ISOガイドライン、コストへの影響、自動車、航空宇宙、宇宙産業における実際のアプリケーション 医療産業. .あなたのために最適化するためのヒントを得る CNC旋盤加工サービス プロジェクトのコストを削減する。.
ジャストフィットしなければならない部品を設計しているにもかかわらず、公差に惑わされていませんか?そんな時は CNC旋盤加工, 公差を間違えると、部品が組み立てられなかったり、早期に故障したり、修理に多額の費用がかかったりします。多くの初心者は、きつく指定しすぎたり、ゆるく指定しすぎたりして、時間とお金を浪費している。.
この詳細なガイドでは、以下の項目について説明する。 CNC旋盤の公差 基礎から応用まで解説。定義、規格、影響因子、比較、実践的な選択戦略を学ぶことができます。10以上の実例、コストの内訳、よくある落とし穴、将来のトレンドも盛り込みます。.
なぜ?精密な公差は、重要な用途における信頼性を保証します。グローバルな精度 加工 市場は2025年に$1,235億4,000万ドルに達し、2026年には$1,329億3,000万ドルに達し、年平均成長率8.1%で成長すると予測されている。ラホールの活況を呈している製造業では、地元企業が自動車や航空宇宙産業への輸出にスマートな公差を選択している。もし CNC旋盤加工 サービスまたは CNC旋盤公差サービス, これにより、自動車や航空宇宙などの業界ページへのリンクを効果的に指定することができる。.
最後には、精度、コスト、パフォーマンスのバランスに自信が持てるようになるでしょう。探検しよう.

CNC旋盤加工における公差の定義:基礎
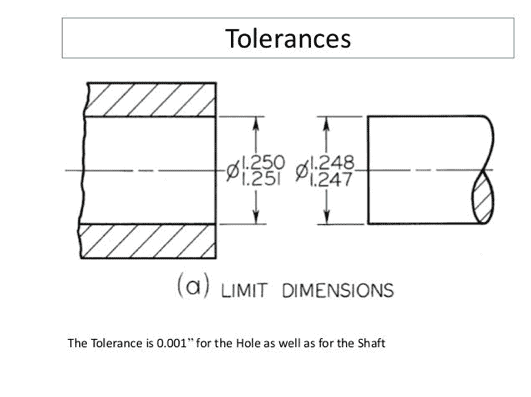
公差は、部品の寸法が公称値(理想値)から許容されるばらつきを規定するものである。公差 CNC旋盤加工-シャフトやブッシュのような部品が機能的なニーズを満たすことを保証する。.
公差の種類
- リニア公差:長さ、直径(例:シャフトの±0.005mm)。.
- 幾何公差(GD&T):形状、方向、位置(例えば、位置合わせされたフィーチャーの同心度)を管理する。.
- バイラテラルとユニラテラル:両側性では両方(±)の変動が可能だが、片側性では片方のみ(例:+0.01/-0)。.
なぜこのような説明が必要なのでしょうか?公差は、油圧継手の漏れやエンジン部品の振動の原因となるサイズの過不足を防ぎます。.
公差の測定方法
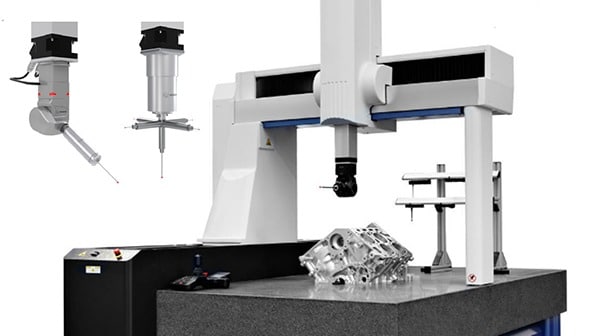
マイクロメーター(外径用)やノギスなどの工具を使用する。上級者向け:座標測定 機械 (CMM)スキャンによる3D精度。実際には、品質管理のために10-20%のバッチを検査します。.
プロのアドバイス測定前に必ず工具を校正すること。ここでミスがあると、作業全体が台無しになる可能性がある。.
CNC旋盤加工における標準公差と達成可能公差
スタンダードは一貫性を保つためのベースラインとなる。.
業界共通規格
- ISO 2768:の一般公差 加工部品. .ファイン(f):0.5~3mmのフィーチャーに対して±0.05mm、ミディアム(m):6~30mmは±0.1mm。.
- ASME Y14.5:真の位置を重視したGD&Tの米国規格。.
- DIN 7168:ISOに似ており、旋盤加工部品としてヨーロッパで人気がある。.
2026年、ほとんどのグローバルショップは、指定がない限りISO2768をデフォルトとする。.
達成可能な範囲
- 標準:±0.005インチ(±0.127mm) - 一般的な使用に適しています。.
- 精度:±0.001~0.002インチ(±0.025~0.051mm) - 継手用。.
- 高精度:±0.0005インチ(±0.0127mm) - ポストターニングによる研削。.
- 超精密:±0.0001インチ(±0.0025mm)-光学または航空宇宙用、ダイヤモンド工具を使用。.
例50mmのアルミニウム・シャフトは、標準では±0.02mmだが、±0.005mmの精度を保つことができる。.
専門家のアドバイス試作品で店の能力をテストする機械 が異なる。.

CNC旋盤の公差に影響を与える主な要因
達成可能性は複数の要素に左右される。.
材料特性
延性金属(アルミニウム、真鍮)は±0.001 mmまで容易に加工できる。脆い金属(セラミック)は欠けの危険があるため、±0.01mmまで広げる。ABSのような熱に弱いプラスチックは反るため、より緩やかなスペックが必要となる。.
なぜ?熱膨張:鋼材は1℃につき0.012mm/m膨張します。.
部品の形状とサイズ
細長い部品(L/D >10:1)は力がかかるとたわみ、公差が±0.005 mmまでゆるむ。アンダーカットのような複雑な形状は、二次加工が必要です。.
例200mmのチタン棒は、振動により直径は±0.002mm、長さは±0.01mmになります。.
機械能力と工具
リニアガイドを備えた最新のCNC旋盤では、±0.0005 mmを達成しています。磨耗した工具は、100~500部品ごとにインサートを交換する必要があります。.
ラホールの工場では、スイス式旋盤の改良で輸出の精度が向上 医療部品。.
環境およびプロセス要因
店内の温度変化(±5℃)によりサイズが変わる。近隣からの振動 機械 はエラーを追加する。防振ベースを使用する。.
ケーススタディパンジャブ州の2025年自動車部品サプライヤーは、温度を安定させることで35%の不合格品を削減しました。.
CNC旋盤の公差を他の加工工程と比較する
ターニングは回転対称性に特化している。.
対CNCフライス加工
旋盤加工:円筒の同芯度向上(±0.0005mm)。フライス加工:平らな面では優れている(±0.001 mm)が、丸い面では弱い。.
表
| アスペクト | ターニング・トレランス | フライス公差 | 最適 |
| 丸み | ±0.0002 mm | ±0.001 mm | シャフト |
| 平坦性 | セカンダリーが必要 | ±0.0005 mm | ブラケット |
| スレッド | ±0.001 mm | ±0.002 mm | ボルト |
| 穴 | ±0.002mm(ボーリング) | ±0.0005 mm | 正確なフィット感 |
対研削または放電加工
研磨:よりタイト(±0.0001 mm)だが、より遅い/後工程。放電加工:硬い 材料, 0.005mmであったが、リキャスト層を残した。.
バルク除去には旋盤加工を、仕上げには研削加工を選択する。.
各業界における実際の応用と事例
許容範囲はセクターによって異なる。.
自動車産業
ピストン:シール用直径±0.001 mm。アクスル:長さ±0.005 mm。ゆるいとオイル漏れの原因になる。.
例フォードエンジンは、振動を最小限に抑えるため、クランクシャフトのジャーナルに±0.0005 mmを使用しています。.
航空宇宙部門
タービンシャフト:±0.0002mmのバランス。ランディングギアピン:±0.001mmの同心度。.
ボーイング787の部品、安全性のためにGD&Tを要求-失敗で数百万ドルの損失.
医療機器
股関節ステム:骨適合のため±0.0001 mm。シリンジバレル:投与精度のため±0.002 mm。.
事例メドトロニック社、2025年に超精密旋盤加工でインプラントの不具合45%を減少。.
エレクトロニクスその他
コネクター:導電率:±0.001mm。光学レンズ:真円度±0.0005mm。.
ラホールのエレクトロニクス・ハブでは、プリント基板の信頼性を確保するため、ピンの回転は±0.002mmに抑えられている。.
その他の例
5.ポンプインペラ:流量に対して±0.003 mm。.
6.バルブステム:漏れを防ぐため±0.001 mm。.
7.歯車:±0.002 mm の歯形。.
8.ベアリング:±0.0005 mm インナーレース。.
9.ファスナー:±0.005mmのねじ山。.
10.油圧シリンダー: ±0.001 mm ボア。.
ステップバイステップガイド最適なCNC旋盤公差を選択する方法
適切な公差を選択することは、当てずっぽうの作業ではない。 機能 (その部品は動くのか?), 製造可能性 (ショップは実際に打てるのか)、そして コスト (過大な支払いをせずに)。2026年に30-100%によって予算が吹っ飛ぶプロジェクトの最も一般的な方法の1つは、あらゆる場所で公差を締め付けすぎることである。.
これが、拡大された、実行可能なステップ・バイ・ステップのプロセスである:
- 各特徴の機能を分析する と尋ねることから始めよう: この次元は実際に何をするのか?
- 重要な嵌合面(例:ベアリングにスライドするシャフト、シリンダーに嵌合するピストン)→公差を厳しくする(多くの場合、±0.001インチ/±0.025mm以上)。.
- 非重要な特徴(例:非精密シャフトの全長、外側の面取り)→標準/緩い公差(±0.005インチ/±0.127mmまたはISO 2768-m)を使用する。. なぜ最初に? 機能がすべてを左右する自動車整備工場では、多くのシャフトはベアリングジャーナルの直径がタイトであればよく、残りの部分は時間を節約するために緩くすることができます。.
- 重要な嵌合面(例:ベアリングにスライドするシャフト、シリンダーに嵌合するピストン)→公差を厳しくする(多くの場合、±0.001インチ/±0.025mm以上)。.
- 必要なフィットのタイプを評価する 部品間の機械的な適合性を決める:
- クリアランス・フィット (ブッシュ内の回転シャフトなど、部品が滑りやすい) → 公差が緩い(合計で±0.002~0.005)。.
- 干渉フィット (圧入、例えばベアリングがシャフトに圧入される) → プレス力を制御し、亀裂を避けるために、より厳しい公差(±0.0005-0.001インチ)。.
- トランジション・フィット (ぴったりだが取り外し可能) → 中間 (±0.001-0.002 in)。ISO 286またはASME B4.1の適合表を使用する。例25mmのシャフトをベアリングに入れる場合、H7/g6のはめあいでは、穴で±0.018mm、シャフトで±0.009mmを使用することが多い。.
- クリアランス・フィット (ブッシュ内の回転シャフトなど、部品が滑りやすい) → 公差が緩い(合計で±0.002~0.005)。.
- 素材と形状のリスクを評価する
- 素材:アルミニウムと真鍮は、厳しい公差を容易に保持する(日常的に±0.001インチ)。チタン/インコネル → 熱や工具の摩耗により±0.002インチを見込む。プラスチック → 熱やチップの負荷による反りを避けるため、±0.005~0.010インチまで緩める。.
- 幾何学:長尺・薄物部品 (L/D > 8:1) → 長さの公差を広げる (±0.010 インチ)。複雑な形状(ねじ、テーパー、溝) → 20-30%マージンを追加するか、ライブツーリングを使用する。. ラホール情報:直径±0.0015インチを確実に保持しますが、長さは±0.008インチまで緩みます。.
- 素材:アルミニウムと真鍮は、厳しい公差を容易に保持する(日常的に±0.001インチ)。チタン/インコネル → 熱や工具の摩耗により±0.002インチを見込む。プラスチック → 熱やチップの負荷による反りを避けるため、±0.005~0.010インチまで緩める。.
- 早めのコスト計算と比較 2-3社から見積もりを取る CNC旋盤加工サービス 異なる許容シナリオを持つプロバイダー.
- 標準(±0.005インチ):ベースライン価格。.
- 精度(±0.001インチ):+20-60%(より遅い送り、より良い工具)。.
- 超タイト(±0.0005インチ):+50-200%(追加検査、二次研削の可能性)。2026年、パンジャブ工場では、消灯作業により、バッチ運転(100個以上の部品)で部品単価を30~40%削減。.
- 標準(±0.005インチ):ベースライン価格。.
- 単純な±では不十分な場合にGD&Tを適用する 幾何学的寸法と公差に切り替えて、より良い管理を:
- 用途 同心 または ランナウト 直径±だけでなく、複数の直径を持つシャフトで。.
- 真の位置 ネジ穴やキー溝のアライメントを確実にする。.
- プロフィール または 円筒度 精密ボアの. 例:回転したポンプシャフト - 複数の±コールの代わりに、基準軸に対するベアリング表面の総振れ(⊥)を使用します。これにより、多くの場合、機能を保証しながら、個々の公差を緩くすることができます。.
- 用途 同心 または ランナウト 直径±だけでなく、複数の直径を持つシャフトで。.
- 試作、測定、検証 機械 まず3-5個の試作品を作る。マイクロメーター、CMM、光学式コンパレーターを使用する。.
実測値と規定値を比較し、一貫して実測値の方が良い/悪い場合は調整する。. 2026年の現実:ラホールの多くのショップでは、CMMレポート付きの一次検査を無料で提供している。. - 実際のテストデータに基づいて反復する 機能テスト(組立、回転、負荷)を実施する。故障が発生したら→重要な機能を強化する。すべてが余裕を持って機能する場合→コスト削減のために重要でない部分を緩める。最適化されるまで繰り返す。.
即決フレームワーク(毎回このチェックリストを使う)
- 低予算/大量生産?→ 標準 ISO 2768-m (±0.1 mm 標準)。.
- ハイステークス(航空宇宙、, メディカル)?→ 精度(±0.025 mm) + GD&T + CMM検証。.
- 試作段階?→ ゆるく始めて、証明された重要な機能だけを締める。.
- バッチ生産?→ 能力調査」のデータをショップに求める。.
厳しい公差の長所
- より高い信頼性、より優れた性能、より少ない組み立て問題。. 短所
- +50-200%のコスト、2-3倍のリードタイム、ショップが限界を超えた場合の高いスクラップリスク。.
緩い公差の長所
- より安く、より速く、より簡単に製造できる。. 短所
- 装着不良、振動、漏れ、早期摩耗・故障のリスク。.
コストの内訳:公差が価格設定に与える影響
公差は、以下のような隠れた最大のコスト要因のひとつである。 CNC旋盤加工. .この関係は 非線形 - タイトになればなるほど、コストは指数関数的に上昇する。.
典型的な2026年の価格レンジ(ラホール/パンジャブ店舗、単一部品見積もり)
- 標準(±0.005インチ/±0.127mm):部品あたり$20-50(ほとんどの仕事の基準値)。.
- 精度(±0.001インチ/±0.025mm):$30-80 (+20-60%).
- ウルトラ(±0.0005インチ/±0.0127mm):$50-150(+50-200%)、多くの場合CMM検査が必要(+$10-30/部品)。.
増加を牽引する主な要因
- より遅い加工パラメータ:フィード/スピード半減→サイクルタイム倍増。.
- プレミアム・ツーリング:コーティングされた超硬またはCBNチップ(+$5-15/一部償却)。.
- 特別な品質保証:インプロセスゲージング、100%検査、またはCMMレポート(+$10-50/バッチ)。.
- スクラップ/リワークの増加:プッシング 機械 限界は欠陥を増加させる。.
- 二次事業:超精密加工が必要な場合→センタレス研削またはホーニング加工(+30-80%)を追加する。.
実例(スチールシャフト100本バッチ)
- 標準公差:合計$2,000($20/部品)。.
- 直径のみの精密公差:合計$3,000($30/部品、+50%)。.
- すべての機能において超タイト:~合計$6,000-8,000(2-4倍のコスト)。.
2026 ラホール・インサイト
最新のDoosan/Puma旋盤を持つ地元のショップは、バッチに対して競争力のあるレートを提供しています。ライトアウトランは、標準公差で部品単価を30~40%下げる。常に「公差対コストマトリックス」を要求してください。.
プロのヒント公差スタックアップ分析が過剰仕様を防ぐ
公差スタックアップは、アセンブリ内の個々の公差がどのように加算されるかを計算します(ワーストケースまたは統計的/RSS法)。.
- 例シャフト (Ø25 ±0.01 mm) + ベアリング内径 (Ø25 ±0.015 mm) → 最悪の場合のクリアランス 0.00-0.05 mm。.
- きつすぎる→バインディングの危険性、ゆるすぎる→遊び/振動。.
- Excel、Minitab、または3DCSのような無料のツールを使用して、素早く積み重ねることができます。これにより、重要なフィットを安全に保ちながら、70-80%の寸法を緩めることができます。 加工.
このプロセスをマスターすることで、公差はコストシンクから競争上の優位性に変わります。特定の部品を共有する場合(例えば、シャフトの直径、, 材料, フィットタイプ)、私はカスタマイズされた例を説明することができます!
避けるべきよくある間違い:5つの落とし穴
- 均一な公差:ノンクリティカルではフィーチャーセーブにより異なる。.
- 膨張を無視:設計で温度を考慮する。.
- 貧弱な図面:GD&Tが省略されており、誤解を招く。.
- プロトタイプの省略:思い込みがコストのかかる手戻りを引き起こす.
- ショップの限界を超える:前もって能力を聞いておくこと。.
25-40%のスラッシュエラーは避けてください。.
CNC旋削公差の将来動向(2026年以降)

AIがツールパスを最適化し、よりタイトなホールドを実現。ハイブリッド 機械 ブレンド旋削/研削。ナノテクノロジーで±0.00001mmをプッシュ。.
持続可能性エコ材料 適応公差を要求する。.
市場成長率:8.1% CAGR
要点
- 公差は標準±0.005インチ、精密にはより厳しい。.
- 要因素材、サイズ, 機械 は達成可能性を左右する。.
- 産業:自動車 ±0.001 mm、航空宇宙 ±0.0002 mm。.
- ステップで選ぶ:バランス機能/コスト。.
- 20-100%は逼迫するとコストが上昇する。.
- 画一的なスペック、貧弱な図面を避ける。.
- トレンドサブミクロン精度のAI.
結論
CNC旋盤の公差 パーツの成功には、精度と実用性のバランスが重要です。規格から要因、コストに至るまで、スマートな選択が業界全体のパフォーマンスを高める。2026年の市場成長とともに、エッジにAIのようなトレンドを採用しよう。.
設計を見直し、正しい公差でプロジェクトを変革する。.
指導が必要な場合 CNC旋盤加工サービス?図面をアップロードして、ラホールの専門技術に合わせた無料見積もりをご利用ください。私たちがお手伝いします。.
よくあるご質問
1.CNC旋盤の公差に影響を与える要因は何ですか?
CNC旋盤加工の公差は、材料の被削性、切削工具の品質、主軸回転速度、機械の精度に影響されます。厳しい公差には、微調整されたパラメーターと高品質の工具が必要です。.
2.CNC旋盤加工は、どの程度の公差を実現できますか?
CNC旋盤加工では、±0.005mmという厳しい公差を達成することができますが、材料や機械の品質などの要因が最終的な精度に影響する場合があります。.
3.なぜCNC旋盤加工では公差が重要なのですか?
公差は、特に精度が重要な航空宇宙や自動車のような産業において、部品がアセンブリに正しく適合し、確実に機能し、性能基準を満たしていることを保証します。.
4.CNC旋盤加工は、公差制御において他の加工と比べてどうですか?
CNC旋盤加工は円筒部品に理想的で、他の加工工程に比べ、最小限のセットアップ時間で優れた寸法制御を提供しますが、超厳密な公差のために追加の仕上げ加工が必要になる場合があります。.
5.CNC旋盤加工で厳しい公差を達成するための主な課題は何ですか?
課題には、工具の摩耗、材料の不均一性、熱影響、機械の較正などがある。定期的なメンテナンスと慎重なパラメーター選択が、これらの問題を最小限に抑えるのに役立ちます。.





