Was sind Fixier- und Klemmvorrichtungen?
Fixier- und Spannvorrichtungen sind wesentliche Bestandteile der Schablonen und Vorrichtungen Sie sorgen dafür, dass die Werkstücke während der Bearbeitung, Montage oder Prüfung genau positioniert und sicher gehalten werden. Diese Vorrichtungen sind entscheidend für die Erzielung präziser Fertigungsergebnisse, die Reduzierung von Fehlern und die Steigerung der Produktivität.
Definition von Positionierern im Vorrichtungsbau

Positioniervorrichtungen dienen der genauen Positionierung eines Werkstücks in einer Vorrichtung oder einem Spannmittel. Ihre Hauptfunktion besteht darin, einen Bezugspunkt oder eine Ebene festzulegen, um sicherzustellen, dass das Teil während des gesamten Fertigungsprozesses in einer festen, wiederholbaren Position gehalten wird. Passermarken sind die Grundlage für die Erzielung von Maßgenauigkeit und Gleichmäßigkeit in der Produktion.
Definition von Spannvorrichtungen
Spannvorrichtungen werden verwendet, um das Werkstück fest zu fixieren, sobald es richtig positioniert ist. Die Hauptaufgabe des Spannens besteht darin, den während der Bearbeitung aufgebrachten Kräften zu widerstehen und eine Bewegung oder Verformung des Teils zu verhindern. Spannvorrichtungen sind so konstruiert, dass sie das Werkstück sicher halten und gleichzeitig die Verformung und Beschädigung des Teils minimieren, damit der Prozess reibungslos und genau abläuft.
Warum Fixieren vor Spannen kommt (Konstruktionsprinzip)
In der Technik ist das Prinzip des Fixierens vor dem Spannen grundlegend. Das Werkstück muss zunächst mit Hilfe von Positionierhilfen genau lokalisiert werden, um eine präzise Positionierung zu gewährleisten. Sobald das Teil korrekt positioniert ist, kann es eingespannt werden, um es sicher zu fixieren. Die erste Positionierung verhindert eine Fehlausrichtung, die auftreten könnte, wenn das Teil vor der korrekten Positionierung eingespannt wird. Durch diese Reihenfolge wird sichergestellt, dass die Spannkräfte erst dann aufgebracht werden, wenn sich das Teil in seiner optimalen Ausrichtung befindet, wodurch das Risiko einer Verformung oder falschen Positionierung verringert wird.
Zweck und Bedeutung
Wie Ortungsgeräte die Wiederholbarkeit sicherstellen
Positionierer sind für die Wiederholgenauigkeit in der Fertigung unerlässlich. Sie stellen sicher, dass jedes Werkstück jedes Mal in der exakt gleichen Position platziert wird, was für eine gleichbleibende Produktqualität entscheidend ist. Präzise Positioniervorrichtungen verringern die Variabilität in der Produktion, was zu weniger Defekten und zuverlässigeren Ergebnissen bei Bearbeitungsprozessen führt.
Wie Klammern die Stabilität unter Schnittkräften aufrechterhalten
Zwingen sind entscheidend für die Stabilität des Werkstücks während des Schneidens, Wenden, oder andere Bearbeitungsvorgänge. Die von Schneidwerkzeugen erzeugten Kräfte können dazu führen, dass sich Teile verschieben, was zu Ungenauigkeiten oder sogar Beschädigungen führen kann. Spannvorrichtungen wirken diesen Kräften entgegen, indem sie das Werkstück sicher in Position halten, was eine präzise Bearbeitung ermöglicht und das Risiko einer Verformung des Teils verringert.
Auswirkungen auf Zykluszeit, Toleranzen und Werkzeugstandzeit
Die Konstruktion von Fixier- und Spannvorrichtungen hat einen direkten Einfluss auf die Zykluszeit, die Toleranzen und die Lebensdauer der Werkzeuge. Gut konzipierte Vorrichtungen verkürzen die Einrichtzeit und sorgen für schnellere Produktionszyklen. Präzise Fixiervorrichtungen minimieren Toleranzabweichungen, was für die Herstellung hochwertiger Teile, die strengen Spezifikationen entsprechen, entscheidend ist. Darüber hinaus verringert eine effektive Klemmung den Werkzeugverschleiß, indem sie eine Bewegung des Werkstücks verhindert, die Lebensdauer des Werkzeugs verlängert und die Häufigkeit des Werkzeugwechsels reduziert.
Rolle in der schlanken Fertigung und im CNC-Präzisionsbetrieb
Bei der schlanken Fertigung geht es darum, Verschwendung zu beseitigen und Prozesse zu optimieren. Positionier- und Spannvorrichtungen spielen eine Schlüsselrolle, indem sie die Effizienz verbessern, Stillstandszeiten reduzieren und sicherstellen, dass die Teile beim ersten Mal korrekt bearbeitet werden. Bei der Präzision CNC-Bearbeitung, Wenn eine hohe Genauigkeit erforderlich ist, sind diese Geräte unerlässlich, um sicherzustellen, dass die Teile bei jedem Zyklus sicher und gleichmäßig gehalten werden.
Grundlegende Prinzipien der Lokalisierung in Vorrichtungen und Halterungen
3-2-1-Prinzip erklärt (primäre, sekundäre, tertiäre Locatoren))
Die 3-2-1-Prinzip ist eine weit verbreitete Methode zur Positionierung eines Werkstücks in einer Vorrichtung. Sie stellt sicher, dass ein Werkstück in allen drei Achsen - X, Y und Z - korrekt eingespannt ist.
- Primäre Locatoren: Diese steuern die Position entlang einer Achse, die in der Regel auf der größten, flachsten Fläche des Teils liegt.
- Sekundäre Locatoren: Diese steuern zwei weitere Achsen, die sich im Allgemeinen auf der zweitgrößten Fläche befinden.
- Tertiäre Locatoren: Sie begrenzen die endgültige Achse und sorgen dafür, dass das Teil in allen Richtungen korrekt positioniert ist.
Anzahl der Freiheitsgrade (6 DOF)
Im dreidimensionalen Raum hat ein starrer Körper sechs Freiheitsgrade: drei Translationsbewegungen (X, Y, Z) und drei Rotationsbewegungen (Nicken, Gieren, Rollen). Positionierer schränken bestimmte Freiheitsgrade ein und verhindern, dass sich das Werkstück in unerwünschter Weise bewegt oder dreht. Eine wirksame Positionierung minimiert diese Freiheitsgrade, um sicherzustellen, dass das Werkstück in der gewünschten Ausrichtung fixiert bleibt.
Redundante Standorte vermeiden
Redundante Fixierungen treten auf, wenn zu viele Fixierungen verwendet werden, die unnötige Zwänge auf das Werkstück ausüben. Dies kann zu einer Verformung oder übermäßigen Beanspruchung des Werkstücks führen, was sich negativ auf die Bearbeitungsgenauigkeit auswirken kann. Es ist wichtig, die richtige Anzahl von Fixierern zu verwenden, die auf der Geometrie des Werkstücks und der erforderlichen Bearbeitung basiert.
Richtige Platzierung des Locators für Bearbeitungskräfte
Positionierhilfen müssen in Bereichen angebracht werden, in denen sie die Bearbeitungsvorgänge nicht beeinträchtigen. Sie sollten so angebracht werden, dass sie den von den Schneidwerkzeugen erzeugten Kräften standhalten, ohne das Werkstück zu verformen. Außerdem sollten sie so positioniert werden, dass Vibrationen vermieden werden, die die Bearbeitungsgenauigkeit beeinträchtigen könnten.
Ortungsgenauigkeit vs. Optimierung der Vorrichtungskosten
Zwar ist eine genaue Ortung für eine qualitativ hochwertige Fertigung unerlässlich, doch sollten auch die Kosten für die Vorrichtungen berücksichtigt werden. Komplexere Lokalisierungssysteme bieten zwar eine höhere Präzision, können aber auch die Kosten für die Vorrichtungen und die Fertigungszeit erhöhen. Die Ingenieure müssen ein Gleichgewicht zwischen der gewünschten Genauigkeit und der Kostenkontrolle finden, um die Produktionseffizienz zu optimieren.
Arten von Ortungsgeräten
Wohnungssuchgeräte
Flache Fixiervorrichtungen werden verwendet, um das Werkstück entlang ebener Flächen zu unterstützen und sicherzustellen, dass das Teil parallel zur Vorrichtung positioniert ist. Sie werden häufig bei Fräs- und Bohrvorgängen für Teile mit ebenen Flächen verwendet.
Zylindrische Locators / Pin Locators
Zylindrische Stiftspanner werden für Teile mit runden Geometrien verwendet. Sie passen in die entsprechenden Bohrungen oder Schlitze des Werkstücks und gewährleisten so eine korrekte Ausrichtung. Zylindrische Stifte werden häufig für die Positionierung zylindrischer Teile bei Dreh- oder Fräsarbeiten verwendet.
Runde und diamantene Fixierstifte
Runde und rautenförmige Stifte werden für komplexere Geometrien verwendet, insbesondere wenn eine präzise Positionierung erforderlich ist. Diese Stifte sind ideal für Teile mit unregelmäßigen oder nicht ebenen Oberflächen und bieten eine sichere und wiederholbare Positionierung.
Ruhepads & Stützblöcke
Auflagepads und Stützblöcke werden verwendet, um zusätzliche Stabilität und Unterstützung für das Werkstück zu bieten. Sie sind besonders nützlich für Teile, die während des Bearbeitungsprozesses in einer bestimmten Ausrichtung gehalten werden müssen, z. B. beim Bohren oder Schleifen.
V-Block Locators (für runde Teile)
V-Block-Aufnahmen sind für zylindrische Werkstücke konzipiert. Die V-Form umschließt das Teil sicher und gewährleistet eine genaue Positionierung für Bearbeitungen wie Drehen oder Fräsen.
Einstellbare Locatoren / federbelastete Locatoren
Die einstellbaren Fixiervorrichtungen ermöglichen eine flexible Gestaltung der Spannvorrichtung und passen sich Teilen mit unterschiedlichen Abmessungen an. Die federbelasteten Positionierer passen sich automatisch an die Größe des Werkstücks an und sorgen für einen sicheren Halt, während sie gleichzeitig geringfügige Schwankungen der Werkstückgröße ausgleichen.
Nesting Locators für komplexe Formen
Nesting Locators werden für Werkstücke mit komplexen oder unregelmäßigen Formen verwendet. Sie “verschachteln” sich in die Konturen des Werkstücks und stellen sicher, dass es für die Bearbeitung korrekt positioniert ist, ohne dass zusätzliche Stützen erforderlich sind.
Richtlinien für die Auswahl von Ortungsgeräten
Toleranz Stack-Up Überlegungen
Bei der Auswahl von Ortungsgeräten müssen Ingenieure Toleranzüberhöhungen berücksichtigen, die auftreten, wenn sich leichte Ungenauigkeiten von verschiedenen Komponenten summieren. Durch die Wahl von Positionierern, die diese Abweichungen ausgleichen können, wird sichergestellt, dass das Endprodukt die engen Toleranzanforderungen erfüllt.
Auswahl des Locator-Materials (Werkzeugstahl, Hartmetall, gehärteter Stahl)
Das Material der Positionierhilfe muss entsprechend der für die jeweilige Anwendung erforderlichen Verschleißfestigkeit ausgewählt werden. Werkzeugstahl, Hartmetall und gehärteter Stahl sind üblich. Materialien aufgrund ihrer Langlebigkeit und ihrer Fähigkeit, die Präzision im Laufe der Zeit beizubehalten. Die Wahl des Werkstoffs hängt von Faktoren wie dem Werkstoff des Werkstücks, dem Bearbeitungsprozess und dem erwarteten Produktionsvolumen ab.
Auswirkungen auf das Werkstückmaterial (Aluminium, Stahl, Gusseisen)
Unterschiedliche Werkstückmaterialien wirken sich auf die Wahl des Ortungsmaterials aus. Zum Beispiel können weichere Materialien wie Aluminium Locatoren mit weicheren Kontaktflächen erfordern, während härtere Materialien wie Stahl oder Gusseisen robustere Locator-Materialien benötigen, um dem Verschleiß standzuhalten.
Faktoren für Spanabstände und Zugänglichkeit
Aufnahmevorrichtungen sollten einen ausreichenden Spänespielraum aufweisen, damit sich keine Späne ansammeln, die den Bearbeitungsprozess stören könnten. Die Zugänglichkeit der Spannvorrichtungen ist ebenfalls wichtig, um sicherzustellen, dass das Werkstück leicht in die Vorrichtung eingelegt und aus ihr entnommen werden kann.
Spannvorrichtungen in Vorrichtungen und Halterungen
Was ist Klemmen (Definition und Funktion)?
Unter Einspannen versteht man das Befestigen eines Werkstücks an einer Vorrichtung, um Bewegungen während der Bearbeitung, Montage oder Prüfung zu verhindern. Eine wirksame Einspannung sorgt dafür, dass das Teil unter den Zerspanungskräften stabil bleibt, was Verformungen verhindert und genaue Ergebnisse gewährleistet.
Wie das Spannen die Bewegung des Werkstücks verhindert
Spanner üben eine Kraft auf das Werkstück aus, um es sicher an den Fixierern zu halten. Die vom Spanner ausgeübte Kraft wirkt den während der Bearbeitung erzeugten Schnittkräften entgegen und verhindert, dass sich das Werkstück verschiebt, vibriert oder verformt.
Richtung der Spannkraft in Bezug auf die Positionierer
Die Spannkraft sollte in einer Richtung aufgebracht werden, die das Positioniersystem ergänzt. Die Kraft muss so gerichtet sein, dass sie das Werkstück gegen die Fixierungen hält, ohne das Teil zu verformen oder übermäßigen Druck auf einen bestimmten Bereich auszuüben.
“Halten vs. Verzug” - Vermeidung von Werkstückverzug
Beim Spannen ist es wichtig, ein Gleichgewicht zwischen dem sicheren Halten des Werkstücks und der Vermeidung von übermäßiger Kraft, die zu Verformungen führen könnte, zu finden. Richtig konstruierte Spannvorrichtungen sorgen dafür, dass das Werkstück fest gehalten wird, ohne dass es zu unerwünschten Spannungen oder Verformungen kommt.
Arten von Spannvorrichtungen
Manuelle Spannvorrichtungen
Manuelle Spannvorrichtungen beruhen auf menschlicher Kraft, um das Werkstück zu befestigen. Beispiele hierfür sind:
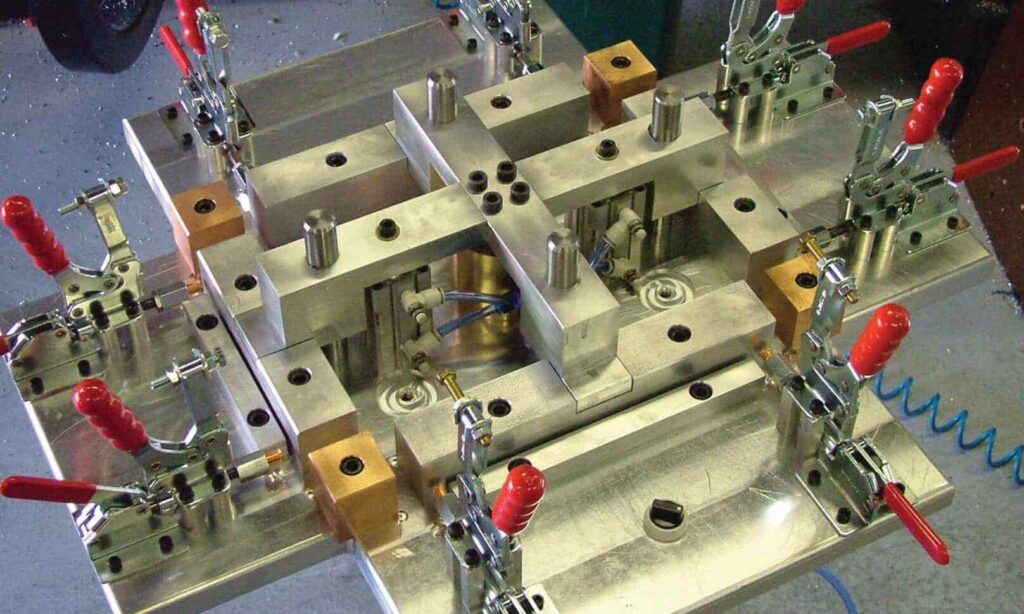
- Knebelklemmen: Schnelle und zuverlässige Klemmkraft bei minimalem Kraftaufwand.
- Gurtschellen: Sichert Teile entlang der Kanten, besonders nützlich bei unregelmäßig geformten Teilen.
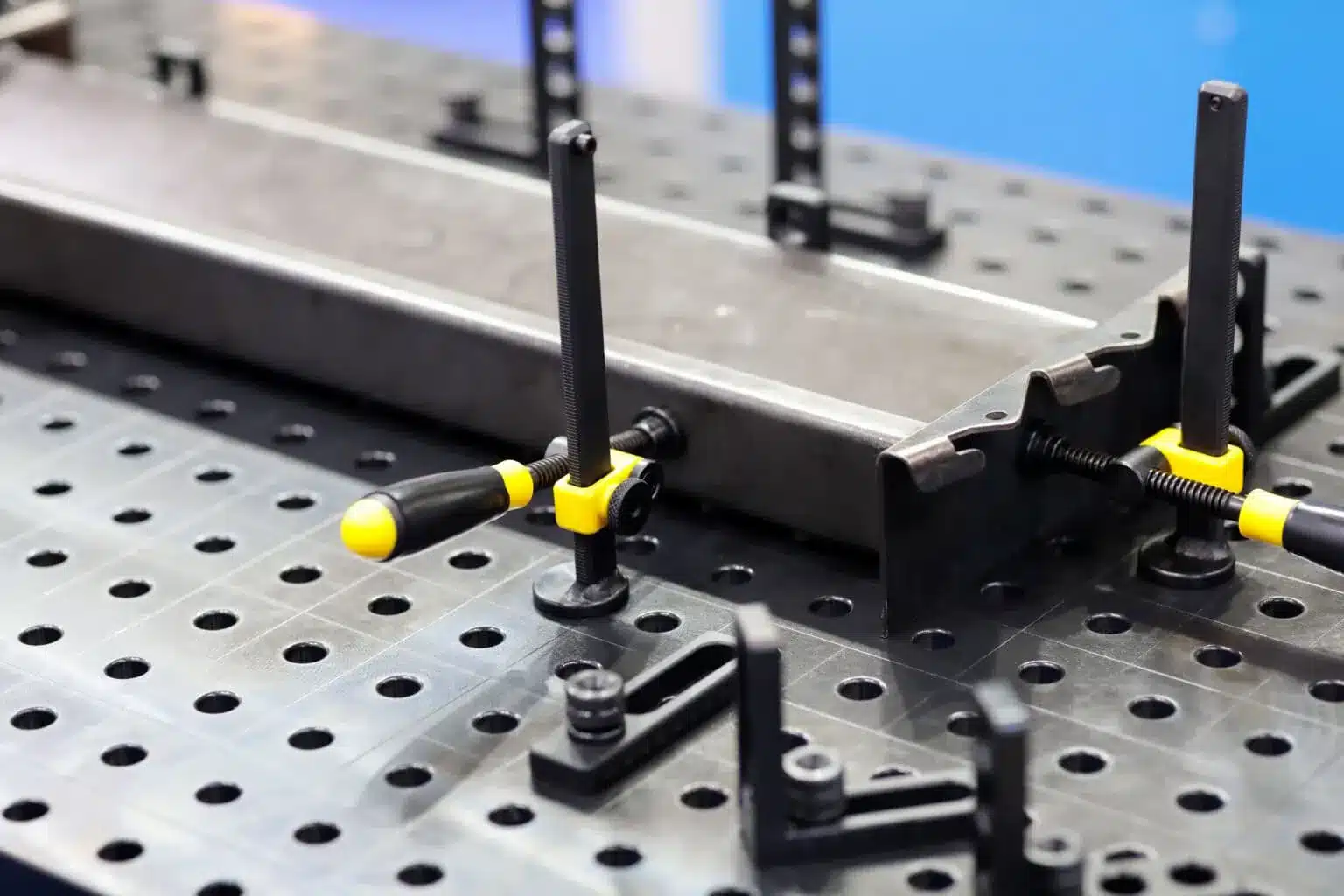
- Schraubzwingen: Wird für Präzisionsarbeiten verwendet und ermöglicht eine feine Kontrolle der Spannkraft.
- Randklammern: Ideal für die Befestigung von Teilen entlang ihrer Kanten.
- Nockenklemmen: Bietet schnelles und einfaches Spannen mit hoher Kraft.
Kraftbetätigte Klemmen
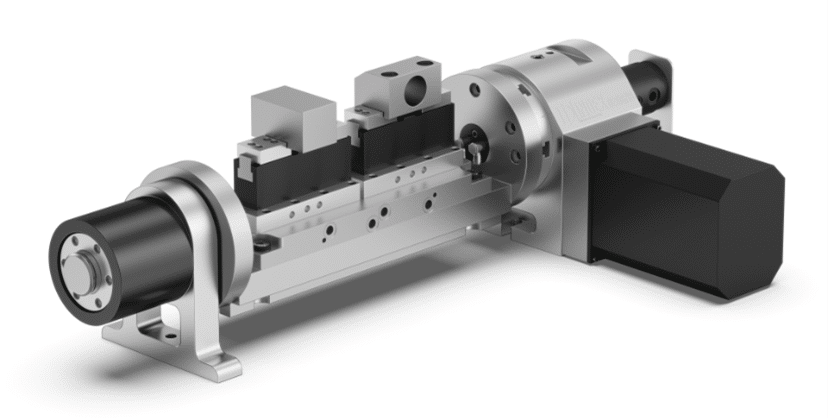
Kraftbetriebene Klemmen verwenden hydraulische, pneumatische oder motorisierte Systeme, um die Klemmkraft aufzubringen, was eine höhere Geschwindigkeit und Konsistenz in automatisierten Umgebungen ermöglicht. Diese umfassen:
- Hydraulische Klemmen: Einstellbare Klemmkraft, häufig in Hochproduktionsumgebungen eingesetzt.
- Pneumatische Klemmen: Verwenden Sie Druckluft, um Teile schnell und effizient zu spannen.
- Schwenkbare Klammern: Ermöglichen eine einfache Einstellung und Anwendung der Klemmkraft.
- Magnetische Schellen: Berührungsloses Spannen von empfindlichen Teilen.
- Vakuum-Aufspannsysteme: Ideal für flache oder biegsame Teile, da das Werkstück durch die Absaugung sicher gehalten wird.
Spezial-Klemmen
Spezialklemmen sind für bestimmte Anwendungen konzipiert, wie z. B.:
- Modulare Vorrichtungsspanner: Anpassungsfähige Klemmen für modulare Vorrichtungssysteme.
- Schnellspannklemmen: Ermöglicht einen schnellen Teilewechsel in der Großserienproduktion.
- Selbsteinstellende Klammern: Automatische Anpassung an unterschiedliche Werkstückabmessungen.
Prinzipien des Spannens (Technische Grundlagen)

Berechnung der Spannkraft
Die Spannkraft muss auf der Grundlage des Werkstückmaterials, der Schnittkräfte und des gewünschten Sicherheitsniveaus berechnet werden. Eine unzureichende Spannkraft kann zu einer Bewegung des Werkstücks führen, während eine zu hohe Kraft eine Verformung verursachen kann.
Kraftrichtung und Verhalten des Werkstücks
Die Richtung der Spannkraft ist entscheidend, um Verformungen zu vermeiden. Zwingen sollten die Kraft so aufbringen, dass das Werkstück nicht gebogen oder verdreht wird.
Vermeidung von Werkstückbeschädigungen (Pads, Buchsen, weiche Backen)
Um die Beschädigung empfindlicher Teile zu vermeiden, sollten Zwingen mit weichen Polstern, Buchsen oder weichen Backen ausgestattet sein, die die Spannkraft gleichmäßig verteilen und das Risiko von Markierungen oder Verformungen des Werkstücks verringern.
Vibrationsbeständigkeit und Stabilität
Die Klemmen müssen so konstruiert sein, dass sie den durch die Schnittkräfte verursachten Vibrationen standhalten. Vibrationen können zu Ungenauigkeiten führen bei Bearbeitung, Die Klammern sollten daher einen stabilen und festen Halt bieten, um Bewegungen während des Betriebs zu verhindern.
Zugänglichkeit zum Be- und Entladen
Die Klemmen sollten so konstruiert sein, dass sie leicht zugänglich sind, um ein schnelles und sicheres Be- und Entladen der Werkstücke zu ermöglichen. Der Spannmechanismus sollte es dem Bediener ermöglichen, Teile mit minimalem Kraftaufwand einzulegen oder zu entnehmen.
Integration von Suchen und Klemmen
Wie Ortungsgeräte und Klemmen zusammenarbeiten
Positionierer und Spanner müssen zusammenarbeiten, um sicherzustellen, dass das Teil genau positioniert und sicher gehalten wird. Positionierer positionieren das Werkstück präzise, während Spanner die nötige Kraft aufbringen, um es während der Bearbeitung in Position zu halten.
Vorbeugung gegen Verformung des Geräts
Durch die richtige Integration von Positionierern und Spannern können Konstrukteure sicherstellen, dass sich die Vorrichtung während des Bearbeitungsprozesses nicht verformt. Diese Integration verhindert Fehler, die durch eine falsche Positionierung der Teile oder eine zu hohe Spannkraft entstehen können.
Ausgleichende Kraftverteilung
Eine ausgewogene Verteilung der Spannkraft ist wichtig, um eine Verformung der Teile zu vermeiden und eine gleichbleibende Teilequalität zu gewährleisten. Die Kräfte von Spannern sollten gleichmäßig aufgebracht werden, um zu verhindern, dass ein Bereich unter- oder überbeansprucht wird.
Ausrichten auf Bearbeitungskräfte (Bohren, Fräsen, Drehen)
Positionierer und Klemmen sollten mit der Richtung der Bearbeitungskräfte ausgerichtet werden, um die Stabilität während der Schneiden, Bohr-, Fräs- oder Dreharbeiten. Eine korrekte Ausrichtung stellt sicher, dass die vom Schneidwerkzeug ausgehenden Kräfte nicht zu einer Verschiebung oder Verformung des Teils führen.
Häufige Fehler und wie man sie vermeidet
Überklemmung
Eine zu hohe Spannkraft kann zu einer Verformung oder Beschädigung der Teile führen. Ingenieure sollten die erforderliche Spannkraft anhand der Materialeigenschaften und Bearbeitungsbedingungen sorgfältig berechnen.
Redundante Ortung
Die Verwendung von zu vielen Positionierern kann zu unnötigen Zwängen führen, die eine Verformung des Teils zur Folge haben. Es ist wichtig, das 3-2-1-Prinzip zu befolgen und eine Überbeanspruchung des Teils zu vermeiden.
Schlechte Platzierung der Klammer
Eine falsche Platzierung der Klemmen kann dazu führen, dass sich die Teile während der Bearbeitung verschieben oder verformen. Stellen Sie sicher, dass die Klemmen so positioniert sind, dass sie den von den Schneidwerkzeugen erzeugten Kräften standhalten, ohne den Bearbeitungsprozess zu beeinträchtigen.
Verwendung falscher Materialien
Die Wahl der falschen Materialien für Fixierstücke oder Klemmen kann zu vorzeitigem Verschleiß oder Ausfall führen. Verwenden Sie Materialien, die mit dem Werkstück und der Bearbeitungsumgebung kompatibel sind.
Mangelnder Spänespielraum
Eine unzureichende Spanabfuhr kann zur Ablagerung von Spänen führen, die die Bearbeitung beeinträchtigen. Stellen Sie sicher, dass Positionierer und Klemmen so konstruiert sind, dass sie eine ordnungsgemäße Spanabfuhr während der Bearbeitung ermöglichen.
Beispiele für das Spannen und Positionieren von Vorrichtungen aus der Praxis
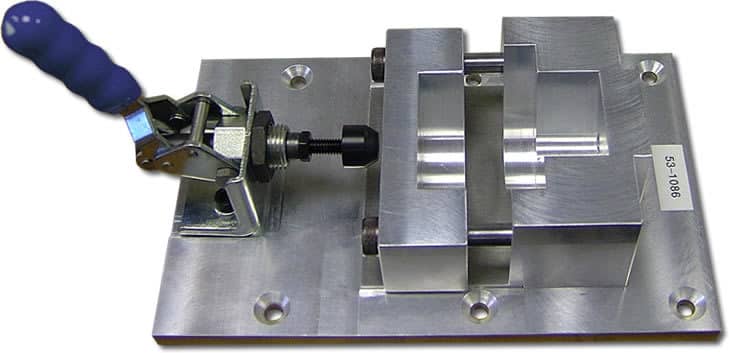
Bohrschablone, Klemme und Positionierhilfe
Eine Bohrlehre verwendet eine zylindrische Stiftaufnahme, um ein Teil genau zu positionieren, während ein Kniehebelspanner das Werkstück während des Bohrvorgangs sicher hält.
Fräsvorrichtung Passstifte + Schwenkklemme
In einer Fräsvorrichtung sorgen runde Passstifte für eine genaue Positionierung, während ein Schwenkspanner das Werkstück in Position hält, während der Fräser Material abträgt.
V-Block + Spannband für zylindrische Teile
Ein Prisma wird verwendet, um zylindrische Teile zu fixieren, während ein Spanngurt das Werkstück sichert und für Stabilität während der Bearbeitung sorgt.
Hydraulisches Spannen in der Kfz-Vorrichtung
In einer Kfz-Vorrichtung üben hydraulische Spanner eine gleichmäßige Kraft aus, um große Bauteile zu befestigen, und sorgen so für Präzision in der Großserienfertigung.
Technische Zeichnungen: Positionierer & Klemmen
Standard-Symbole und -Anmerkungen
In technischen Zeichnungen sollten Standard-Symbole und -Anmerkungen zur Darstellung von Fixierern und Klemmen verwendet werden, um eine klare Kommunikation der Konstruktionsabsicht zu gewährleisten.
GD&T-Überlegungen für Locatoren
Die geometrische Bemaßung und Tolerierung (GD&T) wird verwendet, um die zulässige Abweichung der Teileposition und -ausrichtung zu spezifizieren und so sicherzustellen, dass die Positionierungselemente im Verhältnis zum Teil genau positioniert sind.
Beschriftungen für Spannmittel
Die Beschriftungen für Spannvorrichtungen sollten den Typ der Klemme, ihre Position und alle relevanten Details wie Spannkraft oder Einstellmöglichkeiten angeben.
Explosionszeichnung und Stückliste (Bill of Materials) Best Practices
Eine Explosionszeichnung der Vorrichtung und eine Stückliste sollten in die technischen Zeichnungen aufgenommen werden, um die Montage, Wartung und Beschaffung von Komponenten zu erleichtern.
Beste Materialien für Fixier- und Klemmvorrichtungen
Werkzeugstahl (D2, O1, A2)
Werkzeugstahl wird aufgrund seiner Härte, seiner Verschleißfestigkeit und seiner Fähigkeit, die Maßgenauigkeit auch unter hoher Belastung beizubehalten, häufig für Positionierer und Klemmen verwendet.
Hartmetallbestückte Locatoren
Hartmetallbestückte Zentrierspitzen bieten eine hervorragende Verschleißfestigkeit und sind ideal für hochpräzise Anwendungen, bei denen die Langlebigkeit des Werkzeugs entscheidend ist.
Komponenten aus gehärtetem Stahl vs. Weichstahl
Gehärteter Stahl wird für Anwendungen mit hoher Haltbarkeit verwendet, während Baustahl kostengünstiger ist und sich für weniger anspruchsvolle Aufgaben eignet.
Weiche Pads und Nyloneinsätze für empfindliche Teile
Bei empfindlichen Teilen werden weiche Pads oder Nyloneinlagen verwendet, um das Werkstück beim Einspannen vor Beschädigungen zu schützen und sicherzustellen, dass während des Prozesses keine Markierungen oder Kratzer entstehen.
Moderne und intelligente Ortungs- und Klemmsysteme
Modulare Vorrichtungssysteme
Modulare Vorrichtungssysteme bieten Flexibilität, da sie eine schnelle Anpassung oder Neukonfiguration der Vorrichtungen für unterschiedliche Teile ermöglichen.
Nullpunkt-Spannsysteme
Nullpunktspannsysteme bieten kurze Rüstzeiten und hohe Präzision, indem sie vordefinierte Positionen auf der Maschine für einen schnellen Teilewechsel nutzen.
Intelligente Hydraulik und Lastsensoren
Intelligente hydraulische Systeme verwenden Lastsensoren, um eine Echtzeit-Rückmeldung über die Spannkraft zu liefern, wodurch eine optimale Leistung gewährleistet und das Risiko des Überspannens minimiert wird.
Automatisierung & roboterfreundliche Klammern
Die automatisierungsfreundlichen Klammern sind so konzipiert, dass sie nahtlos mit Roboterarmen und anderen automatisierten Systemen zusammenarbeiten und vollautomatische Produktionslinien ermöglichen.
Checkliste für Ingenieure - Konstruktion von Fixierungen und Klemmen
- DoF-gesteuert? Vergewissern Sie sich, dass alle sechs Freiheitsgrade (Translation und Rotation) ordnungsgemäß eingeschränkt sind.
- Richtiger Locator-Kontakt? Vergewissern Sie sich, dass die Positionsgeber an den richtigen Stellen mit dem Werkstück in Kontakt sind.
- Ist die Klemmkraft ausreichend? Stellen Sie sicher, dass die Spannkraft ausreicht, um das Werkstück sicher zu halten, ohne es zu verformen.
- Keine Verformung des Werkstücks? Prüfen Sie, ob das Werkstück während des gesamten Bearbeitungsprozesses unbeschädigt bleibt.
- Einfaches Be- und Entladen? Gestalten Sie die Vorrichtung so, dass sie schnell und sicher be- und entladen werden kann.
- Sicher für Bediener? Stellen Sie sicher, dass alle Komponenten für die Sicherheit des Bedieners ausgelegt sind, einschließlich ergonomischer Überlegungen.
Schlussfolgerung
Positionierer positionieren das Werkstück mit hoher Präzision, während Spannvorrichtungen dafür sorgen, dass es während der Bearbeitung sicher an seinem Platz bleibt. Zusammen spielen diese Komponenten eine entscheidende Rolle bei der Erzielung genauer, wiederholbarer und hochwertiger Fertigungsergebnisse.
Bedeutung bei der Herstellung von Präzision
In der Präzisionsfertigung ist die Kombination von gut konzipierten Fixier- und Spannvorrichtungen entscheidend. Diese Vorrichtungen sorgen dafür, dass die Teile mit hoher Genauigkeit und minimaler Abweichung bearbeitet werden, was sie zu einer wesentlichen Voraussetzung für die Herstellung hochwertiger, zuverlässiger Produkte macht.
FAQs zu Ortungs- und Klemmvorrichtungen
Was ist der Unterschied zwischen Fixierern und Klemmen?
Positionierhilfen positionieren das Werkstück in einer Vorrichtung und stellen sicher, dass es vor der Bearbeitung genau ausgerichtet ist. Spannvorrichtungen fixieren das Werkstück, nachdem es von den Positionierern positioniert wurde, und verhindern eine Bewegung während der Bearbeitung. Der Hauptunterschied besteht darin, dass sich die Positionierhilfen auf die Positionierung konzentrieren, während die Spannvorrichtungen das Werkstück während des Betriebs sichern.
Welcher Spanntyp ist für das CNC-Fräsen am besten geeignet?
Für CNC-Fräsen, Schnellspanner und Hydraulikspanner werden üblicherweise verwendet. Schnellspanner bieten schnelles Spannen und einfaches Einstellen, während Hydraulikspanner eine einstellbare Kraft bieten und ideal für hochvolumige, automatisierte Prozesse sind.
Unterschied zwischen Fixieren und Klemmen?
Positionierhilfen positionieren das Werkstück präzise. Klemmen halten es während der Bearbeitung sicher an den Zentrierern fest.
Wie bestimmt man die Spannkraft?
Verwenden Sie das 2-3fache der erwarteten Schneidkraft. Spannen Sie immer in Richtung schwerer Abschnitte und fester Fixierungen, um Verformungen zu vermeiden.





