Coste del electroerosión por hilo en 2026: desglose de precios para ingenieros
Si eres un ingeniero de herramientas y matrices que está calculando el precio de un perfil de punzón, un comprador del sector aeroespacial que está presupuestando una ranura en forma de árbol de Navidad para una turbina, o un responsable de I+D en el ámbito médico que intenta averiguar si es posible alcanzar una precisión de ±0,005 mm en un inserto endurecido sin que la factura supere las cinco cifras, esta guía está dirigida a ti. El electroerosionado por hilo es uno de los pocos procesos capaces de cortar acero para herramientas endurecido, carburo de tungsteno e Inconel con un acabado de espejo sin ejercer ni un solo miligramo de tensión mecánica sobre la pieza. Esa capacidad no es barata. Pero el precio tampoco es tan opaco como la mayoría de los talleres lo hacen parecer.
En Yicen Precision, utilizamos el electroerosionado por hilo como complemento a nuestros procesos de mecanizado de 3, 4 y CNC de 5 ejes plataformas, principalmente para insertos de moldes, perfiles de expulsión, plantillas de fijación y componentes aeroespaciales que llegan ya endurecidos a 58 HRC o más. En los últimos tres años, nuestro equipo de presupuestos ha observado que los clientes norteamericanos pagan entre 1 y 4,40 dólares por hora y entre 1 y 4,50 dólares por hora por el mismo trabajo que nosotros realizamos por entre 1 y 2 dólares por hora y entre 1 y 4,50 dólares por hora, y la diferencia casi nunca radica en la calidad, sino en los gastos generales, la clase de máquina y si el taller ha implementado el funcionamiento sin supervisión. Esta guía le ofrece la fórmula de costes que utilizamos internamente, la comparación de tarifas por hora en EE. UU., Europa y China, y las medidas de DFM que reducen entre un 20 y un 40 % el presupuesto típico de electroerosión.
La fórmula para calcular el coste del electroerosionado por hilo
Todos los presupuestos de electroerosión por hilo —ya sea de un taller de moldes con 200 empleados en Stuttgart o de un pequeño taller con una sola máquina en Ohio— se basan en los mismos cuatro factores. La tarifa por hora acapara toda la atención, pero para la mayoría de las piezas de menos de 50 mm de espesor, el tiempo de mecanizado y las pasadas de acabado de superficie influyen en la cifra final mucho más que la tarifa nominal.
Coste total del electroerosionado por hilo = Configuración + (Tiempo de mecanizado × Tarifa por hora) + Hilo y consumibles + Pasadas de acabado
La configuración es fija para cada diseño de pieza: incluye la sujeción de la pieza de trabajo en la mesa de electroerosión, el paso del hilo a través de los orificios iniciales, la programación de la trayectoria de corte y el ajuste de las compensaciones para el diámetro del hilo. Para un solo prototipo, la configuración puede suponer un coste adicional de entre $80 y $200 por pieza. En un pedido de 100 piezas, esa misma configuración se amortiza a $1–$3 por pieza. Este simple hecho es la razón por la que el electroerosionado de prototipos parece tan caro sobre el papel, y por qué las series de producción se vuelven rápidamente atractivas.
El tiempo de mecanizado es el aspecto que todo el mundo subestima. El electroerosionado por hilo es lento por naturaleza: las velocidades de corte habituales oscilan entre 1 y 5 mm² por minuto en las pasadas de desbaste para aleaciones duras, y pueden alcanzar los 500 mm²/min en máquinas modernas optimizadas en condiciones ideales. La tasa por hora se multiplica entonces por el tiempo de ciclo que exige la geometría. Una matriz de acero para herramientas D2 de 25 mm de espesor con un perfil interno complejo puede requerir fácilmente entre 12 y 18 horas de tiempo de mecanizado puro antes de cualquier pasada de desbaste.
Los consumibles —alambre de latón o recubierto, líquido dieléctrico, filtros, agua desionizada— suelen suponer un coste adicional de entre 1,43 y 1,41 euros por hora, además de la tarifa de la máquina. Los talleres de confianza incluyen estos gastos en la tarifa por hora. Desconfíe de cualquier presupuesto que los incluya por separado como partidas individuales; eso suele ser señal de que la tarifa en sí es artificialmente baja.
Tarifas por hora del electroerosionado por hilo — Comparativa regional 2026
Esto es lo que observamos en nuestra base de clientes y a partir de los datos públicos del sector. Se trata de tarifas combinadas que incluyen la máquina, el operario, los consumibles y los gastos generales: la cifra que realmente aparece en el presupuesto.
| Región | Electroerosión por hilo estándar | Electroerosión de alta precisión | Notas |
| Estados Unidos | $60–$110/h | $110–$150/h | Aumento de los gastos generales, escasez de mano de obra cualificada |
| Reino Unido | 50-95 £/hora | 95–140 £/hora | Prima para talleres con certificación aeroespacial |
| Alemania / UE | 55–100 €/hora | 100–145 €/hora | Sólida tradición en el sector del utillaje y la troquelería, precios de gama alta |
| Canadá | C$70–C$120/h | C$120–C$170/h | Plazas limitadas fuera de Ontario |
| China (Nivel 1) | $30–$55/h | $55–$80/h | Yicen Precision se encuentra en este rango |
| Precisión Yicen | $20–$35/h | $35–$50/h | Incluye consumibles e inspección conforme a la norma ISO 9001 |
Según mi experiencia al comparar presupuestos con talleres de EE. UU. y Alemania, la diferencia en las tarifas nominales es real, pero la comparación más interesante es el coste total del trabajo para una misma pieza. Una matriz de estampado de carburo de 75 mm × 50 mm que requiere 22 horas de tiempo de máquina cuesta alrededor de $2.800 en un taller del Medio Oeste de EE. UU., 2.400 € en un taller de Stuttgart y entre 1.750 y 1.900 € en Yicen Precision, con una tolerancia equivalente de ±0,005 mm y un acabado superficial de 0,4 µm Ra. Los gastos de envío y los aranceles suelen sumar entre 180 y 150 euros, lo que no basta para cerrar esa brecha.
Qué factores encarecen el coste del electroerosionado por hilo — y cuáles lo abaratan
1. Tipo de material y dureza
Aunque parezca contradictorio, está bien documentado: el acero para herramientas templado corta más rápido en electroerosión por hilo que el acero laminado en frío recocido. Las aleaciones endurecidas son más puras químicamente y presentan una menor porosidad, lo que significa que el espacio de descarga es más estable y el retraso del hilo es menor. El acero dulce laminado en frío contiene impurezas que interrumpen la descarga, ralentizando el corte y degradando el acabado superficial. El carburo de tungsteno corta aproximadamente un 30-40 % más lento que el acero para herramientas debido a su dureza y propiedades térmicas, pero el acabado del carburo puede alcanzar los 5 µin Ra, mejor que casi cualquier operación de rectificado.
| Material | Velocidad de corte relativa | Impacto en los costes |
| Acero para herramientas D2 / A2 (templado) | 1,00x (valor de referencia) | Referencia |
| H13 (templado, 50 HRC) | 0.95x | +5% |
| Inconel 718 | 0.55x | +45–60% |
| Titanio de grado 5 (Ti-6Al-4V) | 0.70x | +30–40% |
| Carburo de tungsteno | 0.40x | +80–120% |
| Aluminio 6061 | 1.40x | −25% (pero con un acabado deficiente) |
| Acero inoxidable 304 / 316 | 0.85x | +15% |
| Cobre / Latón | 1.20x | −15% |
2. Espesor de la pieza
La velocidad de corte disminuye a medida que aumenta el espesor: el lavado pierde eficacia en las partes más profundas de la ranura, aumenta el retraso del hilo y el controlador de electroerosión tiene que reducir la potencia para evitar que el hilo se rompa. Una placa de 10 mm de D2 se corta aproximadamente 3,5 veces más rápido por milímetro de perfil que un bloque de 100 mm de la misma aleación. Si su pieza puede fabricarse a partir de una placa más fina sin comprometer su funcionalidad, ese único cambio de diseño puede reducir el tiempo de mecanizado a la mitad.
3. Acabado superficial: la cuestión de la pasada de acabado
El electroerosión por hilo es un proceso de varias pasadas. El desbaste permite alcanzar un valor de Ra de entre 2,5 y 3,2 µm aproximadamente. Para lograr un Ra de 0,4 µm se necesita una pasada de acabado; para un Ra de 0,25 µm o inferior, se necesitan entre dos y tres pasadas de acabado. Cada pasada añade tiempo de mecanizado, normalmente entre el 60 y el 80 % de la duración del corte de desbaste. Especificar un Ra de 0,4 µm cuando un Ra de 0,8 µm sería suficiente puede duplicar fácilmente el coste de mecanizado de la pieza.
4. Complejidad geométrica
No es posible realizar esquinas internas pronunciadas con radios inferiores al diámetro del hilo: el radio interno mínimo es igual al radio del hilo más la distancia de chispa, que suele ser de 0,13 a 0,18 mm para un hilo de latón de 0,25 mm. Las esquinas más cerradas obligan a utilizar un alambre de 0,10 mm o 0,07 mm, que corta más lentamente y se rompe con mayor frecuencia. Los perfiles cónicos, en los que los contornos superior e inferior difieren, aumentan el tiempo de programación y ralentizan el corte. Cada corte independiente requiere su propio orificio de inicio, perforado mediante taladrado por electroerosión o preperforado mediante fresado, lo que añade entre $5 y $15 por orificio a la configuración.
5. Especificaciones de tolerancia
El electroerosión por hilo estándar alcanza una precisión de ±0,01 mm sin especial dificultad. Para reducirla a ±0,005 mm se requiere un líquido de corte con control de temperatura y el tiempo de mecanizado se incrementa entre un 15 % y un 25 %. Para alcanzar ±0,0025 mm (±0,0001 pulgadas) se requiere una máquina de precisión, múltiples pasadas de desbaste y verificación con MMC; hay que contar con un aumento del coste del 60-100 %. Aplique una tolerancia estrecha solo a las superficies que lo necesiten y especifique todo lo demás según la norma ISO 2768-m.
Consejos de DFM que realmente reducen el coste del electroerosionado por hilo
Estos son los cinco cambios de diseño que, según nuestra experiencia en la elaboración de presupuestos, reducen sistemáticamente los costes entre un 20 % y un 40 % sin afectar al funcionamiento de las piezas.
- Utiliza el alambre de mayor diámetro que se adapte a tu radio interno mínimo. Un alambre de 0,30 mm corta aproximadamente un 35 % más rápido que uno de 0,20 mm y se rompe con mucha menos frecuencia.
- Especifique una rugosidad Ra de 0,8 µm, a menos que la función requiera realmente una mayor finura. Cada paso adicional hacia una mayor finura duplica, como mínimo, el tiempo de mecanizado.
- Siempre que sea posible, combina varias piezas en una sola placa. Una configuración para diez piezas es siempre mejor que diez configuraciones para una sola pieza.
- Evita los ángulos de desmoldeo inferiores a 1°: requieren una lógica de programación adicional y velocidades de avance más lentas. Si la aplicación permite un ángulo de desmoldeo de 2°, opta por ese.
- Si la geometría lo permite, realice los orificios iniciales mediante taladrado convencional. El taladrado por electroerosión es entre 4 y 6 veces más caro por orificio.
Cantidad frente a coste unitario: ¿dónde se produce el punto de inflexión?
Electroerosión por hilo Se trata de un proceso de mecanizado atípico, ya que el volumen de producción no reduce la duración del ciclo: cada pieza requiere el mismo tiempo de mecanizado. Lo que sí hace el volumen de producción es amortizar los costes de preparación, programación e inspección del primer artículo. A continuación se muestra una curva aproximada para un inserto de matriz de H13 de 25 mm de espesor con un perfil moderadamente complejo, según las tarifas de Yicen Precision.
| Cantidad | Configuración por pieza | Mecanizado por pieza | Total por pieza | frente a una sola unidad |
| 1 | $180 | $320 | $500 | — |
| 5 | $36 | $320 | $356 | −29% |
| 10 | $18 | $320 | $338 | −32% |
| 50 | $3.60 | $320 | $324 | −35% |
| 100 | $1.80 | $305 | $307 | −39% |
| 500 | $0.40 | $290 | $290 | −42% |
Hay que tener en cuenta que, incluso con 500 unidades, la curva se aplana: el electroerosión por hilo no tiene un equivalente al efecto multiplicador de la producción en serie que ofrece el moldeo por inyección. Si prevé fabricar más de 5.000 unidades de un perfil y el material puede mecanizarse en estado blando primero y endurecerse después, el CNC convencional + tratamiento térmico es casi siempre más barato que el electroerosión.
Cuándo el electroerosionado por hilo supera realmente al fresado CNC o al corte por láser
Según mi experiencia, el análisis de costes se decanta por el electroerosionado por hilo en cuatro situaciones concretas. Fuera de estos casos, el fresado o el láser suelen resultar casi siempre más económicos.
- El material está endurecido por encima de 50 HRC y no se puede mecanizar en estado blando. En esta categoría se incluyen el carburo, el acero para herramientas endurecido y el acero para rodamientos endurecido en toda su sección.
- Las esquinas internas afiladas y los perfiles complejos a los que no puede acceder una fresa de menos de 2 mm. El electroerosionado por hilo permite obtener radios internos de 0,15 mm con fiabilidad.
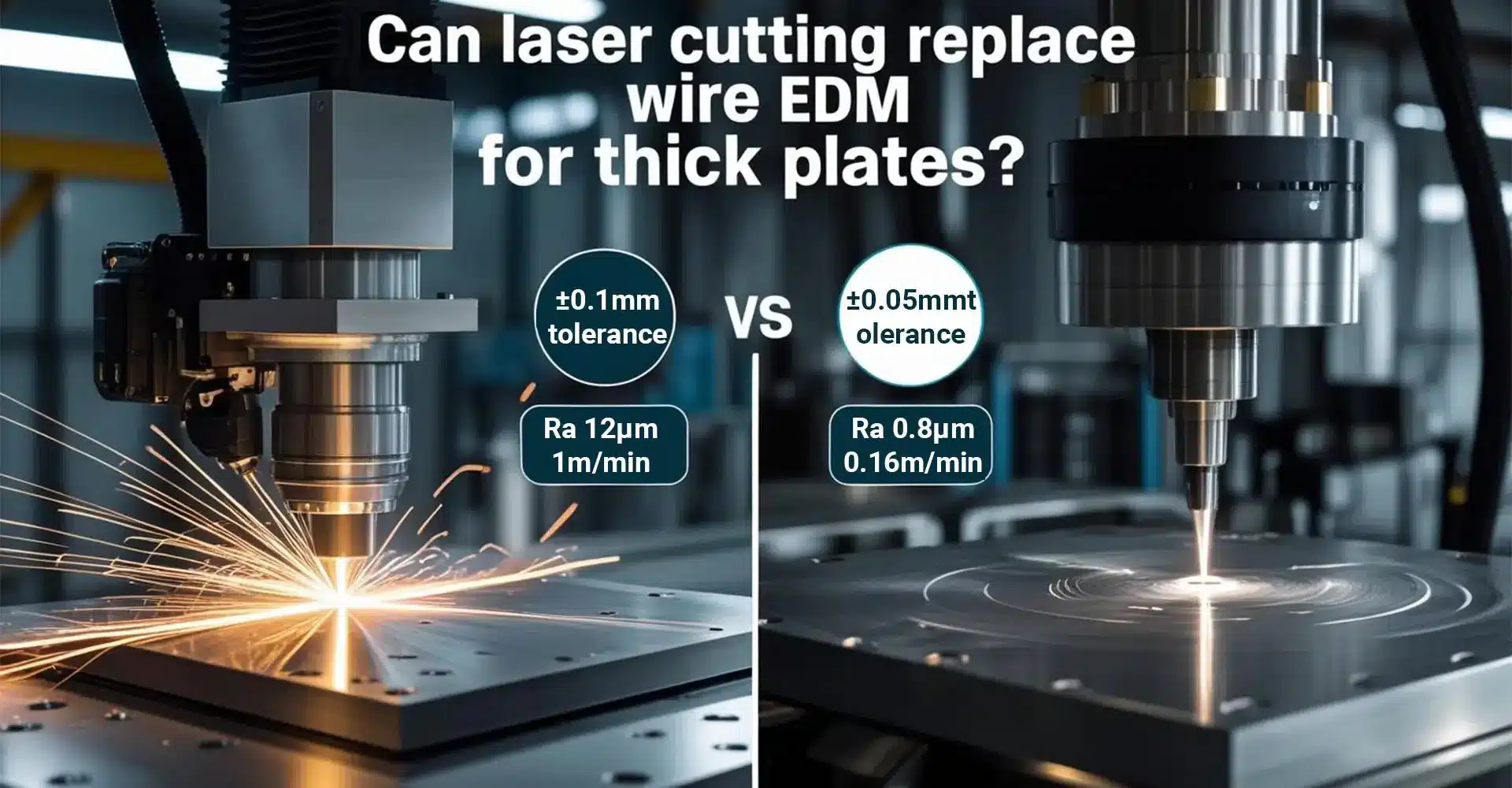
- La zona afectada por el calor es inaceptable: el corte por láser produce una zona afectada por el calor (HAZ) de entre 0,1 y 0,3 mm, lo cual es incompatible con la mayoría de las especificaciones del sector aeroespacial y médico. La zona afectada por el calor (HAZ) del electroerosión suele ser inferior a 5 µm.
- La tolerancia es inferior a ±0,05 mm en un perfil que el rectificado convencional no puede alcanzar. El electroerosionado por hilo alcanza habitualmente una tolerancia de ±0,005 mm.
Para todo lo demás —aleaciones blandas, geometrías sencillas, espesores inferiores a 6 mm, tolerancias holgadas—, el corte por láser a un precio de $0,50–$2,00 por pie lineal o el fresado a $25–$50 por hora— siempre resultará más económico que el electroerosionado. En Yicen Precision desaconsejamos deliberadamente el electroerosionado a los clientes cuando se dan esas condiciones, ya que un proceso inadecuado para la pieza perjudica nuestra reputación más de lo que beneficia a nuestra utilización.
Preguntas frecuentes — Precios del electroerosionado por hilo
¿Cuánto cuesta un trabajo típico de electroerosión por hilo?
Para un único prototipo de complejidad moderada en acero para herramientas, el coste oscilará entre 1 400 y 9 000 USD en un taller de EE. UU. o la UE, o entre 150 y 400 USD en Yicen Precision. Las cantidades de producción de más de 50 unidades suelen situarse entre $50 y $200 por pieza para la misma geometría. Los trabajos aeroespaciales o médicos de alta complejidad, con tolerancias estrictas y aleaciones exóticas, multiplican estas cifras por 2 o 4.
¿Por qué el electroerosionado por hilo es más caro que el fresado CNC?
El tiempo de máquina puro en el electroerosionado es mucho mayor que en el fresado para el mismo volumen de material eliminado. Electroerosión por hilo elimina material a un ritmo aproximado de entre 2 y 8 mm³ por minuto en aleaciones duras; una fresa de 6 mm en aluminio elimina más de 50 000 mm³ por minuto. El electroerosionado sacrifica la velocidad pura a cambio de la capacidad de cortar metal endurecido y mantener una tolerancia de ±0,005 mm sin ejercer ninguna tensión mecánica.
¿Puedo recibir un presupuesto para el electroerosionado por hilo en 24 horas?
Sí: en Yicen Precision enviamos presupuestos de electroerosión por hilo en un plazo de 12 horas laborables para cualquier archivo STEP de menos de 100 MB. El presupuesto incluye una estimación del tiempo de mecanizado, el coste del material, la recomendación sobre el tipo de hilo y el plazo de entrega. Sube tu archivo a yicenprecision.com para empezar.
¿Es necesario un posprocesado en el electroerosionado por hilo?
Normalmente no. Un corte por electroerosión por hilo de dos pasadas produce una superficie acabada que cumple con la mayoría de las especificaciones funcionales y estéticas. Para acabados de calidad espejo por debajo de Ra 0,2 µm, se puede añadir un ligero pulido manual o un ligero abrillantado. No se requiere tratamiento térmico tras la electroerosión, ya que el proceso genera una tensión térmica mínima.
¿Cómo consigue Yicen Precision mantener los costes del electroerosionado por hilo tan por debajo de los de los talleres occidentales?
Tres razones. En primer lugar, el menor coste de mano de obra: un operario certificado en electroerosión en Shenzhen gana aproximadamente un tercio del salario equivalente en Estados Unidos. En segundo lugar, el funcionamiento autónomo: en aproximadamente el 60 % de nuestros trabajos, dejamos las máquinas de electroerosión por hilo funcionando sin supervisión durante la noche, lo que duplica la rentabilidad efectiva en relación con el coste de adquisición de la maquinaria. En tercer lugar, compramos al por mayor alambre de latón y recubierto, lo que reduce el coste de los consumibles en aproximadamente un 35 % por debajo de los precios habituales en los talleres occidentales.
Solicita un presupuesto de electroerosión por hilo a Yicen Precision
Si tiene piezas de acero para herramientas templado, metal duro o Inconel que requieran electroerosión por hilo con tolerancias de hasta ±0,005 mm y acabados superficiales de hasta Ra 0,25 µm, podemos ayudarle. Nuestro equipo de presupuestos, disponible las 12 horas del día, se encarga de todo, desde insertos de moldes de una sola pieza hasta series de 1.000 soportes para la industria aeroespacial.
- Revisión gratuita de DFM en cada presupuesto: te indicamos en qué aspectos tu diseño es excesivo antes de que pagues por él
- Certificados según las normas ISO 9001:2015 e IATF 16949; se incluyen informes completos de inspección con máquina de medición por coordenadas (CMM)
- Prototipos rápidos en 5-7 días; tiradas de producción en 10-15 días
- Envíos con DHL y FedEx a más de 80 países, con seguimiento completo
Sube tu archivo STEP a yicenprecision.com para obtener un presupuesto de electroerosión por hilo en un plazo de 12 horas.





