ISO-Richtlinien, Kostenauswirkungen und praktische Anwendungen in der Automobilindustrie, Luft- und Raumfahrt und medizinische Industrien. Holen Sie sich Tipps zur Optimierung für Ihr CNC-Drehservice Projekte und spart Kosten.
Konstruieren Sie Teile, die genau passen müssen, aber die Toleranzen verwirren Sie? Unter CNC-Drehen, Wenn die Toleranzen nicht stimmen, kann das dazu führen, dass sich Teile nicht zusammenbauen lassen, vorzeitig ausfallen oder zu teuer zu reparieren sind. Viele Anfänger legen die Toleranzen zu eng oder zu locker fest und verschwenden damit Zeit und Geld.
In diesem ausführlichen Leitfaden gehen wir auf folgende Punkte ein CNC-Drehtoleranzen erklärt, von den Grundlagen bis zu den Fortgeschrittenen. Sie lernen Definitionen, Standards, Einflussfaktoren, Vergleiche und praktische Auswahlstrategien kennen. Dazu gehören mehr als 10 reale Beispiele, Kostenaufschlüsselungen, häufige Fallstricke und zukünftige Trends.
Warum ist das wichtig? Präzise Toleranzen gewährleisten Zuverlässigkeit in kritischen Anwendungen. Die weltweite Präzision Bearbeitung Markt erreichte im Jahr 2025 $123,54 Milliarden und wird voraussichtlich im Jahr 2026 $132,93 Milliarden erreichen, mit einer CAGR von 8,1%. Im boomenden Fertigungssektor von Lahore verlassen sich die lokalen Geschäfte auf intelligente Toleranzentscheidungen für Exporte in die Automobil- und Luftfahrtindustrie. Wenn Sie eine CNC-Drehen Dienst oder CNC-Drehtoleranzservice, Damit sind Sie in der Lage, effektiv zu spezifizieren und Links zu Branchenseiten wie Automobil oder Luft- und Raumfahrt zu erstellen.
Am Ende werden Sie mit Sicherheit ein ausgewogenes Verhältnis zwischen Präzision, Kosten und Leistung finden. Lassen Sie uns das erkunden.

Festlegen von Toleranzen beim CNC-Drehen: Die Grundlagen
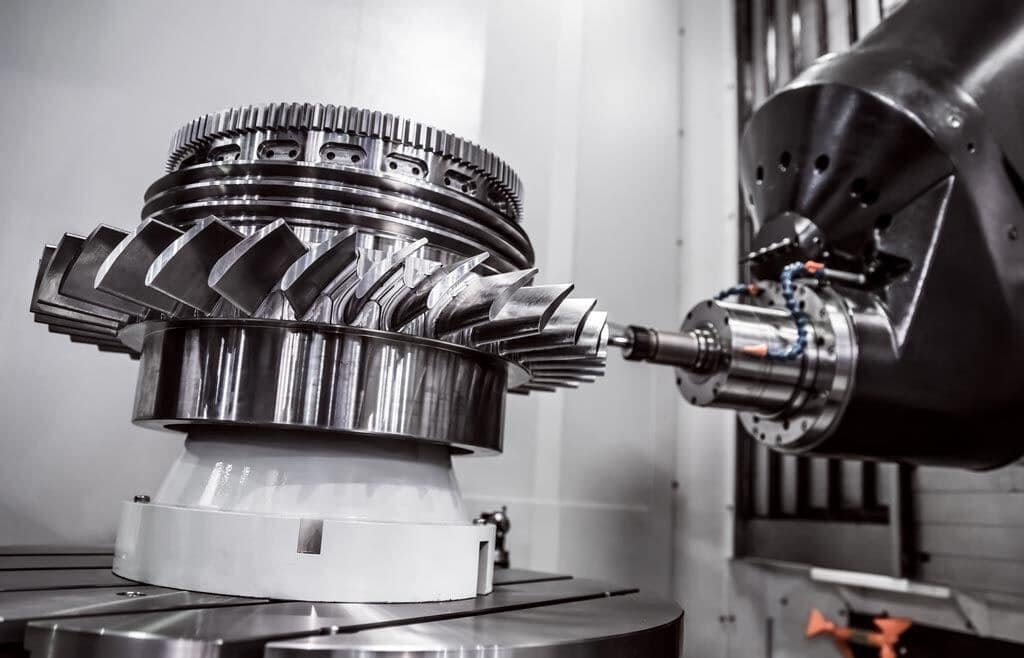
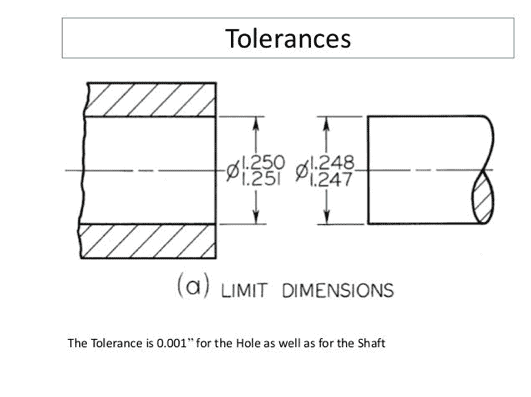
Toleranzen geben die zulässige Abweichung der Abmessungen eines Teils vom Nennwert (Idealwert) an. Unter CNC-Drehen-ein Verfahren, bei dem ein rotierendes Werkstück durch ein feststehendes Schneidwerkzeug geformt wird- stellen sie sicher, dass Teile wie Wellen oder Buchsen den funktionalen Anforderungen entsprechen.
Arten von Toleranzen
- Lineare Toleranzen: Für Längen, Durchmesser (z. B. ±0,005 mm bei einer Welle).
- Geometrische Toleranzen (GD&T): Kontrolle von Form, Ausrichtung und Lage (z. B. Konzentrizität für ausgerichtete Merkmale).
- Bilateral vs. Unilateral: Bilateral ist eine Variation in beide Richtungen (±) möglich, unilateral nur eine (z. B. +0,01/-0).
Warum ist das so? Toleranzen verhindern eine Über- oder Unterdimensionierung, die zu Leckagen in Hydraulikverschraubungen oder Vibrationen in Motorkomponenten führen könnte.
Wie die Toleranzen gemessen werden
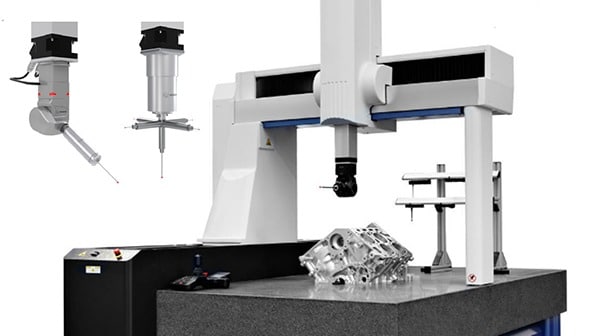
Verwenden Sie Werkzeuge wie Mikrometer (für Außendurchmesser) oder Messschieber. Fortgeschrittene: Koordinatenmessung Maschinen (CMM)-Scan für 3D-Genauigkeit. In der Praxis prüfen Sie 10-20% der Chargen zur Qualitätskontrolle.
Profi-Tipp: Kalibrieren Sie die Werkzeuge immer vor der Messung - Fehler können hier ganze Läufe zunichte machen.
Standard- und erreichbare Toleranzen beim CNC-Drehen
Normen bilden die Grundlage für Konsistenz.
Gemeinsame Industrienormen
- ISO 2768: Allgemeintoleranzen für bearbeitete Teile. Fein (f): ±0,05 mm für 0,5-3 mm Merkmale; mittel (m): ±0,1 mm für 6-30 mm.
- ASME Y14.5: US-amerikanische Norm für GD&T, die den Schwerpunkt auf die wahre Position legt.
- DIN 7168: Ähnlich wie ISO, beliebt in Europa für Drehteile.
Im Jahr 2026 werden die meisten Geschäfte weltweit standardmäßig ISO 2768 verwenden, sofern nicht anders angegeben.
Erreichbare Reichweiten
- Standard: ±0,005 Zoll (±0,127 mm) - für den allgemeinen Gebrauch geeignet.
- Präzision: ±0,001-0,002 Zoll (±0,025-0,051 mm) - für Fittings.
- Hochpräzision: ±0,0005 Zoll (±0,0127 mm) - durch Schleifen nach dem Drehen.
- Ultrapräzision: ±0,0001 Zoll (±0,0025 mm) - für Optik oder Luft- und Raumfahrt, mit Diamantwerkzeugen.
Beispiel: Eine 50-mm-Aluminiumwelle kann ±0,02 mm Standard, aber ±0,005 mm Präzision aufweisen.
Expertenrat: Testen Sie die Leistungsfähigkeit Ihrer Werkstatt mit einem Prototyp.Maschinen variieren.

Schlüsselfaktoren, die die CNC-Drehtoleranzen beeinflussen
Die Erreichbarkeit hängt von mehreren Faktoren ab.
Materialeigenschaften
Duktile Metalle (Aluminium, Messing) lassen sich leicht auf ±0,001 mm bearbeiten. Bei spröden Metallen (Keramik) besteht die Gefahr, dass sie abplatzen und sich auf ±0,01 mm verbreitern. Wärmeempfindliche Kunststoffe wie ABS verziehen sich und erfordern eine geringere Spezifikation.
Warum? Thermische Ausdehnung: Stahl dehnt sich um 0,012 mm/m pro °C aus - kontrollieren Sie das Kühlmittel, um dies zu minimieren.
Teilegeometrie und Größe
Schlanke Teile (L/D >10:1) verbiegen sich unter Krafteinwirkung, wodurch sich die Toleranzen auf ±0,005 mm verringern. Komplexe Merkmale wie Hinterschneidungen erfordern Nachbearbeitungen.
Beispiel: Ein 200-mm-Titanstab hat aufgrund von Vibrationen einen Durchmesser von ±0,002 mm, aber eine Länge von ±0,01 mm.
Maschinenkapazitäten und Werkzeugausstattung
Moderne CNC-Drehmaschinen mit Linearführungen erreichen ±0,0005 mm. Verschlissene Werkzeuge führen zu Abweichungen - wechseln Sie alle 100-500 Teile die Einsätze.
In den Fabriken von Lahore steigern modernisierte Schweizer Drehmaschinen die Präzision für den Export medizinische Teile.
Umwelt- und Prozessfaktoren
Temperaturschwankungen im Geschäft (±5°C) verändern die Größen. Vibrationen aus der Nähe Maschinen fügt Fehler hinzu. Verwenden Sie vibrationsdämpfende Unterlagen.
Fallstudie: Ein 2025 Automobilzulieferer in Punjab reduzierte den Ausschuss von 35% durch Stabilisierung der Temperaturen.
Vergleich von CNC-Drehtoleranzen mit anderen Bearbeitungsverfahren
Drehen ist spezialisiert auf Rotationssymmetrie.
Vs CNC-Fräsen
Drehen: Bessere Rundlaufgenauigkeit (±0,0005 mm) bei Zylindern. Fräsen: Besser bei flachen Werkstücken (±0,001 mm), aber schwächer bei runden Werkstücken.
Tabelle:
| Aspekt | Drehtoleranz | Frästoleranz | Am besten für |
| Rundheit | ±0,0002 mm | ±0,001 mm | Schächte |
| Ebenheit | Sekundär benötigt | ±0,0005 mm | Klammern |
| Fäden | ±0,001 mm | ±0,002 mm | Bolzen |
| Löcher | ±0,002 mm (gebohrt) | ±0,0005 mm | Präzise Passungen |
Vs Schleifen oder EDM
Schleifen: Präziser (±0,0001 mm), aber langsamer/nachbearbeitet. Erodieren: Für harte Materialien, ±0,005 mm, lässt aber eine neu gegossene Schicht zurück.
Wählen Sie Drehen für die Entfernung von Schüttgut und Schleifen für die Endbearbeitung.
Praktische Anwendungen und Beispiele aus verschiedenen Branchen
Die Toleranzen variieren je nach Sektor.
Autoindustrie
Kolben: ±0,001 mm Durchmesser für Dichtung. Achsen: ±0,005 mm Länge. Lose verursacht Ölleckagen; dicht gewährleistet Effizienz.
Beispiel: Ford-Motoren verwenden ±0,0005 mm auf den Kurbelwellenzapfen, um Vibrationen zu minimieren.
Sektor Luft- und Raumfahrt
Turbinenwellen: ±0,0002 mm für die Auswuchtung. Fahrwerksbolzen: ±0,001 mm Rundlaufgenauigkeit.
Die 787-Teile von Boeing erfordern GD&T für die Sicherheit - Fehler kosten Millionen.
Medizinische Geräte
Hüftschäfte: ±0,0001 mm für Knochensitz. Spritzenrohre: ±0,002 mm für die Dosiergenauigkeit.
Fall: Medtronic reduziert Implantatausfälle 45% mit Ultra-Tight-Drehen im Jahr 2025.
Elektronik und andere
Verbinder: ±0,001 mm für Leitfähigkeit. Optische Linsen: ±0,0005 mm Rundheit.
In den Elektronikzentren von Lahore halten gedrehte Stifte ±0,002 mm für die Zuverlässigkeit der Leiterplatten.
Weitere Beispiele:
5. Pumpenlaufräder: ±0,003 mm für Durchfluss.
6. Ventilschäfte: ±0,001 mm zur Vermeidung von Leckagen.
7. Zahnräder: ±0,002 mm Zahnprofil.
8. Lager: ±0,0005 mm Innenring.
9. Befestigungselemente: ±0,005 mm Gewinde.
10. Hydraulische Zylinder: ±0,001 mm Bohrung.
Schritt-für-Schritt-Anleitung: Wie man optimale CNC-Drehtoleranzen auswählt
Die Wahl der richtigen Toleranzen ist kein Rätselraten - es ist ein strukturierter Prozess, der Folgendes abwägt Funktion (funktioniert das Teil?), Herstellbarkeit (kann der Laden sie tatsächlich treffen?), und Kosten (ohne zu viel zu bezahlen). Die Überschreitung von Toleranzen überall ist eine der häufigsten Arten, wie Projekte die Budgets um 30-100% im Jahr 2026 sprengen.
Hier ist der erweiterte, umsetzbare Schritt-für-Schritt-Prozess:
- Analysieren Sie die Funktion eines jeden Merkmals Beginnen Sie mit der Frage: Was macht diese Dimension eigentlich?
- Kritische Passflächen (z. B. eine Welle, die in ein Lager gleitet, ein Kolben, der in einen Zylinder passt) → Enge Toleranzen (oft ±0,001 Zoll / ±0,025 mm oder besser).
- Unkritische Merkmale (z. B. Gesamtlänge einer nicht präzisen Welle, äußere Fasen) → Verwenden Sie Standard-/Los-Toleranzen (±0,005 Zoll / ±0,127 mm oder ISO 2768-m). Warum dies zuerst? Die Funktion bestimmt alles. In Kfz-Werkstätten brauchen viele Wellen nur einen engen Durchmesser am Lagerzapfen - der Rest kann aus Zeitgründen lockerer sein.
- Kritische Passflächen (z. B. eine Welle, die in ein Lager gleitet, ein Kolben, der in einen Zylinder passt) → Enge Toleranzen (oft ±0,001 Zoll / ±0,025 mm oder besser).
- Bewerten Sie die Art der erforderlichen Anpassung Bestimmen Sie die mechanische Passung zwischen den Teilen:
- Spielpassung (Teile gleiten leicht, z. B. rotierende Welle in Buchse) → geringere Toleranzen (insgesamt ±0,002-0,005).
- Störungsfreier Sitz (Presspassung, z. B. Lager auf Welle gepresst) → Engere Toleranzen (±0,0005-0,001 Zoll), um die Presskraft zu kontrollieren und Risse zu vermeiden.
- Übergangspassung (eng anliegend, aber abnehmbar) → Mittelweg (±0,001-0,002 Zoll). Verwenden Sie Passungstabellen aus ISO 286 oder ASME B4.1. Beispiel: Für eine 25-mm-Welle in einem Lager wird bei der Passung H7/g6 häufig ±0,018 mm für die Bohrung und ±0,009 mm für die Welle verwendet.
- Spielpassung (Teile gleiten leicht, z. B. rotierende Welle in Buchse) → geringere Toleranzen (insgesamt ±0,002-0,005).
- Bewertung von Material- und Geometrorisiken
- Material: Aluminium und Messing halten enge Toleranzen leicht ein (±0,001 in Routine). Titan/Inconel → Erwarten Sie ±0,002 Zoll aufgrund von Hitze/Werkzeugverschleiß. Kunststoffe → Auf ±0,005-0,010 in lockern, um Verzug durch Hitze/Spänebelastung zu vermeiden.
- Geometrie: Lange/dünne Teile (L/D > 8:1) → Erweitern Sie die Längentoleranzen (±0,010 Zoll), um Durchbiegung/Vibrationen zu vermeiden. Komplexe Merkmale (Gewinde, Kegel, Nuten) → Fügen Sie die 20-30%-Marge hinzu oder verwenden Sie angetriebene Werkzeuge. Lahore-Tipp: Lokale Werkstätten verwenden häufig CNC-Drehmaschinen mit Stangenvorschub für Stahlwellen in großen Stückzahlen - sie halten zuverlässig einen Durchmesser von ±0,0015, aber die Länge lässt sich auf ±0,008 Zoll reduzieren.
- Material: Aluminium und Messing halten enge Toleranzen leicht ein (±0,001 in Routine). Titan/Inconel → Erwarten Sie ±0,002 Zoll aufgrund von Hitze/Werkzeugverschleiß. Kunststoffe → Auf ±0,005-0,010 in lockern, um Verzug durch Hitze/Spänebelastung zu vermeiden.
- Kosten frühzeitig kalkulieren und vergleichen Angebote einholen von 2-3 CNC-Drehservice Anbieter mit unterschiedlichen Toleranzszenarien.
- Standard (±0,005 Zoll): Grundlegende Preise.
- Präzision (±0,001 Zoll): +20-60% (langsamere Vorschübe, bessere Werkzeuge).
- Ultra-dicht (±0,0005 Zoll): +50-200% (zusätzliche Inspektion, eventuell Nachschleifen). Im Jahr 2026 konnten in den Punjab-Werkstätten die Stückkosten bei Serienfertigung (über 100 Teile) um 30-40% gesenkt werden, da der Betrieb ohne Licht erfolgt.
- Standard (±0,005 Zoll): Grundlegende Preise.
- GD&T anwenden, wo einfach ± nicht ausreicht Wechseln Sie zu Geometric Dimensioning & Tolerancing für eine bessere Kontrolle:
- Verwenden Sie Konzentrizität oder Auslauf auf Wellen mit mehreren Durchmessern anstelle von nur ± Durchmesser.
- Wahre Position an Gewindelöchern oder Keilnuten gewährleistet die Ausrichtung.
- Profil oder Zylindrizität auf Präzisionsbohrungen. Beispiel: Eine gedrehte Pumpenwelle - verwenden Sie den Gesamtrundlauf (⊥) auf der Lagerfläche relativ zu einer Bezugsachse anstelle von mehreren ±-Angaben. Dies ermöglicht oft engere Einzeltoleranzen bei gleichzeitiger Gewährleistung der Funktion.
- Verwenden Sie Konzentrizität oder Auslauf auf Wellen mit mehreren Durchmessern anstelle von nur ± Durchmesser.
- Prototyp, Messen und Prüfen Maschine Zunächst 3-5 Prototypen. Verwenden Sie Mikrometer, CMM oder optische Komparatoren.
Prüfen Sie die tatsächliche gegenüber der angegebenen Leistung - passen Sie sie an, wenn die Werkstatt konstant bessere/schlechtere Ergebnisse erzielt. 2026 Realität: Viele Geschäfte in Lahore bieten jetzt eine kostenlose Erstmusterprüfung mit CMM-Berichten an. - Iteration auf der Grundlage echter Testdaten Funktionstests durchführen (Montage, Rotation, Belastung). Wenn Fehler auftreten → kritische Merkmale verschärfen. Wenn alles mit Spielraum funktioniert → unkritische Merkmale lockern, um Kosten zu sparen. Wiederholen Sie den Vorgang bis zur Optimierung.
Schnellentscheidungsrahmen (verwenden Sie diese Checkliste jedes Mal)
- Niedriges Budget / hohe Stückzahlen? → Standard ISO 2768-m (±0,1 mm typisch).
- Hohe Einsätze (Luft- und Raumfahrt, medizinisch)? → Präzision (±0,025 mm) + GD&T + CMM-Prüfung.
- Prototypenphase? → Beginnen Sie locker, ziehen Sie nur bewährte kritische Merkmale an.
- Kleinserienfertigung? → Bitten Sie den Betrieb um Daten aus einer “Fähigkeitsstudie”.
Vorteile von engen Toleranzen
- Höhere Zuverlässigkeit, bessere Leistung, weniger Montageprobleme. Nachteile
- +50-200% Kosten, 2-3x längere Vorlaufzeiten, höheres Ausschussrisiko, wenn das Geschäft an seine Grenzen stößt.
Vorteile von losen Toleranzen
- Billiger, schneller, einfacher in der Herstellung. Nachteile
- Gefahr von schlechter Passform, Vibrationen, Undichtigkeiten oder vorzeitigem Verschleiß/Ausfall.
Kostenaufschlüsselung: Auswirkungen von Toleranzen auf die Preisgestaltung
Toleranzen sind einer der größten versteckten Kostentreiber bei CNC-Drehen. Die Beziehung ist nicht-linear - Die Kosten steigen exponentiell an, je knapper man wird.
Typische Preisspannen für 2026 (Geschäfte in Lahore/Punjab, Schätzung für ein einzelnes Teil)
- Standard (±0,005 Zoll / ±0,127 mm): $20-50 pro Teil (Basiswert für die meisten Aufträge).
- Präzision (±0,001 Zoll / ±0,025 mm): $30-80 (+20-60%).
- Ultra (±0,0005 Zoll / ±0,0127 mm): $50-150 (+50-200%), erfordert häufig eine CMM-Prüfung (+$10-30/Teil).
Schlüsselfaktoren für diesen Anstieg
- Langsamere Bearbeitungsparameter: Halbierung der Vorschübe/Geschwindigkeiten → Verdoppelung der Zykluszeit.
- Premium-Werkzeuge: Beschichtete Hartmetall- oder CBN-Wendeplatten (+$5-15/Teil amortisiert).
- Zusätzliche Qualitätssicherung: In-Process-Messung, 100%-Inspektion oder CMM-Berichte (+$10-50/Charge).
- Höherer Ausschuss/Nacharbeit: Pushing Maschine Grenzen erhöht die Mängel.
- Sekundäre Operationen: Wenn ultra-dicht erforderlich → spitzenloses Schleifen oder Honen hinzufügen (+30-80%).
Reales Beispiel (100-Stück-Charge von Stahlschäften)
- Standardtoleranzen: $2.000 insgesamt ($20/Teil).
- Präzisionstoleranzen nur beim Durchmesser: $3.000 insgesamt ($30/Teil, +50%).
- Ultra-straff auf alle Funktionen: ~$6.000-8.000 insgesamt (2-4× Kosten).
2026 Lahore Einblicke
Lokale Werkstätten mit modernen Doosan/Puma-Drehmaschinen bieten wettbewerbsfähige Preise für Lose an. Lights-out-Läufe senken die Kosten pro Teil um 30-40% bei Standardtoleranzen. Fragen Sie immer nach einer “Toleranz-Kosten-Matrix” - gute Werkstätten stellen eine solche zur Verfügung.
Profi-Tipp: Toleranz-Stack-Up-Analyse verhindert Überspezifizierung
Der Toleranzstapel berechnet, wie sich die einzelnen Toleranzen in einer Baugruppe addieren (Worst-Case- oder statistische/RSS-Methode).
- Beispiel: Welle (Ø25 ±0,01 mm) + Lagerbohrung (Ø25 ±0,015 mm) → Worst-Case-Spiel 0,00-0,05 mm.
- Bei zu festem Sitz besteht die Gefahr des Bindens; bei zu lockerem Sitz besteht die Gefahr von Spiel/Vibrationen.
- Verwenden Sie Excel, Minitab oder kostenlose Tools wie 3DCS für schnelle Stapel. Auf diese Weise können Sie oft 70-80% der Abmessungen lockern, während kritische Passungen sicher bleiben - das spart 20-50% an Bearbeitung.
Die Beherrschung dieses Prozesses verwandelt Toleranzen von einer Kostensenke in einen Wettbewerbsvorteil. Wenn Sie ein bestimmtes Teil (z. B. den Wellendurchmesser) gemeinsam nutzen, Material, fit type), kann ich ein individuelles Beispiel durchgehen!
Häufige Fehler, die es zu vermeiden gilt: 5 wichtige Fallstricke
- Einheitliche Toleranzen: Variieren nach Merkmalen - bei unkritischen Merkmalen speichern.
- Ausdehnung ignorieren: Berücksichtigen Sie die Temperaturen bei der Konstruktion.
- Schlechte Zeichnungen: GD&T wird ausgelassen, was zu Fehlinterpretationen führt.
- Überspringen von Prototypen: Annahmen verursachen kostspielige Nacharbeiten.
- Übersehen Sie die Grenzen des Ladens: Fragen Sie im Voraus nach den Möglichkeiten.
Vermeiden Sie Schrägstrichfehler 25-40%.
Zukünftige Trends bei CNC-Drehtoleranzen (2026+)

KI optimiert die Werkzeugwege für engere Griffe. Hybrid Maschinen Blend Drehen/Schleifen. Nanotechnologie schiebt ±0,00001 mm.
Nachhaltigkeit: Öko-Materialien fordern adaptive Toleranzen.
Marktwachstum: 8,1% CAGR
Wichtigste Erkenntnisse
- Toleranzen definieren die Abweichung; Standard ±0,005 Zoll, Präzision enger.
- Faktoren: Material, Größe, Maschine diktieren die Erreichbarkeit.
- Branchen: Automobilindustrie ±0,001 mm; Luft- und Raumfahrt ±0,0002 mm.
- Auswahl über Schritte: Funktion/Kosten ausgleichen.
- Die Kosten steigen 20-100% mit zunehmender Knappheit.
- Vermeiden Sie einheitliche Spezifikationen und schlechte Zeichnungen.
- Trends: KI für Sub-Mikron-Präzision.
Schlussfolgerung
CNC-Drehtoleranzen sind ausschlaggebend für den Erfolg von Teilen, da sie ein Gleichgewicht zwischen Präzision und Zweckmäßigkeit herstellen. Von Normen bis hin zu Faktoren und Kosten - intelligente Entscheidungen verbessern die Leistung in allen Branchen. Setzen Sie beim Marktwachstum 2026 auf Trends wie KI für Kanten.
Überprüfen Sie die Entwürfe jetzt-rechte Toleranzen verwandeln Projekte.
Benötigen Sie Beratung zu Ihrem CNC-Drehservice? Laden Sie Zeichnungen hoch, um ein kostenloses Angebot zu erhalten, das auf das Fachwissen von Lahore zugeschnitten ist. Wir sind hier, um zu helfen.
FAQs
1. Welche Faktoren beeinflussen die CNC-Drehtoleranzen?
Die Toleranzen beim CNC-Drehen hängen von der Bearbeitbarkeit des Materials, der Qualität der Schneidwerkzeuge, der Spindeldrehzahl und der Präzision der Maschine ab. Enge Toleranzen erfordern fein abgestimmte Parameter und hochwertige Werkzeuge.
2. Wie eng kann die Toleranz beim CNC-Drehen sein?
Beim CNC-Drehen können Toleranzen von bis zu ±0,005 mm erreicht werden, obwohl Faktoren wie Material und Maschinenqualität die endgültige Präzision beeinflussen können.
3. Warum sind Toleranzen beim CNC-Drehen so wichtig?
Toleranzen stellen sicher, dass Teile korrekt in Baugruppen passen, zuverlässig funktionieren und Leistungsstandards erfüllen, insbesondere in Branchen wie der Luft- und Raumfahrt und der Automobilindustrie, wo Präzision entscheidend ist.
4. Wie sieht es beim CNC-Drehen im Vergleich zu anderen Verfahren mit der Toleranzkontrolle aus?
Das CNC-Drehen ist ideal für zylindrische Teile, da es im Vergleich zu anderen Bearbeitungsverfahren eine hervorragende Kontrolle über die Abmessungen bei minimaler Rüstzeit bietet, aber möglicherweise eine zusätzliche Nachbearbeitung für extrem enge Toleranzen erfordert.
5. Was sind die größten Herausforderungen beim Erreichen enger Toleranzen beim CNC-Drehen?
Zu den Herausforderungen gehören Werkzeugverschleiß, Materialunregelmäßigkeiten, thermische Effekte und Maschinenkalibrierung. Regelmäßige Wartung und sorgfältige Parameterauswahl helfen, diese Probleme zu minimieren.





