近代的な工場では、3Dモデルから正確な部品へと迅速に移行するために、CNCでCAD/CAMを使用しています。このガイドでは、統合ソフトウェアがどのようにプログラミングを強化し、セットアップを削減し、品質を向上させるかを説明します。平易な基礎知識、ステップバイステップのワークフロー、主要パラメータ、比較表、実例、簡潔なQ&Aをご覧いただけます。イーセンのサービスへのリンクも付いているので、学習から見積もりまで、すぐにご利用いただけます。
日常加工におけるCADとCAM
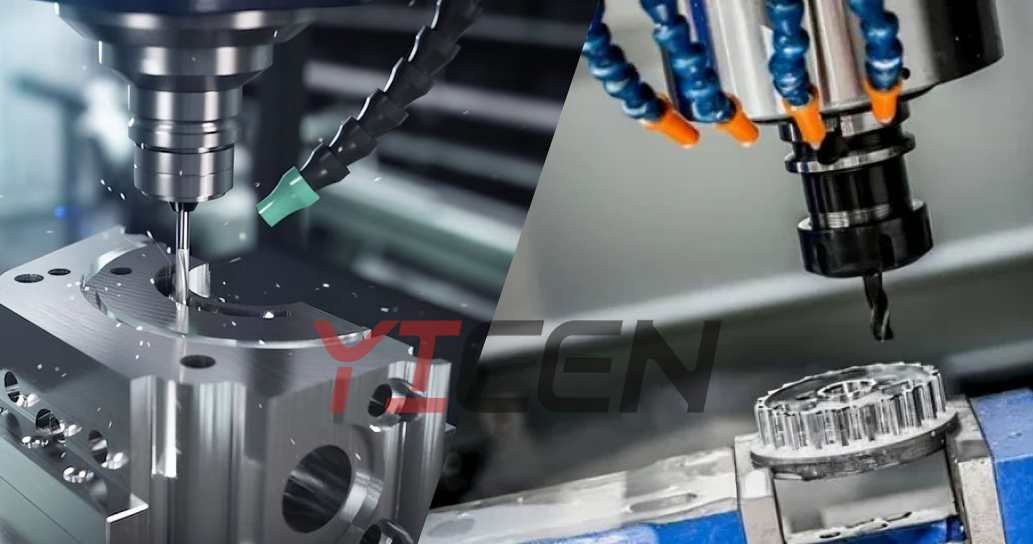
典型的なワークフローでは、設計チームが3Dモデルと図面を作成し、プログラマーがツールパスと機械を動かすGコードを生成します。コンピュータ支援設計は形状とPMI(公差、GD&T)を定義し、コンピュータ支援製造はその定義をミル、旋盤、複合旋盤用の安全で効率的な工具動作に変換する。CAMとは、工作機械を駆動するソフトウェアであり、CADに続くデジタルチェーンである。 CNC 機械が実行する言語。
NISTのPMIの研究は、上流のCADデータの品質がなぜ重要なのかを示しています。製品の製造情報が正しくモデル化されていれば、それを検証し、翻訳エラーを減らしながら下流の製造や検査に持ち込むことができます。その結果、機械やQAで目にするものが改善されるのです。
統合が生産に利益をもたらす理由
設計とプログラミングがエンド・ツー・エンドでデジタル化されると、手作業のステップが減り、ミスが少なくなります。CNCに統合されたCAD/CAMは、セットアップを短縮し、プログラミング時間を短縮し、正確なジオメトリと、モデルと公差を尊重したツールパスを組み合わせることで、最初の部品の歩留まりを向上させます。業界報道では、このような利点の背景にある、よりスマートなツールパス戦略、ソフトウェアと機械メーカー間のパートナーシップの強化、シミュレーションと検証のためのより良い接続性といったトレンドに注目しています。
モデルからマシンへ、シンプルなワークフロー
以下のフローは、有能なショップがアップロードからチップに至るまで、データを無傷に保ち、リスクを低く抑える方法を反映したものである。
- デザインの準備はできている: 明確なPMIでSTEPまたはネイティブCADを受信。確実なコンピュータ支援設計により、当て推量を減らし、DFMをスピードアップします。NISTの作業では、下流で使用するためのPMIの整合性を重視しています。
- インテリジェントにプログラムする: CAMでは、ツール、ホルダー、ストラテジーを選択し、ストックとフィクスチャーを設定し、パスを生成します。ここがコンピューター支援製造の輝くところです。
- シミュレートし、検証する: フルマシンのシミュレーションと材料除去を実行し、到達度、衝突、取り残しをチェックします。SMEは、最新の検証およびツールライブラリがセットアップ時間を短縮すると指摘しています。
- 投稿して証明しよう: 出力がコントロールと一致するように、適切なポストプロセッサーを使用する(例. ファナック、シーメンス、ハイデンハインなど)。このポストは、一般的なツールパスを機械固有のGコードに変換します。
- 走って点検する: 最初の加工を行い、重要な形状を測定し、送り、速度、プロービングをロックして、加工が確実に繰り返されるようにする。
結果を導くパラメータ
熱、切り屑の流れ、工具寿命、仕上がりを制御するわずかな設定。CAMでこれらを正しく設定することで、現場でのスピードと品質の両方が向上します。
- 切削速度と回転数: 材料と工具によって設定される。過度の表面速度は熱と摩耗を増加させる。
- 1歯または1回転あたりの送り量: チップの厚みと仕上がりを左右する。軽すぎると擦れ、重すぎると破損の危険がある。
- ステップダウンとステップオーバー: サイクルタイム、たわみ、スカラップの高さのバランスをとり、適応性のある荒加工で負荷を安定させ、工具を保護します。
- ツールノーズ半径と形状: 仕上がりとビビリに影響。素材と戦略にマッチ。
- クーラントと切り屑の排出: 工具寿命と寸法安定性に不可欠。
大学や業界筋は、これらのパラメータをインサートグレード、材料、ツールパス戦略に直接結びつけ、コンピュータ支援製造ソフトウェア内で選択・制御している。
CAD/CAMがCNCで最も改善される点
フレームワーク」と呼ぶまでもなく、その価値は、バイヤー、エンジニア、QAチームが納期や仕様に間に合わせるための、予測可能ないくつかの勝利に集約される。
- 手作業によるハンドオフの減少: CAMへのクリーンなコンピュータ支援設計は、翻訳や仕様の再入力を減らすことを意味します。
- より速いプログラミング: 特徴認識とテンプレート化されたストラテジーがルーチンワークを自動化する。
- より良い先発の成功: コリジョン・チェックとストック・シミュレーションは、マシンが行う前に問題を明らかにする。
- サイクルタイムの短縮: 高速荒加工とレスト加工により、エアカットを低減し、切屑処理量を維持。
- より安定した品質: あなたのコントロールに合わせた投稿はマシン上での編集を減らし、プロービングはループを閉じる。
CAD/CAMの進化に関する中小企業の報告書では、ベストプラクティスの自動化と知識ベースの加工が、こうした改善の主な原動力となっていることが強調されている。
CNCにおけるCAD/CAMのケース作り
これは、モデルが "設計 "であることを止め、"製造 "となる瞬間である。CNCのCAD/CAMがうまくセットアップされると、ポスト、マシンモデル、ツールライブラリが一緒に機能する。その結果、予測可能なコード、サプライズの減少、確実なスケジューリングが実現する。Gコードは依然としてCNCの共通言語であり、正確なポストは、あなたがシミュレートしたものがコントローラで実行されることを保証します。
プランニングとROIの比較
| シナリオ | 長所 | 短所 | ベストフィット |
| 手動プログラミングのみ | マシンを完全にコントロールできる。 | 遅い、エラーが多い、繰り返しが難しい。 | 単発の調整、単純なレガシー・ジョブ |
| ハンドコードツールパス付きCAD | 正確なジオメトリー、最小限のライセンス | 時間がかかる、衝突チェックが弱い、部族的知識 | シンプルなプレート、フィクスチャー、メンテナンス |
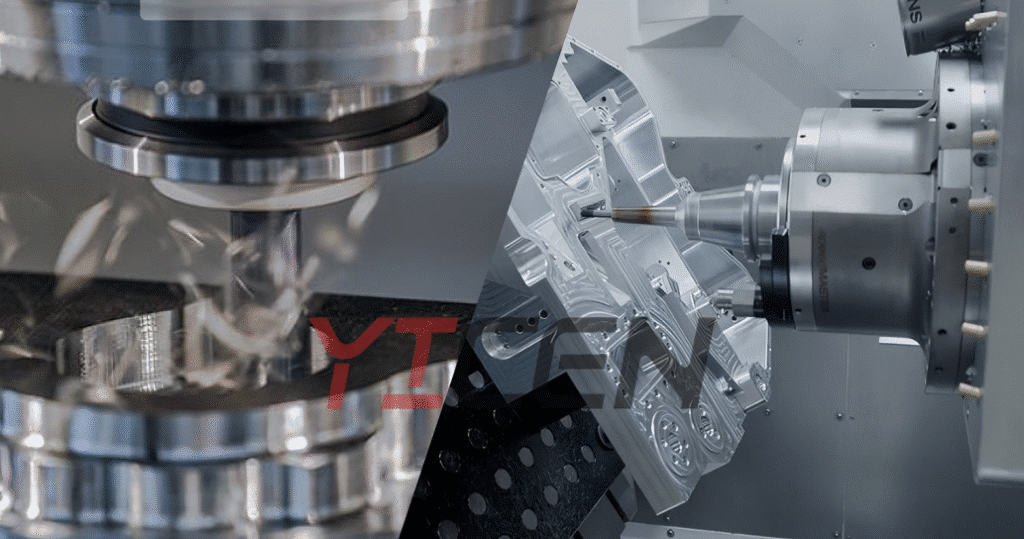
| CNCにおける統合CAD/CAM | 高速プログラミング; シミュレーション; テンプレート; 検証済みポスト; デジタル継続性 | ライセンスとロールアウトの努力 | 量産、複雑な部品、多軸作業 |
独立したカバレッジは、生産性の向上をCAMツールパスの進歩と検証の強化に結びつけます。
米国における各業界への応用
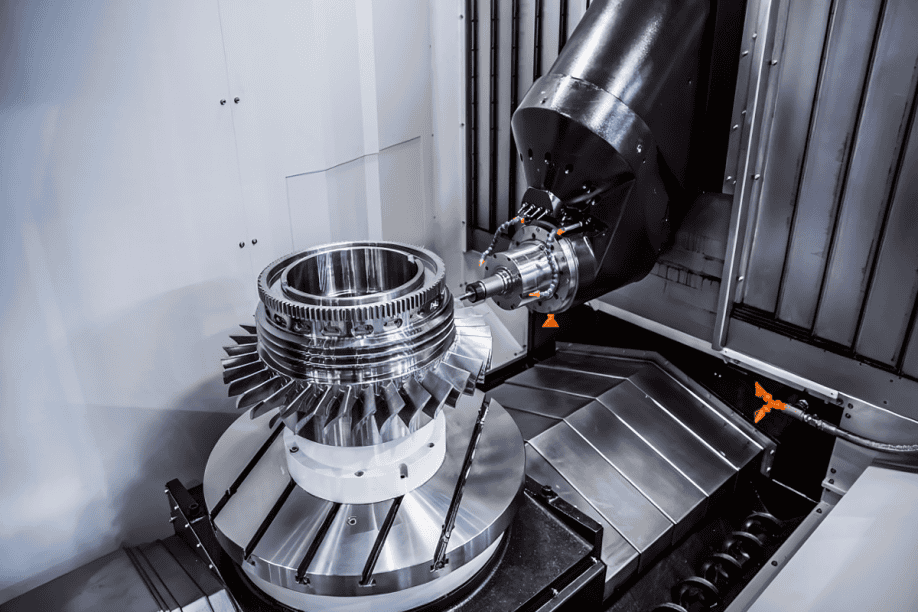
ショップはこれらのツールを 航空宇宙 ブラケット メディカル ハウジング、ロボットフレーム 自動車 工具、消費者向けハードウェア。厳しいGD&Tと表面仕上げの目標は一般的であり、コンピュータ支援設計とコンピュータ支援製造の組み合わせは、モデルから検査まで、これらの目標を視野に入れ続けます。ベンダーを統合するバイヤーのために、Yicenは、リードタイムとハンドオフを削減するために、プログラミング、機械加工、仕上げ、および検査を1つの見積書にまとめることができます。
ソフトウェアの選択と定着
最高のCAD/CAM」を選ぶには、ブランドよりもフィット感が重要です。データの完全性、投稿、ライブラリ、トレーニングに重点を置き、最初の1ヶ月で目に見える成果を上げましょう。
- データとPMI: PMIを確実に伝達するCADが望ましい。NISTのCAD-to-CAM-to-CMMに関する研究は、この相互運用を可能にするために存在する。
- ポストプロセッサー: 良いポストは譲れない。ウィキペディアやOEMのガイダンスでは、ポストはCAMパスとマシンコードの間のトランスレーターであると説明されている。
- ツールライブラリとテンプレート: ホルダー、カッター、フィード、デフォルト戦略を標準化するために1日投資する。
- 検証とシミュレーション: 機械認識シミュレーションを使用して、セットアップ前にオーバートラベルや衝突を検出します。業界の記事によると、これらのツールはセットアップ時間を大幅に短縮します。
- トレーニングと採用: 自分のパートに結びついた、短くて実践的なセッションを選ぶこと。目標は再現可能な結果であり、ソフトウェアの理論ではない。
よくある落とし穴とその回避方法
このようなパターンを避けることで、特にロールアウトの最初の数ヶ月は予算とスケジュールを守ることができる。
- モデルの規律が緩い: PMIが欠けていたり、一貫性がなかったりすると、マシン側で間違った仮定をすることになる。
- 一般的なポスト チューニングされていないポストはフロアで編集を引き起こし、シミュレーションと現実のリンクを壊してしまう。
- 過密な公差: 顔が外見的なものであるならば、それはそれで構わない。
- チップコントロールは無視: CAM しかし、クーラントと切りくず排出がインサートを生かす。
- プルーフアウトをスキップする: ドライ・ランとプロービング・ルーチンは、最初のピースでのスクラップを防ぐ。
製造現場での実例
A ロボティクス の顧客は、3つの面と複数の薄肉ポケットにわたって厳格な位置公差を持つ200個のアルミニウム製シャーシを必要としていた。チームは、完全なPMIを備えたコンピュータ支援設計を使用し、荒加工、削り残り加工、仕上げ加工用のCAMテンプレートを作成しました。機械認識シミュレーションにより、深いポケットのリーチ競合が検出され、セットアップ前に簡単なホルダーの変更で修正されました。調整されたポストと検証されたツールパスにより、最初の製品はすべての仕様に適合しました。同じテンプレートでステンレスのブラケットセットも製作され、コンピュータ支援製造が最小限の再プログラミングで素材を問わずスケールアップできることが証明されました。
クイックQ&A
プログラミングに最適なファイル形式は?
寸法入りPDFを使ったSTEPが最も一般的なハンドオフです。双方が同じシステムを使用している場合は、ネイティブCADでも問題ありません。モデル内のPMIは、特にCNC加工工程におけるCAD/CAMがどのようにデータ転送を合理化し、エラーを減らすかを考えると、下流の検証に役立ちます。
マシンごとに異なるポストが必要ですか?
多くの場合はそうだ。ポストは特定の制御、時には特定の機械モデルをターゲットにして、運動学とコードを正確に反映します。これは、CNC加工プロセスにおけるCAD/CAMが、異なる装置間での互換性と効率性をどのように確保するかという重要な側面です。
Gコードはまだ標準ですか?
そうだ。RS-274から標準化されたGコードは、依然として主要なCNC言語である。
CAMは本当にサイクルタイムを短縮できるのか?
高速ツールパス、削り残し、検証されたかみ合いにより、工具寿命を延ばしながら加工時間を劇的に短縮できることが、業界の取材で明らかになっている。
外注する場合、何から始めたらいいのでしょうか?
CAD、数量、納期を下記までお送りください。 イーセンコミットする前に、DFMとプログラミング・アプローチを求めてください。





