2026年のワイヤ放電加工のコスト ― エンジニア向け価格内訳
金型エンジニアとしてパンチの形状の価格設定を行っている方、航空宇宙業界のバイヤーとしてタービンのファー・ツリー・スロットの見積もりを作成している方、あるいは医療分野の研究開発責任者として、5桁の請求書なしで焼入れ済みインサートに±0.005 mmの精度を達成できるかどうかを検討している方――このガイドは、まさにそのような皆様のために書かれたものです。 ワイヤ放電加工(Wire EDM)は、硬化工具鋼、超硬合金、インコネルを、部品に1ミリグラムたりとも機械的応力を加えることなく、鏡面仕上げの品質で切削できる数少ない加工法の一つです。その能力は決して安価ではありません。しかし、その価格設定は、多くの加工業者が思わせているほど不透明なものでもありません。.
Yicen Precisionでは、3軸、4軸、および 5軸CNC 主に金型インサート、エジェクタプロファイル、治具テンプレート、および航空宇宙部品向けのプラットフォームであり、これらは58 HRC以上の硬度で焼入れ済みの状態で納入されます。 過去3年間、当社の見積チームが確認したところ、北米のお客様は、当社が1時間あたり$20~$45で請け負うのと同じ作業に対し、1時間あたり$40~$150を支払っています。 この価格差は、品質によるものではなく、間接費、機械のクラス、そして工場が無人運転を実現しているかどうかに起因しています。本ガイドでは、当社が内部で使用しているコスト計算式、米国・欧州・中国における時間単価の比較、そして一般的な放電加工の見積もりを20~40%削減するためのDFM(製造性設計)の工夫について解説します。.
ワイヤ放電加工のコスト計算式
ワイヤ放電加工の見積もりは、シュトゥットガルトにある従業員200名の金型工場からのものであれ、オハイオ州の機械1台だけのガレージからのものであれ、すべて同じ4つの要素で構成されています。 時間単価が注目されがちですが、厚さ50mm未満の部品のほとんどにおいて、加工時間と表面仕上げの工程数が、表面上の単価よりもはるかに最終的な金額を左右します。.
ワイヤ放電加工の総費用 = セットアップ費用 + (加工時間 × 時間単価) + ワイヤおよび消耗品費 + 仕上げ加工費
セットアップは部品設計ごとに固定されており、EDMテーブルへのワークの固定、開始穴へのワイヤの通し、切削経路のプログラミング、およびワイヤ径に応じたオフセットの設定が含まれます。単一のプロトタイプの場合、セットアップにより部品あたり$80~$200の加工時間が追加されることがあります。 100個の注文の場合、同じセットアップコストは部品あたり$1~$3に分散されます。この事実こそが、プロトタイプの放電加工が書類上では非常に高価に見える一方で、量産がすぐに魅力的になる理由です。.
加工時間は、誰もが過小評価しがちな要素です。ワイヤ放電加工は、その設計上、加工速度が遅いのが特徴です。硬質合金の荒加工における一般的な切削速度は1~5 mm²/分ですが、最適化された最新機種では、理想的な条件下で500 mm²/分まで達します。そして、この時間当たりの加工量は、形状によって求められるサイクルタイムに比例して増加します。 複雑な内面形状を持つ厚さ25mmのD2工具鋼製ダイの場合、スキム加工に入る前の純粋な加工時間だけで、容易に12~18時間を要します。.
消耗品(真鍮線や被覆線、絶縁油、フィルター、脱イオン水など)は、通常、機械の時間単価に加えて、1時間あたり$3~$10の費用がかかります。信頼できる業者であれば、これらを時間単価にまとめて提示します。 これらを個別の項目として明記している見積もりには注意が必要です。それは通常、時間単価自体が人為的に低く設定されている兆候です。.
ワイヤ放電加工の時間単価 — 2026年 地域別比較
当社の顧客基盤全体および公開されている業界データから、次のような傾向が見られます。これらは、機械、オペレーター、消耗品、および間接費を含んだ総合単価であり、見積書に実際に記載される金額です。.
| 地域 | 標準ワイヤ放電加工 | 高精度放電加工 | 備考 |
| 米国 | $60~$110/時 | $110~$150/時 | 間接費の増加、熟練労働者の不足 |
| イギリス | 1時間あたり50~95ポンド | 1時間あたり95~140ポンド | 航空宇宙認証取得工場の割増料金 |
| ドイツ/EU | 1時間あたり55~100ユーロ | 1時間あたり100~145ユーロ | 金型製造における確かな実績、プレミアム価格設定 |
| カナダ | C$70–C$120/時 | C$120–C$170/時 | オンタリオ州外での収容人数に制限があります |
| 中国(ティア1) | $30~$55/時 | $55~$80/時 | Yicen Precisionはこの範囲に含まれます |
| イーセン精密 | $20~$35/時 | $35~$50/時 | 消耗品を含む、ISO 9001に基づく検査 |
米国とドイツの工場を並べて見積もりを比較した私の経験から言えば、基本単価の差は確かに存在しますが、より興味深いのは同じ部品にかかる総コストの比較です。 75 mm × 50 mmの超硬プレス金型で、加工時間が22時間の場合、米国中西部のある工場からの見積もりは$2,800ユーロ程度ですが、 シュトゥットガルトの工場からは2,400ユーロ、Yicen Precisionからは750~900ユーロとなります。これらはすべて、公差±0.005mm、表面粗さRa 0.4μmという同等の仕様です。 送料と関税は通常180~150ユーロ追加されますが、それだけでは価格差を埋めることはできません。.
ワイヤ放電加工のコストを押し上げる要因と、押し下げる要因
1. 材質と硬度
直感に反するが、多くの研究で裏付けられているように、硬化工具鋼は ワイヤー放電加工機 焼鈍冷延鋼よりも。焼入れ合金は化学的に純度が高く、気孔率が低いため、放電ギャップがより安定し、ワイヤの遅れも小さくなります。 冷間圧延軟鋼には不純物が含まれており、放電を妨げるため、切断速度が低下し、表面仕上げも悪化する。炭化タングステンは、その硬度と熱的特性により、工具鋼に比べて切断速度が約30~40%遅くなるが、その表面仕上げはRa 5 µinに達することがあり、これはほとんどすべての研削加工よりも優れている。.
| 素材 | 相対切削速度 | コストへの影響 |
| D2 / A2 工具鋼(焼入れ済み) | 1.00倍(基準値) | 参考文献 |
| H13(焼入れ済み、50 HRC) | 0.95x | +5% |
| インコネル718 | 0.55x | +45–60% |
| チタン5種(Ti-6Al-4V) | 0.70x | +30–40% |
| 炭化タングステン | 0.40x | +80–120% |
| アルミニウム6061 | 1.40x | −25%(ただし仕上げが粗い) |
| ステンレス304/316 | 0.85x | +15% |
| 銅/真鍮 | 1.20x | −15% |
2. ワークの厚さ
厚みが増すにつれて切削速度は低下します。切削溝の奥では冷却水の効果が薄れ、ワイヤの遅れが生じ、ワイヤの断線を防ぐためにEDMコントローラは出力を下げざるを得なくなります。 D2合金製の厚さ10mmのプレートは、同じ合金製の厚さ100mmのブロックに比べ、1mmあたりの加工速度が約3.5倍速い。機能に支障をきたさない範囲で、より薄いプレートを使用して部品を製造できる場合、この設計変更だけで加工時間を半分に短縮できる。.
3. 表面仕上げ — スキムパスに関する疑問
ワイヤ放電加工は複数回の加工工程からなるプロセスです。荒加工では、表面粗さRa 2.5~3.2 µm程度まで仕上がります。Ra 0.4 µmを達成するには1回の仕上げ加工が必要であり、Ra 0.25 µm以下にするには2~3回の仕上げ加工が必要となります。 各パスごとに、通常、荒削り時間の60~80%に相当する加工時間が追加されます。Ra 0.8 µmで十分な場合にRa 0.4 µmを指定すると、部品の加工コストが容易に2倍になる可能性があります。.
4. 幾何学的複雑さ
ワイヤ径よりも小さい半径を持つ鋭い内角は形成できません。最小内角半径は、ワイヤ半径に放電ギャップを加えた値となり、0.25 mmの真鍮ワイヤの場合、通常0.13~0.18 mmとなります。 より鋭いコーナーを作ろうとすると、0.10 mm または 0.07 mm のワイヤを使用せざるを得なくなり、切削速度が低下し、ワイヤの断線も頻繁に発生します。上部と下部の輪郭が異なるテーパー形状の場合、プログラミング時間が長くなり、切削速度も低下します。 個々の切り欠きには、EDM穴あけ加工またはフライス加工による予備穴あけで、それぞれ独自の開始穴が必要となり、セットアップに穴1つにつき$5~$15が追加されます。.
5. 許容差仕様
標準的なワイヤ放電加工では、特別な手間をかけずに±0.01 mmの精度を維持できます。±0.005 mmまで精度を高めるには、温度制御された切削液が必要となり、加工時間が15~25%増加します。 ±0.0025 mm(±0.0001インチ)まで精度を高めるには、精密クラスの機械、複数回の仕上げ加工、およびCMMによる検証が必要となり、コストが60~100%増加すると見込まれます。 厳しい公差は必要な表面にのみ適用し、それ以外の部分はすべてISO 2768-mとして指定してください。.
ワイヤ放電加工のコストを実際に削減するDFMのヒント
これらは、これまでの見積もり実績から、部品の機能に影響を与えることなく、一貫してコストを20~40%削減できる5つの設計変更です。.
- 最小内径に適合する限り、可能な限り太いワイヤーを使用してください。0.30 mmのワイヤーは、0.20 mmのワイヤーに比べて切断速度が約35%速く、断線もはるかに少ないです。.
- 機能上、より微細な精度が真に必要でない限り、Ra 0.8 µm を指定してください。精度を1段階上げるごとに、加工時間は少なくとも2倍になります。.
- 可能な限り、複数の部品を1つのプレートにまとめてください。10個の部品を1回のセットアップで加工する方が、1個の部品ごとに10回セットアップするよりも、常に効率的です。.
- 1°未満のテーパーは避けてください。これらは追加のプログラミングロジックが必要となり、送り速度も遅くなります。用途上、代わりに2°のドラフトが許容される場合は、そちらを採用してください。.
- 形状上可能であれば、通常のドリル加工で下穴を開けてください。放電加工による穴あけは、1穴あたりのコストが4~6倍高くなります。.
数量対単価 — 曲線が曲がるポイント
ワイヤー放電加工機 この加工プロセスは、加工数量が増えてもサイクルタイムが短縮されないという点で他の加工プロセスとは一線を画しています。つまり、どの部品も加工に要する時間は同じです。数量が増えることで、セットアップ、プログラミング、および初回品検査のコストを分散させることができるのです。以下は、厚さ25mmで適度に複雑な形状を持つH13製ダイスインサートについて、Yicen Precisionの料金体系に基づいた概算のコスト曲線です。.
| 数量 | 部品ごとの設定 | 1個あたりの加工費用 | 各部合計 | 対 単体 |
| 1 | $180 | $320 | $500 | — |
| 5 | $36 | $320 | $356 | −29% |
| 10 | $18 | $320 | $338 | −32% |
| 50 | $3.60 | $320 | $324 | −35% |
| 100 | $1.80 | $305 | $307 | −39% |
| 500 | $0.40 | $290 | $290 | −42% |
なお、500個という少量生産でも生産曲線は横ばいになることに留意されたい。ワイヤ放電加工には、射出成形のような大量生産によるコスト削減効果が期待できない。 あるプロファイルの生産数が5,000個以上と予測され、かつ材料をまず軟質加工してから硬化処理できる場合、従来のCNC加工+熱処理の方がEDMよりもほぼ常にコストが安くなります。.
ワイヤ放電加工がCNCフライス加工やレーザー切断に真に勝る場合
私の経験上、コスト面での判断がワイヤ放電加工に傾くのは、特定の4つの状況に限られます。それ以外の場合、フライス加工やレーザー加工の方がほぼ常に安くなります。.
- 材料は50 HRC以上に焼入れされており、事前に軟質加工を行うことはできません。超硬合金、焼入れ工具鋼、および全焼入れ軸受鋼がこれに該当します。.
- 2mm以下のエンドミルでは加工できない内部の鋭角や複雑な形状。ワイヤ放電加工なら、0.15mmの内部半径を確実に加工できます。.
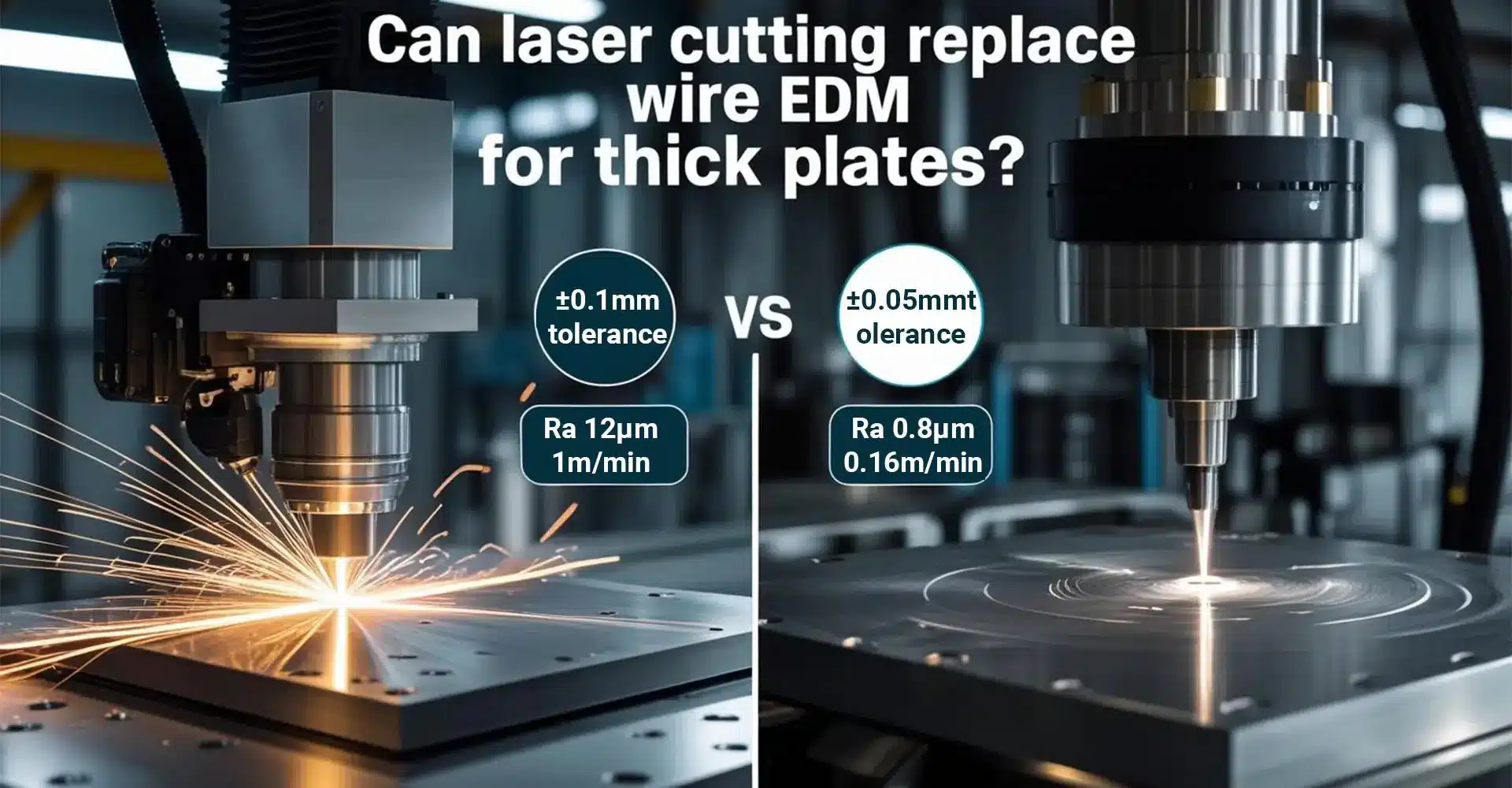
- 熱影響域は許容できない――レーザー切断では0.1~0.3 mmの熱影響域(HAZ)が生じ、これは航空宇宙および医療分野のほとんどの仕様要件を満たさない。一方、放電加工(EDM)の熱影響域は通常5 µm未満である。.
- 従来の研削では達成できない形状において、公差は±0.05 mmよりも厳密です。ワイヤ放電加工では、通常±0.005 mmの公差を維持できます。.
それ以外の場合――軟質合金、単純な形状、厚さ6mm未満の薄板、緩い公差――は、1フィートあたり$0.50~$2.00のレーザー切断、あるいは1時間あたり$25~$50/時間のフライス加工の方が、EDMよりも常にコスト面で優位です。Yicen Precisionでは、こうした条件が当てはまる場合、意図的に顧客にEDMを勧めません。なぜなら、部品に適さない加工法を採用することは、設備稼働率の向上よりも、当社の評判を損なうことにつながるからです。.
よくある質問 — ワイヤ放電加工の価格について
一般的なワイヤ放電加工の費用はどれくらいですか?
工具鋼製で中程度の複雑さを持つ単一のプロトタイプの場合、米国やEUの工場では$300~$900、Yicen Precisionでは$150~$400程度の費用が見込まれます。 同じ形状の場合、50個以上の量産では通常、1個あたり$50~$200の範囲となります。公差が厳しく特殊合金を使用する、高度に複雑な航空宇宙や医療関連の部品については、これらの数値の2~4倍の費用がかかります。.
なぜワイヤ放電加工はCNCフライス加工よりも費用がかかるのでしょうか?
同じ量の材料を削り取る場合、EDMの純粋な加工時間はフライス加工よりもはるかに長くなります。. ワイヤー放電加工機 硬質合金では、1分間に約2~8mm³の材料を除去します。一方、アルミニウムを加工する6mmエンドミルでは、1分間に50,000mm³以上を除去します。放電加工(EDM)は、加工速度を犠牲にする代わりに、硬化金属を切削し、機械的応力を一切かけずに±0.005mmの公差を維持する能力を備えています。.
24時間対応のワイヤ放電加工の見積もりを依頼できますか?
はい。Yicen Precisionでは、100MB未満のSTEPファイルであれば、12営業時間以内に見積もりをご提示いたします。見積もりには、加工時間の目安、材料費、ワイヤーの推奨グレード、および納期が含まれます。yicenprecision.comにファイルをアップロードして、手続きを開始してください。.
ワイヤ放電加工には後処理が必要ですか?
通常は不要です。2パスによるワイヤ放電加工による切断面は、機能面および外観面のほとんどの仕様を満たす仕上がりとなります。Ra 0.2 µm以下の鏡面仕上げにする場合は、軽く手作業で研磨または磨きをかけることがあります。放電加工では熱応力がほとんど生じないため、加工後の熱処理は不要です。.
Yicen Precisionは、なぜ欧米の業者に比べてワイヤ放電加工のコストをこれほどまでに低く抑えることができるのでしょうか?
理由は3つあります。第一に、人件費の低さです。深センにおける認定EDMオペレーターの給与は、米国での同等の給与の約3分の1です。第二に、無人運転です。当社の仕事の約60%において、ワイヤ放電加工機を夜間無人運転で稼働させており、これにより機械の購入コストに対する実質的な稼働率が2倍になります。 第三に、真鍮や被覆ワイヤーをまとめて一括調達することで、消耗品コストを欧米の一般的な工場価格より約35%削減しています。.
Yicen Precisionにワイヤ放電加工の見積もりを依頼する
焼入れ済みの工具鋼、超硬合金、またはインコネル製の部品で、公差±0.005 mm、表面粗さRa 0.25 µmまでのワイヤ放電加工が必要な場合は、弊社にお任せください。 当社の24時間体制の見積もりチームが、金型用インサートの単品から航空宇宙用ブラケットの1,000個単位のロットまで、あらゆるご依頼に対応いたします。.
- すべてのお見積りに対してDFMレビューを無料提供 — 費用が発生する前に、設計の過剰仕様箇所を指摘いたします
- ISO 9001:2015およびIATF 16949認証取得済み。完全なCMM検査報告書が付属します。
- 試作は5~7日、量産は10~15日
- DHLおよびFedExによる80カ国以上への配送、配送状況の完全追跡
yicenprecision.com にSTEPファイルをアップロードして、ワイヤ放電加工の見積もり(12時間以内)をご依頼ください。.





