Zum Inhalt springen
Zum Inhalt springen 
Einführung
Das Präzisionsdrehen hat sich seit den Tagen der manuellen Drehmaschinen dramatisch weiterentwickelt, aber nur wenige Verfahren können mit den Fähigkeiten der Schweizer CNC-Drehen wenn das Teil extreme Genauigkeit bei schlanken Geometrien unter engen Produktionsvorgaben erfordert. Als leitender Fertigungsingenieur, der Tausende von Stunden mit der Programmierung von Citizen-, Star- und Tsugami-Maschinen verbracht hat, habe ich aus erster Hand erfahren, wie dieser Prozess grenzwertige Konstruktionen in zuverlässige, wiederholbare Produktionsläufe verwandelt - oder wie ein einziges übersehenes Detail wie eine Abweichung des Stangenmaterials die Produktion einer ganzen Schicht zunichte machen kann.
Dieser Leitfaden befasst sich eingehend mit den Schweizer CNC-Drehen von der grundlegenden Mechanik bis hin zur fortgeschrittenen Fehlersuche und zu realen Produktionsszenarien, Material Verhaltensweisen unter dem Schnitt, Werkzeugentscheidungen, die sich auf die Betriebszeit auswirken, und die wirtschaftliche Logik, die Beschaffungsteams bei der Bewertung von Angeboten anwenden. Ob Sie ein Ingenieur sind, der eine Zeichnung auf ±0,0001″ verfeinert, ein OEM-Einkäufer, der Lieferanten für medizinisch oder Komponenten für die Luft- und Raumfahrt oder ein Beschaffungsmanager, der die Gesamtkosten einschließlich Ausschuss und Vorlaufzeiten berechnet, spiegeln die Details hier eher die tatsächliche Erfahrung in den Betrieben wider als die Verallgemeinerungen aus dem Lehrbuch.
Wir besprechen, warum die Führungsbuchse alles verändert, was passiert, wenn thermisches Wachstum Ihre Offsets mitten im Lauf verschiebt, wie man zwischen Schweizer und konventioneller Fertigung auf der Grundlage der Teilegeometrie und des Volumens wählt und welche subtilen Entscheidungen die Betriebszeit des 95% von ständigen Alarmen unterscheiden. Am Ende haben Sie den praktischen Rahmen, um zu beurteilen, wann Schweizer CNC-Drehen ist die optimale Wahl - und wie man sie richtig spezifiziert, um häufige Fallstricke zu vermeiden.
Grundlagen des Schweizer CNC-Drehens
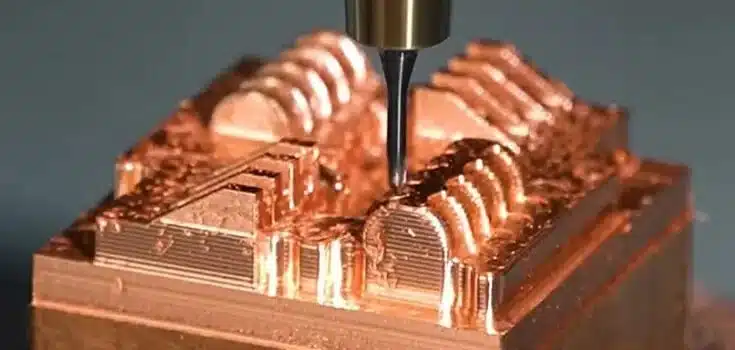
Schweizer CNC-Drehzentren auf einem verschiebbaren Spindelstock, bei dem das Stangenmaterial durch eine Präzisionsführungsbuchse geführt wird, so dass die Schneidwerkzeuge unmittelbar neben dem Auflagepunkt am Werkstück angreifen können. Diese Konfiguration löst die grundlegende Einschränkung herkömmlicher Drehmaschinen: die Durchbiegung des Werkstücks unter den Schnittkräften.
Nach der Euler-Bernoulli-Theorie steigt die Durchbiegung mit dem Kubus der freitragenden Länge. Bei herkömmlichen Drehmaschinen wird die Stange in einer Spannzange oder einem Spannfutter eingespannt, wodurch lange Ausleger anfällig für Biegungen sind - insbesondere bei Teilen mit einem Verhältnis von Länge zu Durchmesser (L/D) von über 3:1. Schweizer Maschinen reduzieren die effektive freitragende Länge auf nahezu Null, indem sie die Stange über die Führungsbuchse nur wenige Mikrometer von der Werkzeugspitze entfernt halten.
Praktische Auswirkungen: Eine Titanwelle mit einem Durchmesser von 0,25″ und einer Länge von 5″ kann auf einer Standard-Drehmaschine bei mäßigen Vorschüben allein durch die Durchbiegung 0,001″ Konizität aufweisen. Das gleiche Teil auf der Swiss hält sich gerade innerhalb von 0,0002″ über die gesamte Länge, weil der Spindelstock die Stange progressiv vorschiebt, so dass immer frische Material starr unterstützt.
Das Verfahren ist subtraktiv, hochgeschwindigkeitsfähig und mehrachsig. Moderne Schweizer Drehmaschinen haben 7-13 Achsen, verfügen über angetriebene Werkzeuge zum Fräsen und Querbohren und verwenden Gegenspindeln für die Komplettbearbeitung von Teilen in einer einzigen Aufspannung. Die Zykluszeiten für komplexe Kleinteile sinken oft um 30-60% im Vergleich zu konventionellen Verfahren mit mehreren Aufspannungen.
Historische Entwicklung und Evolution
Das Schweizer Drechseln geht auf die 1870er Jahre in den Tälern der Schweizer Uhrenindustrie zurück. Die Uhrmacher brauchten winzige Schrauben und Zahnräder, ohne die Biegsamkeit von Handdrehbänken. Jakob Schweizer und andere entwickelten den verschiebbaren Spindelstock mit einer festen Führungsbuchse, die die Stange beim Vorschub stützte. In den 1920er Jahren waren diese “Schweizer Automaten” kurvengesteuert und produzierten Uhrenteile in großen Mengen.
Spulen Sie vor bis in die 1980er Jahre: Die CNC-Integration ersetzte Nocken durch Servomotoren und G-Code und ermöglichte komplexe Geometrien wie außermittiges Fräsen. Heute verfügen Maschinen von Marken wie Citizen, Star und Tsugami über 7-13 Achsen, angetriebene Werkzeuge zum Fräsen/Bohren und Gegenspindeln für nahtlose Rückseitenbearbeitung. Ich habe gesehen, dass ältere kurvengesteuerte Maschinen immer noch für einfache Läufe verwendet werden, aber CNC-Versionen dominieren, weil sie die Rüstzeiten von Stunden auf Minuten verkürzen.
Die Entwicklung ist nicht stehen geblieben. Hybridmaschinen enthalten jetzt Laserschneiden oder additive Elemente, aber das Kernprinzip - die Nähe von Schnitt und Auflage - ist nach wie vor der Grund, warum sich das Schweizer Drehen bei Arbeiten im Mikrometerbereich auszeichnet.
Grundprinzipien und Mechanik
Im Kern kehrt das Schweizer Drehen das herkömmliche Paradigma der Drehmaschine um. Anstatt dass sich die Werkzeuge über die gesamte Länge des Werkstücks bewegen, wird die Stange vorwärts bewegt (Z-Bewegung), während die Werkzeuge relativ fixiert bleiben. Die Führungsbuchse, eine Hartmetall- oder Keramikhülse, greift die Stange mit minimalem Spiel (oft 0,0005-0,002″) und dient als Lünette.
Mechanik: Das Stangenmaterial (bis zu 1,5″ Durchmesser, in der Regel aber unter 0,75″) wird über einen Stangenlader geladen. Die Spannzange im Spindelstock klemmt das Material und dreht es mit 1.000-12.000 U/min. Wenn der Spindelstock gleitet, drückt er Material durch die Buchse in den Werkzeugbereich. Werkzeuge - bis zu 20+ in Gruppen- oder Revolverkonfigurationen - werden gleichzeitig zum Drehen, Bohren, Gewindeschneiden oder Fräsen mit angetriebenen Werkzeugen eingesetzt.
Physikalische Grundlagen: Eine Abstützung in der Nähe des Schnitts verringert die Länge des Auslegers und minimiert die Durchbiegung gemäß der Eulerschen Balkentheorie. Durchbiegung δ ≈ (F L^3)/(3 E I), wobei L die freitragende Länge ist. In der Schweiz ist L nahe Null, so dass δ selbst bei einem L/D-Verhältnis von 20:1 gegen Null geht. Dies ermöglicht aggressive Vorschübe ohne Vibrationen.
Die wichtigsten Komponenten einer Schweizer CNC-Drehmaschine
Eine Schweizer Drehmaschine ist keine verherrlichte Bohrmaschine - sie ist eine Symphonie von Präzisionskomponenten. Ich habe genug demontiert, um zu wissen, dass eine verschlissene Buchse einen Lauf ruinieren oder eine falsch ausgerichtete Gegenspindel Exzentrizitätsprobleme verursachen kann.
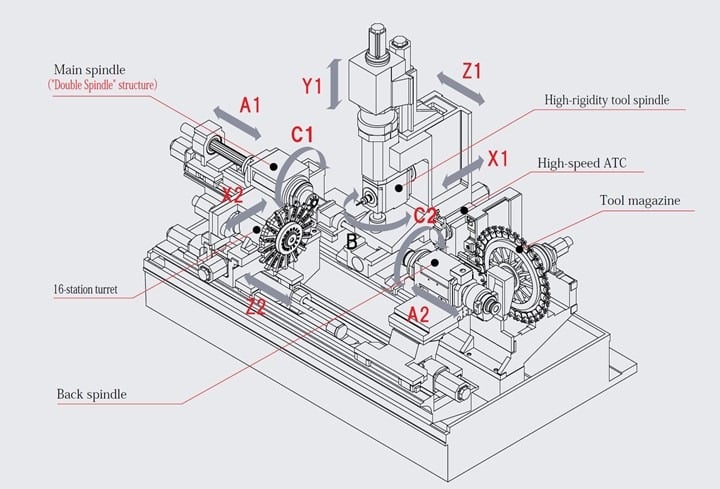
Verschiebbarer Spindelstock
Das Herzstück: Eine bewegliche Baugruppe, die die Hauptspindel und die Spannzange enthält. Sie gleitet auf Präzisionsführungen (Linearführungen oder hydrostatische Lager) entlang der Z-Achse und führt das Stangenmaterial schrittweise zu. Zweifach-Kontaktspindeln bewältigen hohe Drehmomente für harte Materialien wie Inconel.
In der Praxis ist die Spindelstocksteifigkeit von Bedeutung. Bei einem 10-Stunden-Lauf von Titanstiften kann sie durch thermisches Wachstum um 0,0005″ verschoben werden - genug für Ausschuss. Spindeln, die mit Kühlmittel durchströmt werden, und Temperaturkompensation über Sonden halten ihn stabil.
Führungsbuchse
Der unbesungene Held: Eine feste oder verstellbare Hülse, die die Stange an der Schnittstelle abstützt. Einstellbare Buchsen ermöglichen eine Feinabstimmung für Stangendurchmesserschwankungen (z. B. ±0,0002″ bei geschliffenem Material). Hartmetallbeschichtung für Verschleißfestigkeit.
Einstelltipp: Passen Sie den Innendurchmesser der Buchse dem Außendurchmesser der Stange mit 0,0005-0,001″ Spiel an. Zu fest? Die Reibung erhitzt die Stange, was zu Ausdehnung und Festfressen führt. Zu locker? Vibrationen führen zu einem schlechten Finish. Ich habe festgefressene Stangen mitten in der Abfahrtszeit abgezogen - ein Killer.
Werkzeugbau-Systeme
Gang-Werkzeugbestückung (feste Positionen) für Einfachheit oder Revolver für Flexibilität. Drehende Werkzeuge sorgen für zusätzliche Drehkraft (bis zu 10.000 U/min) beim Querbohren oder Fräsen von Flächen. Die Werkzeughalter verwenden ER-Spannzangen oder VDI-Schnittstellen.
Logik der Auswahl: Bei hohen Stückzahlen Werkzeuge für die Produktion einsetzen; für Prototypen Wendeschneidplatten verwenden. Beschichtetes Hartmetall für Stähle, PKD für Aluminium zur Verlängerung der Lebensdauer. Werkzeugbruch? Oft durch Spanbildung - Hochdruckkühlmittel (1.000 psi) beseitigt sie.
Gegenspindel und angetriebene Werkzeuge
Die Gegenspindel ergreift das Teil nach dem Abstechen für sekundäre Arbeiten wie Rückwärtsdrehen oder Gewindeschneiden. Synchronisierung mit der Hauptspindel für nahtlosen Transfer.
Live Tooling ermöglicht das Fräsen ohne Neupositionierung. Bei einem Steckerstift würde ich den Außendurchmesser auf dem Hauptwerkzeug drehen, auf das Nebenwerkzeug übertragen und einen flachen Sechskant fräsen - alles in einem Zyklus, Schneidzeit 40%.
Der Schweizer CNC-Drehprozess Schritt für Schritt
Die Programmierung beginnt mit CAD/CAM: Modellieren Sie das Teil, simulieren Sie die Werkzeugwege in einer Software wie Mastercam oder Esprit. Generieren Sie einen G-Code, der den Buchsenversatz berücksichtigt.
- Laden und Einrichten der Bar: Stange in Lader einlegen, durch Spannzange und Buchse fädeln. Werkzeuge mit Messtastern nullen. Offsets für jede Station einstellen.
- Primär-Bearbeitung: Der Spindelstock fährt vor, die Spindel dreht sich. Werkzeuge greifen ein: Außendurchmesser schruppen, axiale Löcher bohren, bei Bedarf Gewinde schneiden. Gleichzeitiges Arbeiten - z. B. Drehen an der Vorderseite und Fräsen an der Seite.
- Teiletransfer (bei Gegenspindel): Das Abstechwerkzeug trennt das Teil; die Gegenspindel nimmt es auf. Back Ops: Umkehrende Seite drehen, quer bohren.
- Auswurf und Zykluswiederholung: Das Teil wird über das Förderband oder die Auffangvorrichtung ausgeworfen. Die Stange fährt zum nächsten Teil vor.
Reales Szenario: Verwendung von Schrauben aus rostfreiem Stahl 316. Schritt 1: Vorgeschliffene Stange für Toleranz. Wenn das Material gefräst ist, muss mit einem Rundlauf gerechnet werden. Schritt 2: Hochdruck-Kühlmittel verhindert, dass sich Späne um die Werkzeuge wickeln. Wenn sich die Späne verklemmen, gibt die Maschine Alarm und reinigt mit Hackzyklen.
Qualitätskontrollen: In-Prozess-Messung mit Lasern oder Tastern. Nach dem Durchlauf: CMM für Dims, Profilometer für Ra <16 μin Oberflächen.
Schweizer CNC-Drehen vs. Konventionelles CNC-Drehen: Eingehender Vergleich
Beim Schweizer und beim konventionellen Drehen werden die Werkstücke gegen die Werkzeuge gedreht, aber sie unterscheiden sich in der Einrichtung und den Möglichkeiten.
| Aspekt | Schweizer CNC-Drehen | Konventionelles CNC-Drehen |
| Werkstückauflage | Führungsbuchse in Schnittnähe; minimale Durchbiegung | Nur Futter/Kolletts; Durchbiegung bei langen Teilen |
| Teil-Geometrie | Hervorragend geeignet für schlanke (L/D >3:1), kleine Durchmesser (<1,5″) | Besser für kurze, große Durchmesser (>2″) |
| Präzision | ±0,0001″ Routine; Ra 4-8 μin | ±0,0005″ typisch; Ra 16-32 μin |
| Zykluszeit | Schneller für komplexe, simultane Multi-Ops | Langsamer für Teile mit mehreren Aufspannungen |
| Werkzeugbau | Gang/Live Tools; bis zu 13 Achsen | Revolverkopf; 2-4 Achsen Standard |
| Kosten pro Teil | Höherer Rüstaufwand, niedriger für hochvolumige Kleinteile | Niedriger für Prototypen, Großserien |
| Beschränkungen | Nur Stangenmaterial; teure Maschinen | Bearbeitet Knüppel/Butzen; billigerer Eintrag |
Schweizer Drehen vs. Konventionelle CNC: Die wichtigsten Unterschiede werden erklärt
Warum Swiss wählen? Bei einer 6″ langen Welle mit einem Durchmesser von 0,25″ für die Luftfahrt mit Schlitzen könnte sich eine herkömmliche Welle aufgrund der Biegung um 0,001″ verjüngen. Swiss hält gerade. Aber bei einem Flansch mit 4″ Durchmesser? Konventionelle gewinnen bei Kosten und Leistung.
Nachteilig: Schweizer Maschinen kosten $200k+, erfordern eine qualifizierte Einrichtung. Konventionell: $50k Einstieg, aber Multi-Setup erhöht den Arbeitsaufwand.
Für das Schweizer CNC-Drehen geeignete Materialien
Swiss bearbeitet Metalle, Kunststoffe und exotische Werkstoffe. Die Auswahl basiert auf Bearbeitbarkeit, thermischen Eigenschaften und Spankontrolle.
- Rostfreie Stähle (303, 316, 17-4PH): Gemeinsam für medizinisch. 303 frei zerspanend, aber 316 gummiartig - Spänebrecher und Hochdruckkühlmittel verwenden. Wärmebehandlungen nach der Bearbeitung für Härte.
- Titan (Ti-6Al-4V): Favorit der Luft- und Raumfahrt. Geringe Wärmeleitfähigkeit verursacht einen Wärmestau im Werkzeug. Langsame Vorschübe (50-100 sfm), Kühlmittel fluten. Ich habe Werkzeuge mit 150 sfm verbrannt - Lektion gelernt.
- Aluminium (6061, 7075): Schnelle Bearbeitung (500+ sfm), aber anfällig für Gratbildung. Diamantähnliche Beschichtungen auf den Werkzeugen verhindern Ablagerungen.
- Messing/Kupfer: Elektronik. Hervorragende Spankontrolle, aber werkzeugscharfe Werkzeuge sind unerlässlich.
- Kunststoffe (PEEK, Delrin): Medizinische Implantate. Niedriger Schmelzpunkt - Kühlmittel muss Schmelzen verhindern. Spröde? Gefahr der Rissbildung bei dünnen Wänden.
- Exoten (Inconel, Hastelloy): Anwendungen für hohe Temperaturen. Langlebige Werkzeughälften. Keramische Einsätze, starre Aufbauten.
Qualität des Stangenmaterials: Geschliffen oder spitzenlos für <0,0005″ TIR. Unrundes Material vibriert und ruiniert die Oberfläche.
Strategien für Werkzeugauswahl und -einrichtung
Werkzeuge sind der Schlüssel zum Erfolg. Falsche Wahl? Übermäßiger Verschleiß, schlechtes Finish.
- Dreheinsätze: Rautenförmig für Vielseitigkeit, positive Neigung für weiche Materialien um die Kraft zu reduzieren.
- Bohrstangen: Hartmetall für Steifigkeit bei kleinen IDs (<0,125″). Gedämpfte Versionen schneiden Ratterer.
- Live Tools: End mills for slots, drills for holes. Balance at rpm to avoid runout.
Setup: Offset tools radially/axially. Use presetters for accuracy—manual touch-off invites errors. For multi-tool ops, synchronize feeds to avoid interference.
Human factor: On night shifts, fatigue leads to misloads. I’ve seen tools crash from wrong offsets—always double-check simulation.
Achieving Precision: Tolerances, Surface Finishes, and Inspection
Swiss routinely hits ±0.0002″ on ODs, ±0.0001″ on IDs. How? Rigid support, thermal control.
Surface finish: Ra 4-16 μin via sharp tools, optimal speeds. For mirror-like, burnish or use CBN inserts.
Inspection: In-machine probes for real-time comp. Off-machine: CMMs for geometry, optical comparators for profiles. Scenario: Batch of pins fails roundness—trace to bushing wear. Replace every 500 hours.
When wrong: Over-tight tolerances spike costs 20-50%. Engineer logic: Specify only what’s functional—e.g., ±0.001″ if assembly allows.
Praktische Anwendungen in Schlüsselindustrien
Swiss turning powers industries demanding micro-precision.
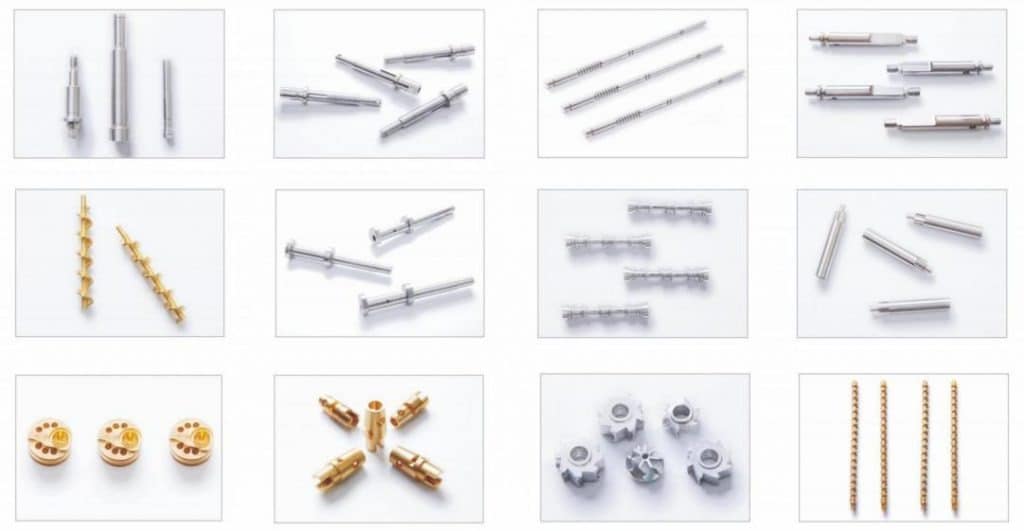
Medizinische Geräte
Bone screws, stents, pacemaker leads. Titanium screws: Turn threaded body, mill flats for torque. Challenge: Biocompatibility—electropolish for smooth, burr-free finish. Scenario: Run of 10,000 hip implant pins; one burr causes rejection—100% inspection via vision systems.
Luft- und Raumfahrt
Fasteners, sensor housings, hydraulic fittings. Inconel valves: High heat resistance, but machining generates 1,200°F—coolant essential. Example: Fuel nozzle pins; deflection on conventional would fail vibration tests.
Automobilindustrie
Injector needles, valve stems, sensor shafts. Brass connectors: High-volume, low cost. Issue: Chip control in aluminum—stringy chips jam sub-spindle.
Elektronik und andere
Pins, connectors, fiber optic ferrules. Copper terminals: Mill slots for wiring. Watchmaking: Gears with 0.01″ modules. Firearms: Precision barrels, though Swiss for small components like firing pins.
Advantages and Trade-Offs of Swiss CNC Turning
Advantages: Micron precision, one-setup completion, unattended runs via bar feeders. Reduces secondary ops, cutting costs 30% on complex parts.
Trade-offs: High machine cost ($150k-$500k), skilled labor needed. Limited to bar stock— no castings. For low-vol, prototypes, conventional cheaper.
Decision: If L/D >4:1 and vol >1,000, Swiss pays off. Else, evaluate.
Common Challenges and Troubleshooting in Swiss CNC Machining
Problems arise—I’ve fixed plenty.
- Chip Management: Stringy chips in stainless wrap tools. Fix: Peck turning, chip breakers, high-pressure coolant (500-1,000 psi). Scenario: Jam stops machine—add M-codes for air blasts.
- Tool Wear/Breakage: In titanium, heat fractures inserts. Troubleshoot: Reduce sfm 20%, use coated tools. Monitor via vibration sensors.
- Dimensional Inconsistencies: Thermal expansion. Solution: Warm-up cycles, temperature-controlled shops (68-72°F).
- Part Deflection/Runout: Loose bushing. Check clearance, replace if >0.001″ wear.
- Surface Finish Issues: Chatter from imbalance. Balance tools, reduce overhang.
- Programming Errors: Tool interference. Simulate fully—I’ve crashed live tools skipping this.
Preventive: Daily lube checks, weekly alignment.
Cost Factors for OEMs and Procurement Decisions
Costs break down: Machine time ($80-150/hr), Materialien (30-50% total), tooling (10-20%), labor/setup (20-30%).
Factors:
- Volume: High-vol amortizes setup; low-vol favors conventional.
- Complexity: Multi-axis adds 20-50% due to programming.
- Material: Titanium doubles cost vs. aluminum.
- Tolerances: Tighter than ±0.001″ ups inspection, scrap rates.
- Overhead: Rush orders add premiums.
For OEMs: Calculate TCO—including lead time, quality rejects. Scenario: Sourcing 50,000 pins; offshore cheap but delays cost $10k in downtime. Domestic Swiss providers ensure JIT.
Decision logic: RFQ multiple suppliers; specify DFM feedback. If vol high, consider in-house—but $300k machine + training = 2-year ROI.
Selecting a Swiss CNC Turning Provider and RFQ Process
Look for AS9100/ISO13485 certs, machine fleet (multi-axis), in-house inspection. Ask for sample runs, tool life data.
RFQ: Upload CAD, specify Material, tolerances, quantity. Expect quotes in 24-48 hours from services like those offering instant RFQs for Swiss CNC turned parts—streamlining procurement for OEM buyers.
Natural integration: For complex needs, partner with providers emphasizing DFM to optimize designs, reducing costs 15-25%. Submit an RFQ today to lock in precision without surprises.
Future Trends in Swiss CNC Technology
Automation: Robotic loaders, AI for predictive maintenance. Hybrid: Laser integration for micro-features. Sustainability: Dry machining, recycled coolants.
As industries push miniaturization, Swiss evolves—expect 20-axis machines by 2030.
Schlussfolgerung
Swiss CNC-Drehen remains unmatched for producing small, complex, high-precision turned parts at scale. Its guide bushing support eliminates deflection that plagues other methods, enabling tolerances and surface finishes that open doors in medizinisch, aerospace, automotive, and electronics manufacturing. Yet success demands more than buying a machine—it requires disciplined setup, Material control, tooling strategy, thermal management, and constant vigilance against subtle issues like chip entanglement or bar variation.
From my experience, the biggest wins come when engineers and buyers collaborate early: Optimize geometry for one-setup capability, specify realistic tolerances, select ground bar stock, and partner with providers who understand production realities rather than just quoting lowest price. When done right, Swiss turning delivers consistent quality, reduced secondary operations, and competitive lead times that justify the investment.
For teams facing tight-tolerance small parts, Swiss isn’t optional—it’s often the only path to reliable production. Evaluate your next component against the criteria here: If L/D is high, features complex, and volume justifies the setup, Schweizer CNC-Drehen will likely outperform alternatives in both quality and total cost.
FAQs
Welche Toleranzen kann das Schweizer CNC-Drehen zuverlässig erreichen?
Swiss CNC turning consistently holds tolerances of ±0.0001″ on diameters and lengths, thanks to the guide bushing minimizing deflection. For example, on a 0.5″ dia. titanium shaft, I’ve maintained ±0.00005″ roundness across 4″ lengths by using temperature-compensated machines and in-process probing. However, achieving this requires ground bar stock, sharp tools, and controlled environments—deviations from mill-finish bars can introduce 0.0002″ runout. Over-specifying tolerances beyond functional needs inflates costs due to added inspection and potential scrap.
Wie wirkt sich die Materialwahl auf die Kosten und Ergebnisse des Schweizer CNC-Drehens aus?
Materialien wie 303 Edelstahl sind kostengünstig und lassen sich gut bearbeiten. Sie ermöglichen Vorschübe bis zu 0,005 ipr und eine Standzeit von über 1.000 Teilen pro Einsatz. Titan erfordert jedoch langsamere Geschwindigkeiten (80-120 sfm) und spezielle Beschichtungen, wodurch sich die Werkzeugkosten verdoppeln und der Durchsatz halbiert - rechnen Sie mit 20-30% höheren Preisen pro Teil. Kunststoffe wie PEEK erfordern ein Kühlmittel, um ein Schmelzen zu vermeiden, liefern aber hervorragende Oberflächen. Schlechte Entscheidungen, wie z. B. gummiartige Legierungen ohne Spankontrolle, führen zu Verklemmungen und Ausfallzeiten; testen Sie immer kleine Serien, um dies zu überprüfen.
Was sind die Hauptunterschiede in der Rüstzeit zwischen Schweizer und konventionellem Drehen?
Swiss setups take 2-4 hours for complex parts due to bushing adjustments, tool offsetting for 20+ stations, and programming multi-axis paths. Conventional turning setups are quicker, often 30-60 minutes, as they involve simpler turret loading and fewer offsets. But Swiss amortizes this in high-volume runs by enabling one-setup completion, reducing total time per part by 40%. In practice, I’ve cut setup by using quick-change holders and CAM simulations to avoid crashes.
Wie behebt man eine schlechte Oberflächengüte beim CNC-Drehen in der Schweiz?
Poor finishes (Ra >32 μin) often stem from vibration—check bushing clearance first; if >0.001″, replace it. Tool wear or dull edges cause burrs; inspect inserts every 500 parts. Chatter from high speeds? Reduce rpm 10-20% or use dampened holders. Chip buildup in tough materials like Inconel requires high-pressure coolant; without it, I’ve seen finishes degrade mid-run. Always verify bar straightness—crooked stock amplifies issues.
Wann ist Schweizer CNC-Drehen wirtschaftlicher als konventionelle Verfahren?
Swiss becomes cost-effective for parts with L/D ratios >3:1 and volumes over 1,000, where deflection avoidance saves on scrap (5-10% less rejects). For a 0.25″ dia. sensor pin, Swiss cycles in 45 seconds vs. 90 on conventional, dropping per-part cost 25% at scale. Low volumes (<100) favor conventional due to lower setup fees. Factor in secondary ops—Swiss’s live tooling eliminates them, saving 15-20% overall.