortizes setup; low-vol favors conventional.
- Complexity: Multi-axis adds 20-50% due to programming.
- Material: Titanium doubles cost vs. aluminum.
- Tolerances: Tighter than ±0.001″ ups inspection, scrap rates.
- Overhead: Rush orders add premiums.
For OEMs: Calculate TCO—including lead time, quality rejects. Scenario: Sourcing 50,000 pins; offshore cheap but delays cost $10k in downtime. Domestic Swiss providers ensure JIT.
Decision logic: RFQ multiple suppliers; specify DFM feedback. If vol high, consider in-house—but $300k machine + training = 2-year ROI.
Selecting a Swiss CNC Turning Provider and RFQ Process
Look for AS9100/ISO13485 certs, machine fleet (multi-axis), in-house inspection. Ask for sample runs, tool life data.
RFQ: Upload CAD, specify matériel, tolerances, quantity. Expect quotes in 24-48 hours from services like those offering instant RFQs for Swiss CNC turned parts—streamlining procurement for OEM buyers.
Natural integration: For complex needs, partner with providers emphasizing DFM to optimize designs, reducing costs 15-25%. Submit an RFQ today to lock in precision without surprises.
Future Trends in Swiss CNC Technology
Automation: Robotic loaders, AI for predictive maintenance. Hybrid: Laser integration for micro-features. Sustainability: Dry machining, recycled coolants.
As industries push miniaturization, Swiss evolves—expect 20-axis machines by 2030.
Conclusion
Swiss Tournage CNC remains unmatched for producing small, complex, high-precision turned parts at scale. Its guide bushing support eliminates deflection that plagues other methods, enabling tolerances and surface finishes that open doors in médical, aerospace, automotive, and electronics manufacturing. Yet success demands more than buying a machine—it requires disciplined setup, matériel control, tooling strategy, thermal management, and constant vigilance against subtle issues like chip entanglement or bar variation.
From my experience, the biggest wins come when engineers and buyers collaborate early: Optimize geometry for one-setup capability, specify realistic tolerances, select ground bar stock, and partner with providers who understand production realities rather than just quoting lowest price. When done right, Swiss turning delivers consistent quality, reduced secondary operations, and competitive lead times that justify the investment.
For teams facing tight-tolerance small parts, Swiss isn’t optional—it’s often the only path to reliable production. Evaluate your next component against the criteria here: If L/D is high, features complex, and volume justifies the setup, Swiss CNC turning will likely outperform alternatives in both quality and total cost.
FAQ
What tolerances can Swiss CNC turning reliably achieve?
Swiss CNC turning consistently holds tolerances of ±0.0001″ on diameters and lengths, thanks to the guide bushing minimizing deflection. For example, on a 0.5″ dia. titanium shaft, I’ve maintained ±0.00005″ roundness across 4″ lengths by using temperature-compensated machines and in-process probing. However, achieving this requires ground bar stock, sharp tools, and controlled environments—deviations from mill-finish bars can introduce 0.0002″ runout. Over-specifying tolerances beyond functional needs inflates costs due to added inspection and potential scrap.
How does material choice impact Swiss CNC turning costs and outcomes?
Materials like 303 stainless are cost-effective with good machinability, allowing feeds up to 0.005 ipr and tool life over 1,000 parts per insert. Titanium, however, demands slower speeds (80-120 sfm) and specialized coatings, doubling tooling costs and halving throughput—expect 20-30% higher per-part pricing. Plastics like PEEK require coolant to avoid melting, but yield excellent finishes. Poor choices, like gummy alloys without chip control, lead to jams and downtime; always test small runs to validate.
What are the main differences in setup time between Swiss and conventional turning?
Swiss setups take 2-4 hours for complex parts due to bushing adjustments, tool offsetting for 20+ stations, and programming multi-axis paths. Conventional turning setups are quicker, often 30-60 minutes, as they involve simpler turret loading and fewer offsets. But Swiss amortizes this in high-volume runs by enabling one-setup completion, reducing total time per part by 40%. In practice, I’ve cut setup by using quick-change holders and CAM simulations to avoid crashes.
How do you troubleshoot poor surface finish in Swiss CNC turning?
Poor finishes (Ra >32 μin) often stem from vibration—check bushing clearance first; if >0.001″, replace it. Tool wear or dull edges cause burrs; inspect inserts every 500 parts. Chatter from high speeds? Reduce rpm 10-20% or use dampened holders. Chip buildup in tough materials like Inconel requires high-pressure coolant; without it, I’ve seen finishes degrade mid-run. Always verify bar straightness—crooked stock amplifies issues.
When is Swiss CNC turning more cost-effective than conventional methods?
Swiss becomes cost-effective for parts with L/D ratios >3:1 and volumes over 1,000, where deflection avoidance saves on scrap (5-10% less rejects). For a 0.25″ dia. sensor pin, Swiss cycles in 45 seconds vs. 90 on conventional, dropping per-part cost 25% at scale. Low volumes (<100) favor conventional due to lower setup fees. Factor in secondary ops—Swiss’s live tooling eliminates them, saving 15-20% overall.