コンテンツにスキップ
コンテンツにスキップ 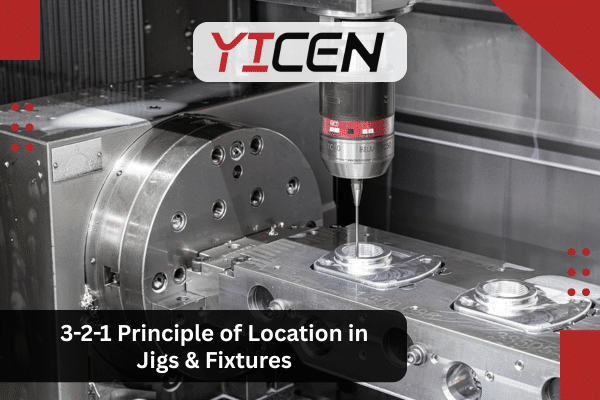
3-2-1の原則とは?
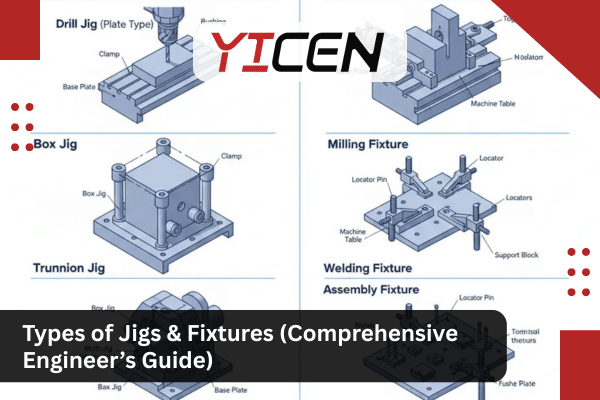
3-2-1の原則は、以下のようなワークの位置決めに使用される重要な概念です。 治具と固定具.3-2-1方式は、製造プロセスにおいて、部品が機械や工具に対して正しい方向と位置に配置され、保持されることを保証します。ワークピースの自由度()を制限することで、3-2-1方式は、機械加工、溶接、組み立てなどの作業において、一貫した再現性のある結果を達成するのに役立ちます。
定義
3-2-1原理とは、ワークの6自由度(3つの並進運動と3つの回転運動)を系統的なアプローチで制限する位置決め方法のこと。ワークの位置決めを3つのステップに分ける:
- 主平面に沿った動きを制限する3点。
- セカンダリープレーンを制限する2点。
- 三次平面を制限する1点。
この配置により、6つの接点がパーツを完全に拘束し、製造工程中に動かないようにする。
ワークの位置決めに使われる理由
3-2-1の原則は、次のことを確実にするために用いられる。 正確で再現性のある安定したポジショニング ワークピースの冶具内の適切な位置は、部品のミスアライメントによる誤差を減らし、ドリル、フライス、溶接のようなオペレーションが高精度で実行されることを保証します。また、複数の作業にわたってパーツの位置が一定であることを保証することで、段取り時間と工具の摩耗を最小限に抑えます。
治具・固定具における重要性
治具と固定具では、正確な ワークの位置 が不可欠である:
- スクラップ率の低減:部品が正確に位置決めされることで、不良品につながるエラーの可能性を最小限に抑えることができます。
- 生産速度の最適化:正確な位置決めにより、セットアップ時間が短縮され、より迅速な運転が可能になり、ダウンタイムを最小限に抑えることができます。
- 均一性の確保:繰り返し可能な部品の位置決めは、大量生産工程に不可欠な生産バッチ全体の均一性を保証します。
3-2-1ロケ方法を理解する
6点ロケーションのコンセプト
ワークピースを完全に拘束するには、6自由度(DOF)すべてに沿ってその動きを制限する必要があります。この6自由度には以下が含まれる:
- に沿った並進運動。 X, Yそして Z 軸(3方向)。
- 回転運動 X, Yそして Z 軸(3回転)。
3-2-1方式では、6つのロケーターポイントを使用してこれらの動きを制限するため、加工プロセス中、パーツは安定したまま正確に位置決めされる。
プライマリープレーンの動きを制限する3つのポイント
について プライマリープレーン は部品の位置を定義する最初のサーフェスである。通常、これは3点を使って行われる。例えば、部品を冶具の上に置くとき、平らな面の3点を使い、部品が冶具の中で動くのを制限します。 Z軸 (垂直方向)と X軸 そして Y軸 (水平方向)。
チップ:安定性を最大にするため、3点はできるだけ離す。これにより、作業中のワークの傾きやずれを防ぐことができる。
セカンダリー・プレーンの2点
について 二次平面 は主平面に垂直で、動きをさらに制限する。の残りの自由度をなくすために、この平面上に2点が使用される。 X そして Y の方向に移動し、部品が水平方向に移動するのを防ぐ。
第3プレーンに1点
について 三次平面 は一次面と二次面の両方に垂直である。1点は、最終的な自由度である ローテーション Z軸を中心に、部品が回転しないようにする。
6つの自由度はどのように制御されているか
ロケーターを慎重に選択し配置することで、3-2-1方式は6つの自由度すべてを効果的にコントロールする:
- プライマリープレーンの3つのポイントは、次のような動きを制限する。 X, Yそして Z 軸になる。
- 二次平面の2つのポイントは、その平面に沿った動きを制限する。 X そして Y 軸になる。
- 三次平面の1点は、三次平面を中心とした回転運動を制限する。 Z軸.
3-2-1の原則が正確さを保証する方法
ワークの動きをなくす
3-2-1の原理を用いることで、ワークピースはしっかりと拘束され、どの方向にも動かないようになります。この制約により、切削工具は正しい経路をたどり、各部品に正確な寸法と精密な仕上げが得られます。
大量生産における再現性
大量生産では、生産される各部品が同一であることが不可欠です。3-2-1原理は、すべてのパーツが冶具内で一貫して位置決めされることを保証し、再現性を保証します。セットアップを何度も変更したり、部品を交換したりしても、部品は毎回同じように位置合わせされます。
過剰配置と冗長性を避ける
過剰位置決めは、不必要なロケータが使用され、同じ方向への移動が何度も制限される場合に起こります。これは部品や治具に不必要なストレスを与え、不正確さや破損につながる可能性があります。3-2-1原則は、各ロケータが固有の機能を果たすようにすることで、このような事態を回避し、必要な自由度のみを効率的に制限します。
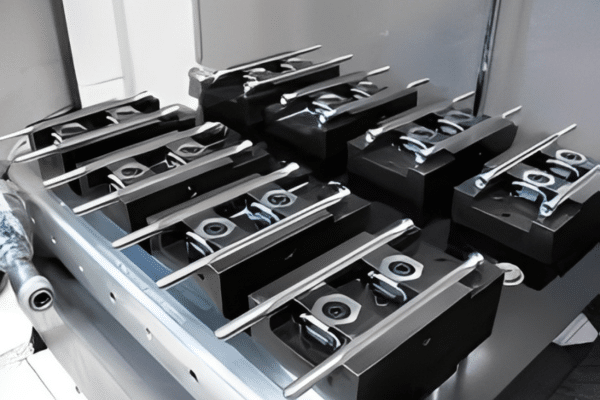
治具・固定具に使用されるロケータの種類
フラット・ロケーター
フラット・ロケーター 平らな面を基準にしてワークを位置決めするもので、大型で単純な部品によく使用される。これらのロケータは、ワークピースを位置決めするための正確な基準点を提供します。
円筒ロケーター
円筒形ロケーター は、ワークピースに穴やシャフトなどの円筒形状の特徴がある場合に使用します。これらのロケータは、部品に挿入され、安定した中心支持を提供します。
円錐ロケーター
円錐ロケーター は先細りの形状をしており、自然にセンタリングされるような位置決めが必要な部品に最適です。このロケーターは、特に不規則な形状の部品に有効です。
Vブロック・ロケーター
Vブロック・ロケーター は、円筒形の部品に対応する形をしている。円形や筒状の形状を持ち、固定具内でしっかりと位置決めする必要がある部品によく使用される。
ダイヤモンド・ピン
ダイヤモンド・ピン は、治具内で部品を正確に位置決めするために使用される、精密に加工された小さなピンです。正確な位置合わせが必要な、小さくて複雑なワークピースに特に有効です。
調整可能なロケーター
調整可能なロケーター は、部品の寸法が微妙に異なる用途に使用されます。さまざまなサイズに対応できるよう調整でき、多様な部品設計に柔軟に対応します。
レストパッド&サポートブロック
レストパッド そして サポートブロック は、ワークピースに追加のサポートを提供し、作業中の安定性を確保するために使用されます。これらの部品は、安定性を高めるために他のロケーターと組み合わせて使用されることがよくあります。
治具と固定具に使用されるクランプの種類
手動クランプ
手動クランプ は通常、手で操作し、部品を所定の位置に固定するために使用される。以下のようなものがある:
- ストラップクランプ:調整可能なストラップで部品をしっかりと固定する簡単な方法を提供する。
- スクリュークランプ:スクリュー機構でクランプする。
- トグルクランプ:トグル機構を活用し、最小限の力で大きなクランプ力を発生。
メカニカルクランプ
メカニカルクランプ は機械システムによって駆動され、手動クランプよりも大きな力を必要とする用途に使用される。
- カムクランプ:カム機構を採用し、強力なクランプ力と素早い動作を実現。
- 偏心クランプ:偏心カムを利用して加圧するもので、異形部品に用いられることが多い。
空気圧クランプ
空気圧クランプ クランプ力を発生させるために圧縮空気を使用するため、迅速な操作と手作業の軽減が可能です。
油圧クランプ
油圧クランプ は油圧システムによって作動し、大きなクランプ力を提供するため、高負荷や高荷重の用途に最適です。
マグネット&真空クランプ
マグネットクランプとバキュームクランプ 非鉄やデリケートなワークピースを機械的な圧力をかけずに固定するには、磁気や真空の力を利用します。
クイックアクティングクランプ
クイックアクションクランプ 迅速な調整とセットアップを可能にし、生産中のダウンタイムを削減します。
3-2-1の原則完全なポジショニングと不完全なポジショニング
完全なポジショニング
完全なポジショニング は、6点を使用して6自由度すべてを完全に制限し、ワークピースの正確な配置を保証する。
不完全なポジショニング
不完全なポジショニング 自由度が6つ未満に制限される場合に発生する。これは特定の操作においては許容されうるが、注意深く制御しなければ精度の低下につながる可能性がある。
アンダー・ポジショニング
アンダー・ポジショニング これは、必要な自由度が制約されずに残されている場合に起こります。これは、不安定な部品や加工精度につながる可能性があるため、受け入れられません。
オーバーポジショニング
オーバーポジショニング これは、動きを制限するために多くのロケータが使用される場合に起こり、ワークピースやフィクスチャに応力を与え、変形やミスアライメントの原因となる可能性がある。
3-2-1メソッドを適用する際のよくある間違い
冗長ロケーション
不必要なロケータを使用すると、非効率になり、部品の位置決めにミスが生じます。不必要なストレスや潜在的な不正確さを防ぐためには、冗長性を避けることが不可欠です。
不適切なクランプの配置
クランプを正しく配置しないと、ワークが歪んだり、クランプ力が不均一になり、加工不良の原因になります。
間違ったタイプのロケーターを使う
ワークピースに対して誤ったロケータータイプを選択すると、位置決めが不適切になり、加工プロセス全体の精度が低下する可能性があります。
劣悪なチップクリアランス
切り屑のクリアランスが不適切だと、位置決めプロセスが妨げられ、加工中にワークがずれたり、位置がずれたりする可能性があります。ロケーターと治具は、切り屑の蓄積を効果的に処理できるように設計されていることが重要です。
3-2-1原則の実践例
長方形ブロックの例
長方形のブロックの場合、底面の位置決めに3点、側面の位置決めに2点、上面の位置決めに1点を使い、6自由度すべてを確実に制御する。
円筒形コンポーネントの例
円筒形部品の場合、円筒形ロケータを平面ロケータと組み合わせて使用することで、部品を内面と外面の両方から固定し、正確な配置を実現します。
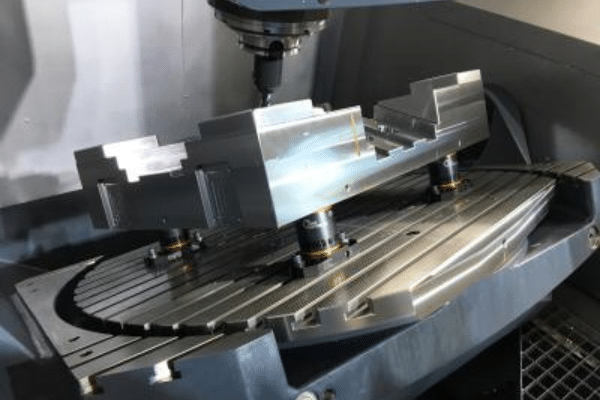
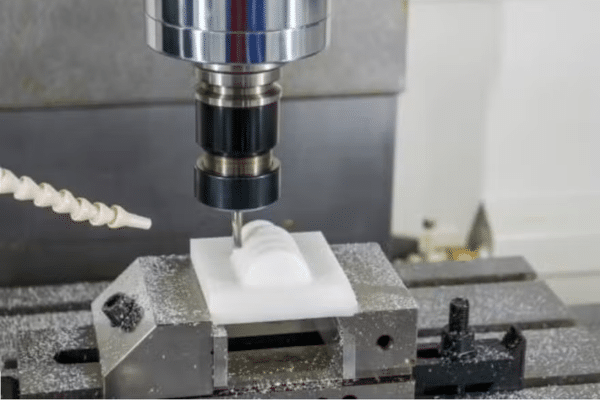
CNC加工の例
CNCマシン 3-2-1方式を使用することで、機械ベッド上のパーツを確実に位置決めし、自動切断やフライス加工時の高精度を保証します。
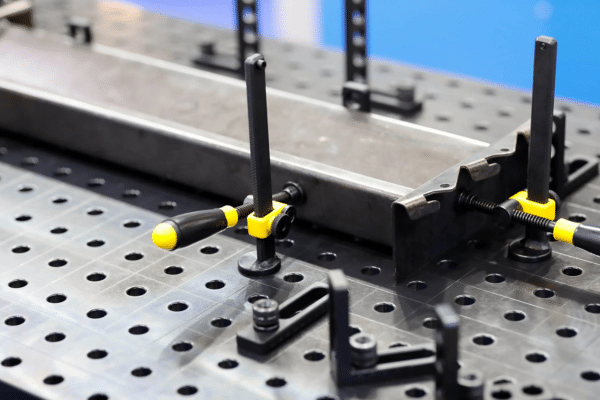
溶接治具の例
溶接治具は、3-2-1方式を使用して金属部品を確実に位置決めし、構造的完全性のために溶接部が一貫して配置されるようにします。
溶接治具と組立治具
両方 溶接治具・組立治具 は製造業において重要な役割を担っているが、その機能や使い方はそれぞれ異なっている:
- 溶接治具:溶接工程で、部品を所定の位置に固定し、正しいアライメントを確保するために使用し、歪みを防止して溶接品質を向上させる。
3-2-1の原則を使うメリット
精度の向上
自由度を精密に制限することで、3-2-1原理はパーツの位置決めを毎回確実に行い、加工精度を向上させます。
高い再現性
この方法は、部品が一貫して同じ位置に配置されることを保証し、均一性が重要な大量生産には不可欠である。
セットアップ時間の短縮
3-2-1原則は、部品のセットアップを簡素化し、調整と再較正に費やす時間を短縮します。
製造エラーの低減
パーツの動きとミスアライメントを最小化することで、3-2-1方式は加工エラーを減らし、パーツの品質向上と欠陥の減少につながる。
Making Technical Manufacturing Knowledge Discoverable
Detailed explanations of fundamentals like the 3-2-1 principle are valuable only when engineers, students, and manufacturing decision-makers can actually find them during research. Many technical manufacturing websites struggle not with content quality, but with visibility. Agencies like Wise Rank help industrial and engineering-focused businesses present structured, educational content in a way that aligns with how people search — without compromising technical depth.
概要
3-2-1の原理は、治具や冶具内でのワークの位置決めに使われる基本的な技術です。3つの固定点、2つの2次点、1つの3次点を通して6つの自由度を制限することで、製造工程における精度、再現性、安定性を保証します。この原理は、以下のような精度に依存する産業にとって不可欠である。 自動車, 航空宇宙そして 電子機器製造.
よくあるご質問
3-2-1メソッドの目的は何ですか?
について 3-2-1方式 は、治具内でワークピースを正確に位置決めし、拘束するために使用されます。ワークピースが3つの主平面に沿って正しく位置決めされ、6つの自由度(並進と回転)すべてを制限し、機械加工、溶接、組み立て中の移動を防ぎます。
どのような業界が3-2-1の原則を採用しているのか?
について 3-2-1の原則 などの業界で広く使用されている。 自動車製造, 航空宇宙, エレクトロニクス, 医療機器製造そして 金属加工高品質の部品を生産するためには、精度と再現性が不可欠です。
正確な位置に6点が必要な理由は?
ワークピースの6自由度すべてを完全に制限し、加工中にワークピースが安定して動かないようにするには、6点が必要です。6自由度すべてを制限しないと、ワークピースがずれたり、回転したり、振動したりして、加工工程で誤差が生じる可能性があります。
クランプとロケーターはどのように連動するのですか?
ロケーター は固定具内のワークピースの位置決めに使用され、一方 クランプ ロケーターはワークピースを正確に位置決めし、クランプは加工中のワークピースのズレを防ぎます。ロケータはワークが正しく位置決めされるようにし、クランプは加工中の動きやずれを防ぎます。