コンテンツにスキップ
コンテンツにスキップ 
はじめに
精密旋盤加工は、手動旋盤の時代から劇的な進化を遂げてきたが、スイス旋盤の能力に匹敵する工程はほとんどない。 CNC旋盤加工 厳しい生産制約のもとで、細長い形状に極めて高い精度が要求される部品。シチズン、スター、ツガミの各機械を何千時間もプログラミングしてきた上級製造エンジニアとして、私は、このプロセスがいかにして不可能に近い設計を信頼できる再現性のある生産に変えるか、あるいは、棒材のばらつきのようなたったひとつの見落としがいかにシフト全体の生産高を台無しにするかを目の当たりにしてきました。.
このガイドでは、スイスを深く掘り下げている。 CNC旋盤加工 中核となるメカニックから高度なトラブルシューティング、実際の生産シナリオまで、, 材料 切削下での挙動、稼働時間に影響する工具の決定、調達チームが見積もりを評価する際に使用する経済ロジック。あなたが±0.0001″のフィーチャーのために図面を精緻化するエンジニアであろうと、±0.0001″のフィーチャーのためにサプライヤーを比較するOEMバイヤーであろうと メディカル あるいは、不合格品やリードタイムを含む総ランド・コストを計算する調達マネージャーなど、ここでは教科書的な一般論ではなく、実際の現場での経験を反映した詳細が述べられている。.
ガイドブッシングがすべてを変える理由、熱成長によってオフセットが稼働中にずれた場合の現象、部品の形状と数量に基づくスイス製と従来型の選択方法、95%の稼働時間と常時発生するアラームを分ける微妙な判断について説明します。また、95%の稼働時間と常時アラームを分ける微妙な判断についても解説します。 スイス製CNC旋盤 が最適な選択であり、よくある落とし穴を避けるための正しい仕様の決め方である。.
スイスCNC旋盤加工の基礎
スイス製CNC旋盤 スライディング主軸台設計により、棒材は精密ガイドブッシュを通過し、切削工具はサポートポイントのすぐ隣のワークピースに噛み合うことができます。この構成は、従来の旋盤の基本的な制限である、切削力によるワークのたわみに対処しています。.
オイラー・ベルヌーイ梁理論では、たわみは支持されていない長さの3乗に比例します。従来の旋盤では、バーをコレットやチャックで固定するため、長いカンチレバーは曲がりやすく、特に長さ対直径(L/D)比が3:1を超えるような部品では、曲がりやすい。スイス製旋盤では、ガイドブッシュを介して工具先端からミクロン単位でバーを支持することで、実質的な非支持長をゼロに近づけることができます。.
実用的な影響:標準的な旋盤で直径0.25″、長さ5″のチタンシャフトを使用した場合、中程度の送りではたわみだけで0.001″のテーパーが生じることがある。スイス旋盤の同じ部品は、主軸台がバーを段階的に前進させるため、全長にわたって0.0002″以内でまっすぐに保持され、新鮮さを保ちます。 材料 がっちり支える。.
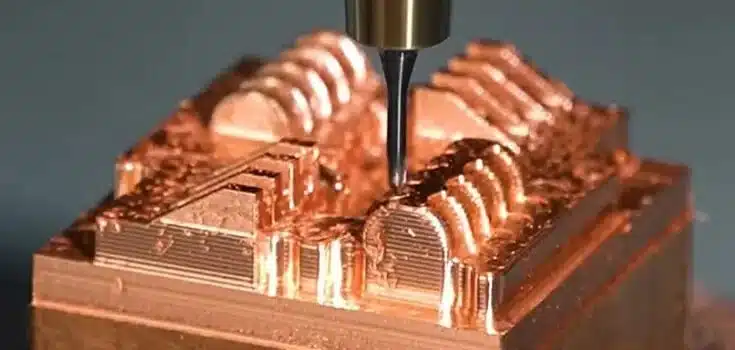
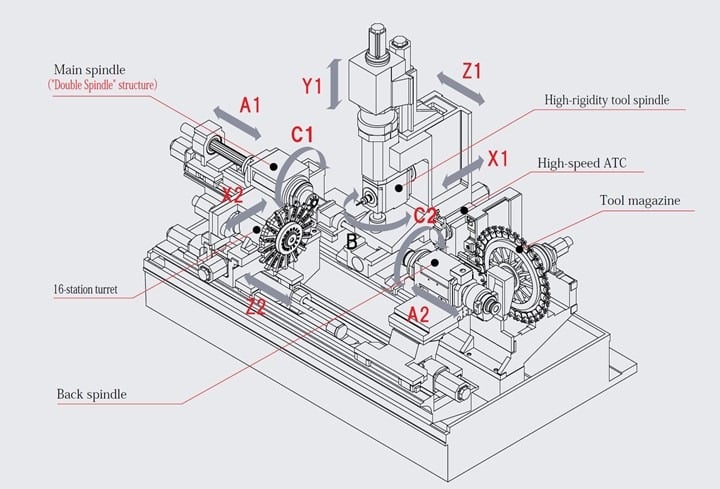
この工程は、サブトラクティブ、高速、多軸加工が可能である。最新のスイス製旋盤は、7~13軸を稼働し、フライス加工やクロスドリル加工用のライブツーリングを組み込み、サブスピンドルを使用して1回のクランピングで完全な部品加工を行います。複雑な小型部品のサイクルタイムは、従来のマルチセットアップ加工に比べて30~60%短縮されます。.
歴史的発展と進化
スイス旋盤加工は、1870年代にスイスの時計製造の谷間で始まった。時計職人たちは、手動旋盤のようなたわみのない小さなネジや歯車を必要としていた。ヤコブ・シュヴァイツァー(Jakob Schweizer)らは、固定ガイドブッシュを備えたスライド式主軸台を開発し、前進するバーを支えた。1920年代には、これらの「スイス・オートマチック」はカム駆動となり、時計の部品を大量に生産するようになった。.
1980年代に話を戻す:CNCの統合により、カムがサーボモーターとGコードに置き換えられ、オフセンター加工などの複雑な形状加工が可能になった。今日、シチズン、スター、ツガミといったブランドの機械は、7~13軸、フライス加工/ドリル加工用のライブツーリング、シームレスなバックワーク用のサブスピンドルを備えている。旧式のカム加工機が簡単な加工に使われているのを見たことがあるが、段取り時間を数時間から数分に短縮できるCNC加工機が主流だ。.
進化は止まらない。ハイブリッド・マシンは今や レーザー切断 しかし、スイス旋盤加工がミクロン単位の加工を得意とする理由は、その核となる原理である「切削と支持の近接性」に変わりはない。.
基本原理とメカニズム
スイス旋盤加工は、従来の旋盤加工の常識を覆すものである。工具がワークの全長を横切る代わりに、工具は比較的固定されたまま、棒材が前進(Zモーション)する。ガイドブッシュ(超硬またはセラミックスリーブ)は、最小限のクリアランス(多くの場合、0.0005~0.002″)でバーを把持し、安定した削り残りとして機能する。.
メカニズム棒材(直径1.5″まで、通常は0.75″以下)をバーフィーダーで供給。主軸台のコレットがそれをクランプし、1,000~12,000 rpmで回転させる。主軸台が摺動すると、主軸台は棒材を押し出す。 材料 ブッシングを通してツーリングゾーンに入ります。ギャングまたはタレット構成で最大20本以上の工具が、旋削、ボーリング、ねじ切り、ライブツールフライス加工に同時に使用できます。.
重要な物理学:オイラーの梁理論により、カンチレバーの長さを短くし、たわみを最小にする。たわみδ ≈ (F L^3)/(3 E I)、ここでLは支持されていない長さ。スイスではLがゼロに近いため、L/D比が20:1でもδはゼロに近づきます。これにより、振動のない積極的な送りが可能になる。.
スイス製CNC旋盤の主要構成部品
スイスの旋盤は、見栄を張ったドリルプレスではなく、精密部品のシンフォニーだ。精密部品のシンフォニーなのだ。私は十分に分解してきたので、磨耗したブッシュが加工を台無しにしたり、ずれたサブスピンドルが偏心の問題を引き起こしたりすることを知っている。.
スライド式ヘッドストック
心臓部:主軸とコレットを収容する可動アセンブリ。Z軸に沿って精密なウェイ(リニアガイドまたは静圧軸受)上をスライドし、棒材を段階的に送ります。デュアルコンタクトスピンドルが高トルクを処理し、タフな加工を実現します。 材料 インコネルのように。.
実際には、ヘッドストックの剛性は重要です。チタン製ピンを10時間加工する場合、熱膨張によって0.0005″ずれることがあります。クーラントスルースピンドルとプローブによる温度補正が安定性を保ちます。.
ガイドブッシング
縁の下の力持ち:固定または調整可能なスリーブで、切断点でバーを支えます。調整可能なブッシングは、バーの直径のばらつき(挽き材では±0.0002″など)の微調整を可能にします。耐摩耗性のために超硬ライニング。.
セットアップのヒント:ブッシングの内径とバーの外径を0.0005~0.001″のクリアランスで合わせる。きつすぎますか?摩擦がバーを加熱し、膨張や焼き付きを起こします。緩すぎる?振動で仕上がりが悪くなる。私は焼き付いたバーをランダウンタイムの途中で引き抜いたことがある。.
ツーリングシステム
シンプルにはギャングツーリング(固定位置)、フレキシブルにはタレット。ライブツールは、クロスドリル加工やフラットフライス加工に回転力(最大10,000 rpm)を追加します。ツールホルダーは、ERコレットまたはVDIインターフェースを使用します。.
選択の論理:大量生産の場合は、加工専用の工具を使用し、プロトタイプの場合は、刃先交換式チップを使用する。鋼にはコーティング超硬、アルミにはPCDを使用すると寿命が延びる。工具の破損?多くの場合、切屑の堆積が原因だが、高圧クーラント(1,000 psi)で除去できる。.
サブスピンドルとライブツーリング
サブスピンドル(背面スピンドル)は、バックターニングやスレッディングのような二次加工のために、カットオフ後に部品をつかみます。シームレスな搬送のためにメインスピンドルと同期します。.
ライブツーリングは、再位置決めなしでフライス加工ができます。コネクターピンの場合、メインで外径を削り、サブに移動し、六角形の平面を削る。.
スイスCNC旋盤加工ステップバイステップ
プログラミングはCAD/CAMから始まります:パーツをモデリングし、MastercamやEspritのようなソフトウェアでツールパスをシミュレーションします。ブッシングのオフセットを考慮したGコードを作成します。.
- バーのローディングとセットアップ: バーをフィーダーにセットし、コレットとブッシングに通します。タッチプローブを使用して工具をゼロにします。各ステーションのオフセットを設定します。.
- 一次加工: 主軸台が前進し、主軸が回転する。工具が噛み合う:外径の荒加工、軸穴加工、必要であればねじ切り。同時加工-例えば、サイドミル加工中にフロントターニングを行う。.
- 部品移動(サブスピンドルの場合): カットオフツールでパーツを切断し、サブスピンドルでピックアップ。バック作業:リバースエンド、クロスドリル.
- イジェクトとサイクルリピート: 部品はコンベアまたはキャッチャーから排出される。バーが次に進みます。.
実際のシナリオ:316ステンレスのネジを使用する。ステップ1:公差のために棒材を下地研磨する。フライス仕上げの場合は振れが出る。ステップ2: 高圧クーラントにより、切りくずが工具に巻きつくのを防ぎます。切りくずが詰まった場合は、機械がアラームを発し、ペックサイクルで清掃する。.
品質チェックレーザーまたはプローブによるインプロセスゲージング。ポストラン寸法測定用CMM、Ra <16 μin仕上げ用プロフィロメーター。.
スイスCNC旋盤と従来型CNC旋盤の比較:徹底比較
スイス旋盤加工と従来の旋盤加工は、どちらもワークピースを工具に対して回転させるが、セットアップと能力は異なる。.
| アスペクト | スイス製CNC旋盤 | 従来のCNC旋盤加工 |
| ワークサポート | カット付近のガイドブッシュ、たわみは最小限 | チャック/コレットのみ;長尺部品のたわみ |
| 部品形状 | 細身(L/D>3:1)、小径(<1.5″)に優れている。 | 短くて径の大きいもの(>2″)に適している。 |
| 精密 | ±0.0001″ルーチン;Ra 4-8 μin | ±0.0005″(代表値)、Ra 16-32 μin |
| サイクルタイム | 複雑な多人数同時手術の高速化 | マルチセットアップ・パートでは遅い |
| 工具 | ギャング/ライブツール、最大13軸 | タレット;標準2-4軸 |
| 部品単価 | セットアップが高く、高ボリュームの小型部品は低い | プロトタイプや大量生産には低い |
| 制限事項 | 棒材のみ、高価な機械 | ビレット/スラッグを扱う。 |
スイス旋盤加工と従来のCNC旋盤加工:主な相違点の説明
スイスを選ぶ理由長さ6″、直径0.25″の航空宇宙用シャフトでスロットがある場合、従来のシャフトではフレックスにより0.001″テーパーが生じる可能性があります。スイスはまっすぐです。しかし、直径4″のフランジではどうでしょう?コンベンショナルはコストとパワーで勝っています。.
トレードオフ:スイス製マシンは$20万円以上、熟練したセットアップが必要。コンベンショナル:$5万円のエントリーだが、マルチセットアップで人件費がかさむ。.
スイスCNC旋盤加工に適した素材
スイスは金属、プラスチック、エキゾチックを扱う。加工性、熱特性、切り屑処理に基づく選択。.
- ステンレス鋼(303、316、17-4PH): 共通 メディカル. .303は快削性だが、316はガミ ー性で、チップブレーカー、高圧クーラントを使 用する。機械加工後に熱処理を施し、硬度を高める。.
- チタン(Ti-6Al-4V): 航空宇宙産業のお気に入り。熱伝導率が低いため、工具に熱がこもりやすい。スローフィード(50~100sfm)、クーラントフラッド。私は150sfmで工具を焼いたことがある。.
- アルミニウム(6061、7075): 加工速度は速いが(500sfm以上)、バリが出やすい。工具のダイヤモンドライクコーティングが蓄積を防ぐ。.
- ブラス/銅: エレクトロニクス。優れた切りくず処理能力を持つが、硬く鋭利な工具が不可欠。.
- プラスチック(PEEK、デルリン): メディカル インプラント。融点が低い-冷却剤が溶融を防がなければならない。脆い?壁が薄いと割れる危険がある。.
- エキゾチック(インコネル、ハステロイ): 高温用途。タフな工具寿命セラミックインサート、リジッドセットアップ。.
バーストックの品質TIR0.0005″以下の研磨またはセンターレス。真円でないストックは振動し、仕上げを台無しにする。.
工具の選択とセットアップ戦略
ツーリングが成功を導く選択を誤ると過度の摩耗、仕上げ不良。.
- ターニングインサート: 汎用性の高い菱形、ソフト用のポジティブレーキ 材料 力を弱める。.
- ボーリング・バー 小さな内径(<0.125″)の剛性を高める超硬。びびりを抑制。.
- ライブツール: スロットはエンドミル、穴はドリル。回転数でバランスをとり、振れを防ぐ。.
セットアップ:工具を半径方向/軸方向にオフセットする。精度を上げるためにプリセッタを使用する。マルチツール作業では、干渉を避けるためにフィードを同期させる。.
人的要因:夜勤の場合、疲労がミスロードにつながる。間違ったオフセットが原因でツールがクラッシュするのを見たことがある。.
精度の達成:公差、表面仕上げ、検査
スイスでは日常的に、外径で±0.0002″、内径で±0.0001″を達成している。どうやって?剛性サポート、熱制御。.
表面仕上げ:鋭利な工具、最適な速度でRa 4-16 μin。鏡面仕上げには、バーニッシュまたはCBNインサートを使用。.
検査:インマシンプローブによるリアルタイム検査オフマシン:形状用CMM、プロファイル用オプティカルコンパレータ。シナリオピンのバッチが真円度不良を起こし、ブッシングの磨耗をトレース。500時間ごとに交換。.
間違ったら厳しい公差がコストを跳ね上げる 20-50%.エンジニアの論理:例えば、組み立てが可能なら±0.001″。.
主要産業における実際のアプリケーション
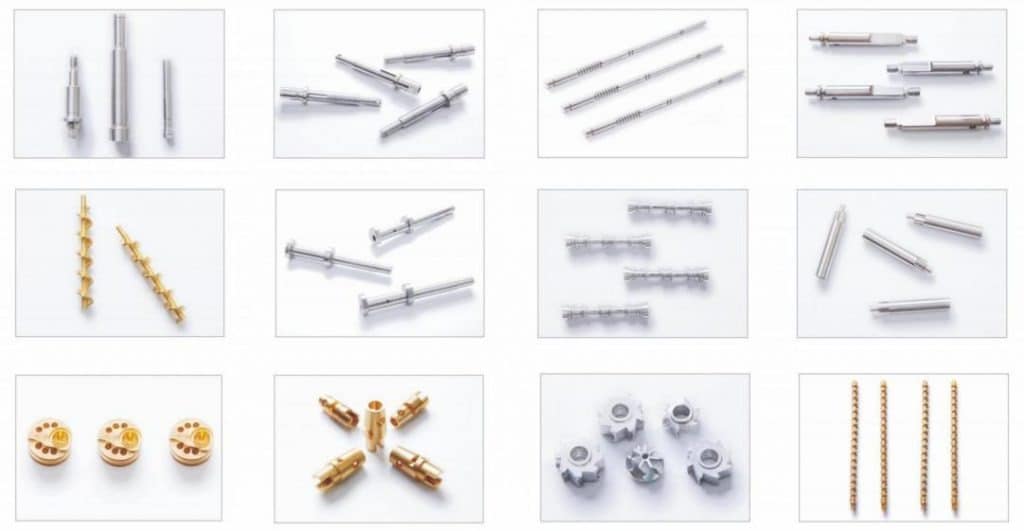
スイス旋盤加工は、微細な精度が要求される産業に力を与えている。.
医療機器
骨ネジ、ステント、ペースメーカーリード。チタンネジ:ねじ切りされた本体を回転させ、 トルクのために平らな部分を削る。課題: 生体適合性-電解研磨により、バリのない滑らかな仕上げ。シナリオ10,000本の股関節インプラントピンを製造。1本のバリが不合格の原因-100%ビジョンシステムによる検査。.
航空宇宙
ファスナー、センサーハウジング、油圧継手。インコネル製バルブ:耐熱性は高いが、機械加工では1,200°Fを発生。例燃料ノズルピン:従来のたわみでは振動試験で不合格になる。.
自動車
インジェクターニードル、バルブステム、センサーシャフト。真鍮コネクター:大量生産、低コスト課題:アルミのひものような切りくずがサブスピンドルを詰まらせる。.
エレクトロニクスその他
ピン、コネクタ、光ファイバフェルール銅端子配線用溝加工時計製造:0.01″モジュールの歯車銃器:精密銃身。ただし、撃針のような小さな部品はスイス製。.
スイス製CNC旋盤の利点とトレードオフ
利点ミクロン単位の高精度、1回のセットアップで完了、バーフィーダーによる無人運転。二次加工を削減し、複雑な部品のコストを30%削減。.
トレードオフ:機械代が高い($15万~$50万)、熟練工が必要。棒材に限定-鋳造品は不可。少量生産、プロトタイプの場合、従来の方が安い。.
決断:L/Dが4:1以上、取引高が1,000以上なら、スイスは報われる。それ以外は評価。.
スイス製CNCマシニングにおける一般的な課題とトラブルシューティング
問題はたくさんある。.
- チップマネジメント: ステンレス・ラップ・ツールに筋状の欠けが発生。直す:ペックターニング、チップブレーカー、高圧クーラント(500-1,000 psi)。シナリオジャムがマシンを止める-エアブラスト用のMコードを追加する。.
- 工具の摩耗/破損: チタンの場合、熱でインサートが破損する。トラブルシューティング:sfm 20% を減らし、被覆工具を使用する。振動センサーで監視する。.
- 次元の不一致: 熱膨張解決策ウォームアップ・サイクル、温度管理された店舗(68-72°F)。.
- 部品のたわみ/振れ: ブッシングが緩んでいる。クリアランスを点検し、0.001″ 以上摩耗していたら交換する。.
- 表面仕上げの問題: アンバランスによるビビリ道具のバランスをとり、オーバーハングを減らす。.
- プログラミングエラー: ツールの干渉。完全にシミュレートする-これをスキップしてライブツールをクラッシュさせたことがある。.
予防的:毎日の潤滑油チェック、週1回のアライメント。.
OEMと調達決定におけるコスト要因
コストの内訳機械時間($80-150/時間)、, 材料 (合計30-50%)、工具(10-20%)、人件費/セットアップ(20-30%)。.
要因
- ボリューム: 高ボランチはセットアップを償却し、低ボランチは従来型に有利。.
- 複雑さ: 多軸はプログラミングにより20-50%を追加。.
- 素材: チタンはアルミニウムの2倍のコスト。.
- 公差: 0.001″よりタイトなアップ検査、スクラップ率。.
- オーバーヘッド: お急ぎ注文は割増料金が加算されます。.
OEM向け:リードタイム、品質不良を含むTCOを計算します。シナリオ50,000本のピンを調達。オフショアは安いが、遅延により$10Kのダウンタイムが発生。スイス国内のプロバイダーはJITを保証する。.
決定ロジック:複数のサプライヤーにRFQ。VOLが高い場合、社内で$300kマシン+トレーニング=2年ROIを検討。.
スイスCNC旋盤加工業者の選定とRFQプロセス
AS9100/ISO13485認証、機械設備(多軸)、社内検査を確認すること。サンプルラン、工具寿命データを求める。.
RFQ: CADのアップロード、指定 材料, 公差、数量。スイスのインスタントRFQを提供するようなサービスからは、24~48時間以内に見積もりが出てくるでしょう。 CNC旋盤加工 OEMバイヤーのための部品調達の合理化。.
自然な統合:複雑なニーズには、DFMを重視するプロバイダーと提携して設計を最適化し、コストを削減 15-25%。今すぐRFQを提出し、サプライズのない精度を確保しましょう。.
スイスCNC技術の将来動向
自動化:ロボットローダー、予知保全のためのAI。ハイブリッド:マイクロフィーチャーのためのレーザー統合。持続可能性:ドライ加工、再生クーラント。.
産業界が小型化を推し進める中、スイスも進化を遂げている。.
結論
スイス CNC旋盤加工 は、小型で複雑な高精度の旋盤加工部品を大規模に生産する上で、他の追随を許しません。そのガイドブッシュサポートは、他の方法を悩ませるたわみをなくし、以下のような扉を開く公差と表面仕上げを可能にします。 メディカル, 航空宇宙、自動車、電子機器製造などだ。しかし、成功に必要なのはマシンを購入することだけではない、, 材料 制御、工具戦略、熱管理、そしてチップのもつれやバーのばらつきといった微妙な問題に対する絶え間ない警戒。.
私の経験では、エンジニアとバイヤーが早期に協力し合えば、最大の成果が得られる:ワンセットアップが可能なように形状を最適化し、現実的な公差を指定し、研削された棒材を選択し、単に最低価格を提示するのではなく、生産の現実を理解しているプロバイダーと提携することです。スイス旋盤加工が正しく行われれば、安定した品質、二次加工の削減、投資を正当化する競争力のあるリードタイムが実現します。.
公差の厳しい小型部品に直面するチームにとって、スイス製はオプションではなく、信頼性の高い生産への唯一の道であることが多い。信頼性の高い生産を行うには、スイス製が唯一の方法であることが多いのです:L/Dが高く、機能が複雑で、生産量がセットアップを正当化できる場合、, スイス製CNC旋盤 は、品質と総コストの両面で他の選択肢を上回る可能性が高い。.
よくあるご質問
スイスのCNC旋盤加工は、どのような公差を確実に達成できますか?
スイス製CNC旋盤は、ガイドブッシュがたわみを最小限に抑えるため、直径と長さにおいて常に±0.0001″の公差を維持しています。例えば、直径0.5″のチタンシャフトでは、温度補正された機械とインプロセス・プローブを使用することで、4″の長さにわたって±0.00005″の真円度を維持しています。しかし、これを達成するには、研磨された棒材、鋭利な工具、管理された環境が必要で、ミル仕上げの棒材との誤差は、0.0002″の振れを生じる可能性があります。機能上の必要以上に公差を指定すると、検査が追加され、スクラップの可能性もあるため、コストが膨らみます。.
材料の選択は、スイスのCNC旋盤加工のコストと成果にどのような影響を与えるのか?
303ステンレスのような素材は、優れた加工性でコスト効率が良く、最大0.005iprの送りと1チップあたり1,000パーツ以上の工具寿命が可能です。しかし、チタンは、低速(80-120 sfm)と特殊コーティングを必要とするため、工具コストが倍増し、スループットが半減します。PEEKのようなプラスチックは、溶融を避けるためにクーラントを必要としますが、優れた仕上げが得られます。切り屑を制御できないグミ状の合金のような不適切な選択は、ジャムやダウンタイムにつながります。.
スイス式旋盤加工と従来の旋盤加工では、セットアップに要する時間にどのような違いがありますか?
ブッシングの調整、20以上のステーションのツールオフセット、多軸パスのプログラミングのため、複雑なパーツのスイス式セットアップには2~4時間かかります。従来の旋盤加工の段取り替えは、タレットのローディングやオフセットの回数が少ないため、30~60分と短時間で完了します。しかし、Swissでは、1回のセットアップで完了できるため、大量生産でこの時間を償却することができ、1部品あたりの合計時間を40%短縮することができます。実際には、クイックチェンジホルダーとCAMシミュレーションを使用して、クラッシュを回避することで、段取り時間を短縮しています。.
スイスのCNC旋盤加工で表面仕上げが悪い場合、どのようにトラブルシューティングしますか?
仕上がりの悪さ(Ra >32 μin)は、振動に起因することが多い。工具の磨耗や刃先の鈍りがバリの原因になる。高速回転によるびびり?回転数を10-20%下げるか、減衰ホルダを使用する。インコネルのような強靭な素材では、切り屑の蓄積には高圧クーラントが必要です。クーラントがないと、加工途中で仕上げが劣化するのを見たことがあります。バーの真直度を常に確認する。.
スイスのCNC旋盤加工は、どのような場合に従来の方法よりも費用対効果が高いのですか?
Swissは、L/D比が3:1以上、容積が1,000を超える部品で費用対効果が高くなり、たわみを回避することでスクラップを削減できます(不合格品が5~10%減少)。直径0.25″のセンサーピンの場合、従来の90秒に対し、Swissは45秒でサイクルし、部品当たりのコストを25%削減します。少量生産(100個未満)の場合、セットアップ費用が安いため、従来型が有利である。二次加工を考慮すると、Swissのライブツーリングは二次加工を排除し、全体で15-20%のコスト削減を実現します。.