Common materials for metal 3D printing include stainless steel, titanium, aluminum alloys, Inconel and cobalt chrome, offering a wide range of properties like corrosion resistance and high strength.
Can metal 3D printing be used for high-temperature applications?
Yes, certain metal alloys used in 3D printing, such as Inconel 718 and Stainless Steel 316L, are suitable for high-temperature environments, making them ideal for aerospace and industrial applications.
What are the typical lead times for metal 3D printing?
Lead times typically range from 3-10 days for prototypes and 2-4 weeks for production runs, depending on the part complexity, material, and finish required.
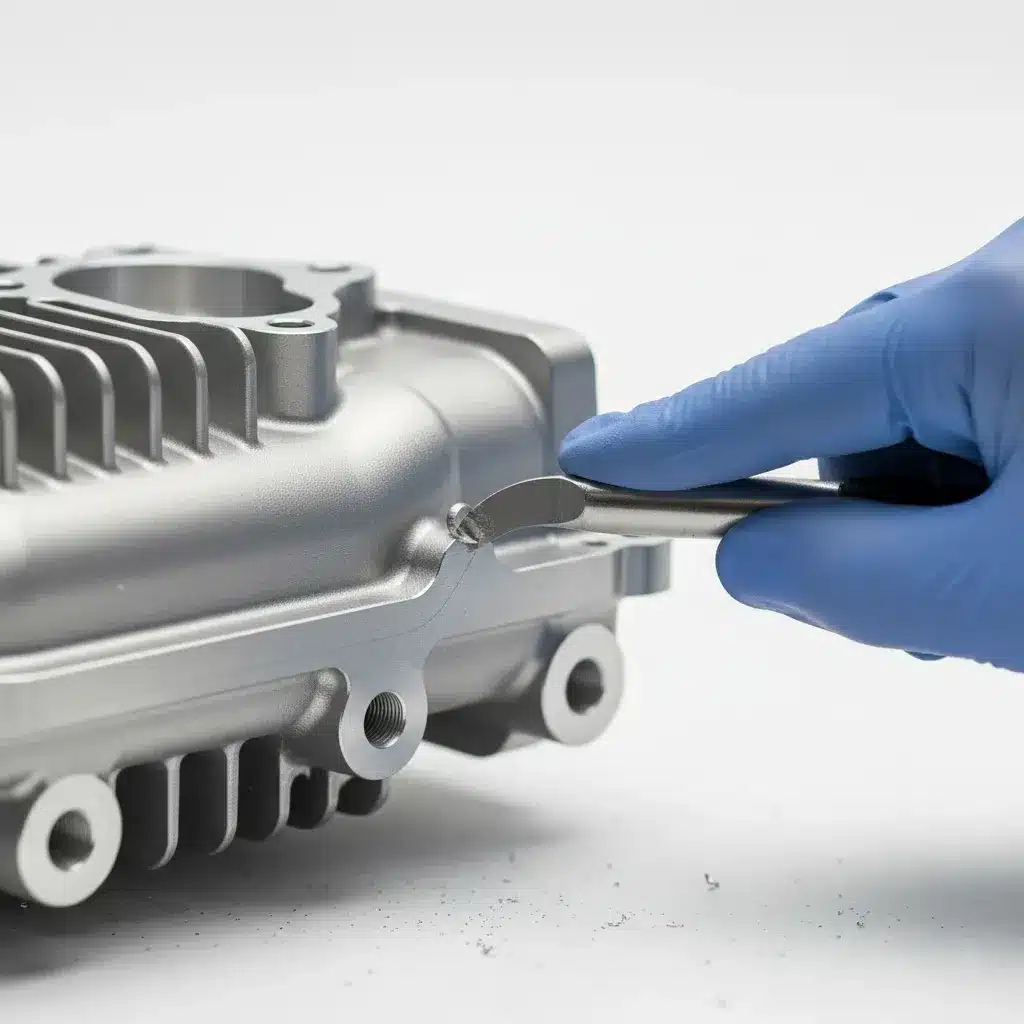
Metal 3D printing typically achieves tolerances of ±0.1 mm. For high-precision parts, post-processing can further refine the dimensions to meet stricter requirements.