
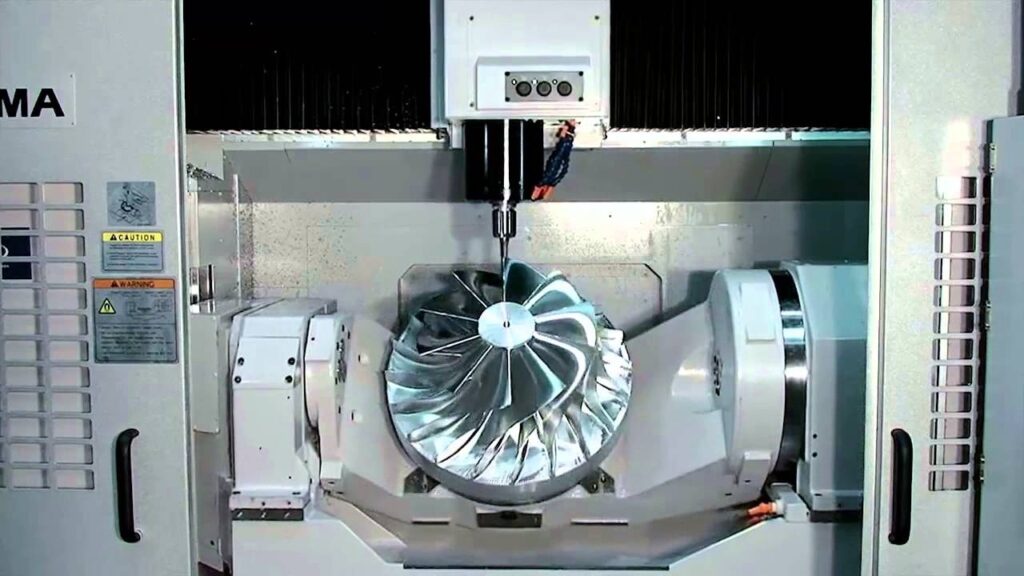
多軸 CNC旋盤加工 現代の機械加工能力の頂点に位置するこの機械は、高精度と複雑さが混在する過酷な生産環境に対応します。製造現場で25年以上の経験を持つ上級製造エンジニアとして、私は、これらの機械が未加工の原材料を、ジェット機で飛行する、あるいは、航空機で打ち負かす重要な部品にどのように変えるかを目の当たりにしてきた。 医療機器. .しかし、それは華やかなものだけでなく、厳しい公差と厳しい納期のもとで生産を維持するための厳しい決断のことでもある。このガイドでは、基本的なメカニズムからトラブルシューティングに至るまで、このテクノロジーについて深く掘り下げています。エンジニアが特定のコンフィギュレーションを選択する理由、彼らが直面するトレードオフ、そして調達マネージャーが十分な情報を得た上でアウトソーシングを決定する方法についても取り上げます。最後には、他のリソースを必要とすることなく、プロセスを評価し、落とし穴を予測し、コストと品質を最適化するための知識を得ることができます。.
グローバル多軸 CNCマシン 2026年の市場規模は70億4,000万米ドルで、2032年には年平均成長率7.54%で109億5,000万米ドルに達すると予測されている。この成長は、航空宇宙、自動車、自動車部品などの需要に起因している。 メディカル 伝統的な旋盤加工では効率的に処理できない部品のためのセクター。.
CNC旋盤加工の基礎と多軸システムへの進化
CNC旋盤加工 主軸上で回転するワークピースを切削工具で削り取る。 材料 を使用して円筒形状を作成します。基本的なセットアップでは、工具はX軸とZ軸に沿って直線的に移動し、直径、面、溝を成形します。しかし、実際の生産では、オフセンターの穴、角度のついた溝、または同時に多方向制御を必要とする複合曲線など、多くのことが要求されます。.
2軸旋盤から多軸ターン・ミル・センタへの進化は、部品の複雑さの限界に対処するものであった。1970年代の初期のCNC旋盤は、単純なシャフトを扱っていましたが、1990年代には、ライブツーリングとY軸モーションを追加することで、旋盤加工中にフライス加工を行うことができるようになりました。今日、5軸およびそれ以上の構成は、完全なフライス加工機能を統合し、セットアップを5、6台から1、2台に減らすことができる。このシフトは技術的なものだけでなく、経済的な圧力によってもたらされた。私が率いた1998年の航空宇宙プロジェクトでは、複数の段取りで再調整エラーが発生したため、15%のタービンシャフトを廃棄しました。4軸加工機に切り替えることで、これを2%以下に削減し、$12万ドルのコスト削減を実現した。 材料 一人で.
軸の定義と実際の役割
の軸 CNC旋盤加工 リニア(X、Y、Z)とロータリー(C、A、B)がある。Xは半径方向、Zは軸方向、Yは中心から外れたワークの垂直方向の動きを制御します。Cはスピンドルを回転させ、AまたはBは工具またはワークを傾けます。実際には、3軸セットアップ(X、Z、C)は回転を伴う基本的な輪郭加工を処理しますが、Yを追加することで偏心穴あけが可能になります。完全な5軸(X、Y、Z、C、B)により、インペラブレードのような複雑なサーフェスの輪郭加工を位置変更なしで行うことができます。.
エンジニアは部品の形状に基づいて軸を選択します。単純なバルブステムであれば、2軸で十分です。しかし、角度のあるポートを持つ燃料噴射装置では、Y 軸をスキップすると、手動で位置決めをやり直すことになり、0.002 インチのアライメント誤差が発生します。このような誤差は、治具の摩耗やオペレーターの疲労に起因することがよくあります。.
コア・マシン・コンポーネントとその相互作用
多軸CNC旋盤は、主軸、ワーク保持用のチャックまたはコレット、複数のカッター用のタレットまたはギャングツーリング、およびサーボ駆動軸で構成される。制御システムは、多くの場合ファナックやシーメンスで、Gコードを解釈します。テールストックは長尺部品に対応し、サブスピンドルは1サイクルで逆加工を可能にします。.
相互作用の問題:スピンドルの剛性は5000RPMでの振動に影響し、仕上げ面に直接影響します。あるチタン製航空宇宙用継手の加工では、スピンドルの予圧が不十分だったため、0.005インチの振れが発生し、びびりが発生しました。ダイヤルインジケータで診断し、ベアリングを調整しましたが、3つのブランクを無駄にしてしまいました。ボールネジのような部品は、バックラッシを0.0005インチ以下に維持しなければなりません。.
多軸CNC旋盤加工の詳細力学
多軸旋盤加工は、スピンドルの回転と複数の平面にまたがる工具の動きを同期させることで動作します。ソリッドワークスなどのソフトウェアでCADモデリングを行い、マスターキャムやギブスキャムでCAMを作成してツールパスを作成します。コードが機械にダウンロードされ、プローブがセットアップを検証します。.
実行時には、C軸はミリングのためにロックし、Y軸はオフセット形状のためにシフトし、B軸はアングルカットのために傾ける。切削力はバランスさせる必要があります。チタンで過度の送りを行うと、薄い壁が0.001インチたわみ、仕様に適合しなくなる可能性があります。クーラントの供給は非常に重要です。高圧工具貫通システムは熱の蓄積を抑え、工具寿命を30%延長します。.
一般的な操作とその実行
旋盤加工:200-500SFMで基本径を縮小。 材料. .多軸はクロスドリルのためのライブツーリングを追加します。.
フライス加工:YとCでは、アンロードせずに溝加工やポケット加工を行います。ギヤボックスシャフトの場合、外径加工とキー溝加工をワンチャックで行うことができます。.
ねじ切り:多軸により、油田部品のAPIコネクションのような非標準ねじのヘリカル補間加工が可能。.
輪郭加工:B軸傾斜マシンによる自由曲面。で メディカル インプラントでは、Ra16仕上げのボーンスクリューテーパーが作られる。.
実際のシナリオ:316ステンレスの人工関節の加工。従来の旋盤加工ではクロスホールにバリが残っていたが、多軸加工ではインサイクルでバリ取りを行い、40%で二次加工を行った。.
最適性能のための金型戦略
工具には、荒加工用の超硬チップ、ハードターニング用のCBN、非鉄用のPCDがある。ホルダーはオーバーハングを最小限に抑える必要があり、4:1以上の比率は振動を増幅させます。大量生産される自動車部品では、モジュール式のクイックチェンジシステムを使用して、30秒で工具を交換し、稼働率を高めています。.
選択論理:インコネルでは、ポジテイブレーキインサートを使用した低SFM(80~100)が加工硬化を防ぎます。間違った選択?工具刃先の盛り上がりが部品をスクラップにします。私は、オペレータがチップの色を無視しているのを見たことがあります。青いチップは過熱のシグナルで、致命的な故障につながります。.
複雑な多軸パスのプログラミング
CAMソフトウェアは、衝突を避けるために経路をシミュレートします。ポストプロセッサーは機械の運動学に合わせてコードを調整する。ある事例では、B軸のリミットを無視したために$2,000のホルダーが曲がってしまった。.
決定論理:安定した仕上がりのために一定の表面速度を使用するが、直径の変化に応じて調整する。ディープポケットでは、トロコイドパスが負荷スパイクを軽減します。人間の経験は重要であり、ソフトウェアが見逃している実現不可能なパスを、加工時間の長いプログラマーが発見します。.
多軸旋盤加工における材料選択とその影響
材料 パラメータを指定します。アルミニウム(6061)は、最小限の力で1000 SFMで加工でき、軽量な航空宇宙フレームに最適です。チタン(Ti-6Al-4V)は150SFMが必要で、バネ性に対抗するために剛性の高いセットアップが必要です。.
トレードオフ:ハステロイのようなエキゾチックな合金は腐食に強いが、工具の摩耗が5倍速く、コストが上がる。ハステロイ メディカル, 生体適合性は切削性に勝る-コバルト・クロムはセラミック工具を要求する。.
本物の衝撃:17-4PHステンレスの旋削加工。H900まで熱処理して強度を上げるが、40Rcを超える硬度を避けるため、焼きなまし状態で加工する。順序を間違えた?焼入れ中に部品が割れた。.
エンジニアがチップをテスト:長い糸は切れ味が悪いことを示す。それに応じてチップブレーカーを調整する。.
精度の達成公差、治具、測定
多軸旋盤加工の公差は、航空宇宙分野では±0.0002インチに達する。固定には油圧チャックを使用し、TIR0.0005インチ以下の繰り返し精度を実現。.
計測:レニショーなどのインプロセスプローブが工具をタッチオフし、摩耗を補正します。後工程では、CMM が GD&T 位置公差を検証し、アセンブリの適合性を確保します。.
間違った場合:固定具の緩みが偏心を引き起こす。あるエンジンピストンでは、ジョーの磨耗による0.001インチの偏心が、試験中のオイル漏れにつながりました。解決策インジケーターによる定期的なトラミング。.
主要産業における実際のアプリケーション
多軸旋盤加工は、複雑な加工が大量に発生する場合に威力を発揮します。.
航空宇宙詳細なケーススタディと生産に関する洞察
航空宇宙分野では、タービンブレードに冷却孔のある翼形輪郭が要求される。ボーイング社では、エンジン部品に5軸を使用し、サイクルタイムを50%短縮しています。実例:インコネル718ブレードの加工。80SFMで荒加工し、ミストクーラントを使用して120で仕上げ。共振によるビビリが初期ロットをスクラップ;チューニングされたホルダーで減衰させた。.
隔壁などの構造部品は軽量化のためにアルミニウムを使用。NASAは耐熱ブレードに5軸を採用。生産では、アルミニウムの熱膨張を考慮する必要があります-0.000012 in/in/°Fは、気候制御されたショップを意味します。.
人的要素:オペレーターは振動を監視し、異常なハム音はスクラップになる前に問題を知らせる。.
自動車および医療用途
自動車用ローブとジャーナルを持つカムシャフト。多軸ドリルでオイル通路を角度をつけて加工し、8から3までの加工が可能。.
メディカル:チタン製股関節ステム。オッセオインテグレーションのためのRa 8仕上げのB軸輪郭ボールジョイント。症例:5軸に切り替えることで、2025年の研究で40%の欠陥が減少した。.
多軸CNC旋盤加工におけるトレードオフ
多軸は効率的だが、コストがかかる。.
従来の3軸またはマニュアル方式との比較
3軸は複数回のセットアップが必要で、1回のリチャックで0.001インチの誤差が発生するリスクがある。多軸なら1回で済むが、機械のコストは3軸の$5万に対し、$20万以上。トレードオフ:単純なパーツの場合、3軸の方が時間単価が安い($50-100)のに対し、多軸は安い($100-150)。.
決断:形状が許せば、コスト面で3軸が勝るが、複雑な場合は精度のために多軸が必要。.
生産における費用便益分析
メリット70%のセットアップ削減、30%のサイクル時間短縮。短所:熟練プログラマーは20%の人件費を追加する。1000個生産の場合、投資回収は数週間;プロトタイプは正当化できないかもしれない。.
本番環境でよくある課題とトラブルシューティング
問題は振動、プログラム、メンテナンスから生じる。.
振動とチャタリング管理
チャタリングは、工具のたわみや共振による波状の跡を残します。トラブルシューティング:オーバーハングを減らし、コレットで剛性を上げる。チタンの場合、高調波が現れたら20%の送りを落とす。.

プログラミングの落とし穴と対策
Gコードのエラーは溝を作る。CAMでシミュレーションし、ドライランで検証する。共通:工具補正を無視すると、アンダーサイズのフィーチャーになる。.
機械のメンテナンスとダウンタイムの問題
ボールネジの磨耗がバックラッシュの原因。レーザー干渉計による月1回のチェックで防止。ある店では、潤滑油を無視したために$15,000の修理につながった。.
コスト要因と経済的考察
費用にはマシンタイム($100-200/時間)が含まれる、, 材料 (チタン$50/ポンド)、工具($0.50-5/パーツ)。複雑な場合は50%のプレミアムが加算されます。数量割引:1000個で40%。.
多軸旋盤加工のアウトソーシングに関する意思決定
多軸を維持するかどうかの決定 CNC旋盤加工 内製化か外注化かは、資本投入、オペレーショナルリスク、稼働率、戦略的優先順位の冷徹な計算に帰着する。多軸加工機、特にライブツーリング、Y/B軸、サブスピンドルを備えた5軸ターンミルは、2026年には1台当たり$200,000~$800,000以上の設備投資、さらに年間$10,000~$30,000のメンテナンス、熟練工の人件費、プログラミングのオーバーヘッドを必要とする。自社所有は、スケジューリング、IP保護、迅速なイテレーションを完全にコントロールできるが、資金を拘束し、投資を正当化するために安定した生産量を要求する。アウトソーシングは、その負担を変動費(部品単価または時間単価)にシフトし、減価償却やアイドルタイムの負担なしに高度な機器へのアクセスを提供する。.
現場の経験からすると、年間機械加工時間が明確な損益分岐点を超えた場合、社内生産は理にかなっている。基本的な3軸加工の場合、その閾値は年間生産時間1,500~2,000時間程度になることが多い。多軸加工($100~$250の高時給外注)の場合は、割増賃金の差により800~1,200時間に下がる。これらのレベル以下では、機械があまりにアイドリング状態になるため、稼働率が 60-70% 以下となり、固定費が純粋なオーバーヘッドとなる。高稼働率(精密加工工場では75~85%が目標)は、投資を迅速に償却する。低稼働率は、未使用の生産能力に対する支払いを避けるため、アウトソーシングに有利である。.
アウトソーシングの主なきっかけは以下の通り:
- 少量生産または変動生産:プロトタイプ、50~200個未満の生産、またはセットアップの償却が経済性を低下させる散発的なジョブ。.
- ピーク負荷や季節的急増雇用やシフトを増やすことなく、キャパシティの橋渡しをする。.
- 専門知識の欠如:キネマティックに対応した多軸パス、衝突回避、または エキゾチックマテリアル パラメータがある。.
- エキゾチックな機能の必要性:フル5軸同時輪郭加工、高圧スルーツールクーラント、サブスピンドルバックワークなど、現在お使いの機械に不足している機能。.
- 資本制約:研究開発、販売、その他の優先事項のために、減価償却資産に資金を滞留させるのではなく、資金を温存する。.
実際の損益分岐点の例を見れば、その計算がわかる。$400,000の中型5軸ターンミルを7~10年で償却し、年間$60,000~$80,000の人件費/間接費を加え、$150/時の外注に匹敵する請求可能な時間/年をおよそ1,000~1,200時間必要とする。外注で$180の見積もりだが、高稼働で社内コスト$140の部品の場合、100~200個を超えると、節約効果は急速に増大する。それ以下では、アウトソーシングの勝ちである。特に、最初のアーティクルのデバッグやプログラミングの修正で社内コストが膨らむ場合はなおさらである。ある航空宇宙用継手では、アウトソーシングが80個のバッチを確実に処理する一方、社内ではプログラマーの帯域幅に苦労し、納期遅延につながった。.
稼働率は唯一最大のテコである。OEE(Overall Equipment Effectiveness:総合設備効率)を追跡している工場では、セットアップ、メンテナンス、段取り替えのために、真の生産時間が予定時間をはるかに下回っていることがよくあります。多軸の稼働率が常に60%以下であれば、アウトソーシングは資本を解放し、リスクを軽減します。75-80%を超えると、社内の方が1個当たりのコストが下がり、管理もしやすくなります。生産時間を稼働時間で割った値を毎月モニターしてください。70%を下回ると、その資産は生産能力オーバーとなります。.
アウトソーシングのタイミングと評価指標
社内の指標がひずみや非効率を示す場合にアウトソースする。主な指標
- 機械稼働率60-70%以下:アイドリング状態の多軸能力は、単純な機械よりも早くコストを浪費する。.
- 社内のリードタイムは常に4~6週間を超える:バックログ、セットアップのボトルネック、プログラミングの遅れによるもの。.
- 複雑な部品における1-2%を超える不良率またはスクラップ率:多くの場合、データムシフト、ツールパスエラー、不適切なプローブによるもので、成熟した工程を持つアウトソーシング専門業者であれば、<0.5-1%を維持できる。.
- 最初の論文承認サイクルが長引く:社内での試行錯誤から何度も修正。.
- 人材格差:高度な機能を持つファナック/シーメンス制御には、専用の多軸プログラマやオペレータの資格はありません。.
- 材料または認証に関する要求:エキゾチック合金、ITARコンプライアンス、AS9100トレーサビリティなど、社内のリソースを引き伸ばす。.
これらのKPIを厳密に追跡する:
- オンタイム・デリバリー(OTD):目標>95%、ディップはキャパシティ問題を示す。.
- ファーストパスの歩留まり:反復作業で>98%を目指す。.
- 部品当たりのコスト:社内(負担労働力、工具、減価償却費を含む)と外注の見積もりを比較する。.
- サイクルタイムのばらつき:多軸は25-50%のサイクルを圧縮する必要があり、そうでない場合はプロセスギャップが存在する。.
- リワーク/スクラップの割合:1-2%を超えると、マージンが急速に悪化する。.
規制分野(航空宇宙、, メディカル)、認定パートナーへのアウトソーシングは、トレーサビリティを維持しながら、コンプライアンスの負担を軽減する。.
信頼できる多軸CNC旋盤サービスプロバイダーの選択
適切なパートナーを選択することで、スムーズな進行と、終わりのない修正や品質の逃避を分けることができます。まずは認証取得から:航空宇宙向けAS9100D(厳格な工程管理、根本原因分析、FAI要件)、ISO9001:2015ベースライン、ISO13485、自動車向けIATF16949。これらは、口先だけのサービスではなく、文書化された品質システムを示している。.
技術力を評価する:
- 軸構成:真の同時5軸(単なる3+2割出ではない)、Y軸移動、一撃必殺のサブスピンドル、高圧クーラント。.
- 機械保有年数とブランド:DMG Mori、Okuma、Mazak、または Doosan の最新モデルで、ライブツーリングおよびプローブ計測が可能なもの。.
- 素材の経験:チタン、インコネル、17-4PH、薄肉ステンレスでも歪みなく動作することが実証されています。.
- プローブ計測と検査:インサイクルレニショーまたはブルームプローブ、CMMレポート、SPCトラッキング。.
完全な3Dモデル、GD&Tコールアウト、体積投影、および以下の情報を含む詳細なRFQを要求する。 材料 証明書比較する
- 公差保持の一貫性:サンプル検査報告書または能力調査(重要なフィーチャーのCpK >1.33)を求める。.
- リードタイムの現実性:プロトタイプの場合、通常2~4週間。.
- 見積りの透明性:優れたプロバイダーは、CAMで部品をシミュレートし、リスク(衝突、薄い壁)にフラグを立て、修正を削減するための最適化(フィレット調整、データム戦略の微調整)を提案します。.
- コミュニケーションと対応:質問に対する迅速な回答、明確なPO条件。.
赤信号:シミュレーションのない曖昧な見積もり、一貫性のない証明書、納品伝票の履歴、工程資料の共有に消極的な場合。可能であれば施設を訪問し、同じような部品が稼働している機械を見たり、ハウスキーピングをチェックしたり、オペレーターと話したりすること。.
強力なプロバイダーは、あなたの部品を自分の部品のように扱います。ドライシミュレーションを実行し、ツールパスの効率化を提案し、促されることなくトレーサブルな証明書を提供します。これにより、サプライズを減らし、長期的な信頼性を築くことができます。.
多軸CNC旋盤加工の将来動向
2026 年までに、多軸旋盤加工はインダストリー 4.0 の要素と深く統合される。AI駆動型CAM(例えば、CloudNC CAM Assistを搭載したGibbsCAM 2026)は、3軸および3+2オペレーションのツールパス生成を自動化し、20-40%のプログラミング時間を短縮すると同時に、サーフェス品質を向上させ、反復作業を削減します。GibbsCAMの高度な3Dエンジンは、複雑な旋盤加工部品のために、より高速な計算、よりスマートな多軸傾斜、および可変B旋盤ワークフローを提供します。.
アディティブとサブトラクティブのハイブリッドマシンが生産を牽引:Directed Energy Depositionまたはパウダーベッドは、内部格子を持つニアネットシェイプを造形し、その後、厳しい公差と表面要件に対応する精密CNC仕上げを行います。これにより 材料 廃棄物(特にチタンやインコネル)を削減し、サブトラクティブ法のみでは不可能な形状を可能にする。航空宇宙、エネルギー、MRO分野が採用をリードしている。.
IoTと予知保全が標準に:センサーが振動、温度、スピンドルの負荷を監視し、故障を予測し、予定外のダウンタイムを削減します。デジタルツインがサイクル全体をシミュレートし、金属が当たる前に仮想的にパスを検証します。自律システムがリアルタイムで送り/速度を調整し、工具寿命と一貫性を延長します。.
サステイナビリティは、AIがカットを最適化して電力消費を最小化することで、エネルギー効率の高いオペレーションを推進する。多軸は中核であることに変わりはないが、よりスマートで弾力性のある生産を実現するために、これらのレイヤーによって補強されている。.
次のプロジェクトに複雑な形状、可変容量、厳しいコンプライアンスが必要な場合、有能な多軸マシンにアウトソーシングすることができます。 CNC旋盤加工サービス 多くの場合、最も速く、最も低リスクの経路を提供する。RFQで詳細な図面、公差、予測を提供すれば、評判の高い工場は実現可能性をシミュレーションし、最適化を強調し、修正とサプライズを最小限に抑えるために正確な見積もりを出す。.
結論
多軸 CNC旋盤加工 それは、力学から経済学に至るまで理解を必要とする戦略的資産なのだ。軸の同期から 材料-このテクノロジーは、エンジニアリングの限界に挑戦する部品を可能にします。しかし、成功の鍵は、実際の生産データに基づいて、ビビリやコスト超過などの課題を予測できるかどうかにかかっています。OEMやバイヤーにとって、有能な多軸加工機と提携することは重要です。 CNC旋盤加工サービス は、オーバーヘッドなしに拡張性を確保します。AI統合のようなトレンドが加速する中、一歩先を行くには、この知識を今すぐ活用することです。お客様のプロジェクトに複雑な形状が含まれる場合は、今すぐ適格なプロバイダーにRFQを提出し、カスタマイズされた洞察を得てください。.
よくあるご質問
多軸CNC旋盤加工は、3軸加工に比べてどのような利点がありますか?
多軸旋盤加工では、1回のセットアップで完全な加工が可能なため、3軸加工で問題となる再アライメントエラーが発生しません。これにより、サイクルタイムを最大50%短縮し、公差を±0.0002インチまで改善します。角度のある形状のような複雑な形状では、工具交換や人の介入を最小限に抑えます。生産工程では、スクラップ率の低減とバッチ間の一貫した品質につながります。エンジニアは、ハイブリッド・ターンミル加工の汎用性を高く評価しており、航空宇宙産業や航空宇宙産業にとって不可欠な機械となっています。 医療部品.
材料特性は多軸旋削パラメータにどのような影響を与えますか?
チタンのような硬い材料は、加工硬化とエッジの蓄積を防ぐために、低速(150 SFM)とポジティブレーキ工具が必要です。より軟らかいアルミニューム材は、より高い送りを許容するが、たわみを避けるために剛性の高い固定具が必要である。熱伝導率はクーラントの選択に影響する。誤ったパラメータは、仕上げ不良や工具の故障につながる。実際には、切り屑の形成に基づいて調整する。.
多軸操作におけるチャタリングへの一般的なトラブルシューティング手順は?
まず、工具のオーバーハングをチェックし、直径比を4:1以下に保つ。主軸回転数を上げるか、送りを減らして高調波をシフトさせる。安定性を向上させるために、減衰ホルダを使用するか、チップの形状を変更してください。治具の剛性を確認します。チャックが緩んでいると振動が増幅されます。振動が続くようであれば、加速度計で分析し、共振周波数を特定し、再チューニングする。ショップの経験では、80% のビビリはベアリングのような磨耗した部品に起因しています。.
エンジニアが多軸CNC旋盤加工の外注を検討するタイミングは?
社内の稼働率が60%を下回ったり、特定の軸構成が不足している場合にアウトソーシングする。プロトタイプや少量生産(500台以下)の場合、$200,000以上の機械に資本拘束されることを避けることができる。プロバイダーは、エキゾチックな材料の専門知識を提供し、リスクを軽減します。リードタイム、医療用ISO13485のような認証、厳しい公差を扱う能力に基づいて評価する。RFQプロセスは、サンプル部品を通して真の能力を明らかにします。.
多軸旋盤加工におけるコストと精度のトレードオフとは?
精度が高くなると、より遅い送りと高級工具が要求され、時間当たりのコストは$100から$150に増加する。多軸はセットアップを減らすが、熟練したプログラミングを必要とし、人件費が15-20%増加する。大量生産では、効率は相殺され、少量生産では、より単純な方法が好まれる。設計を最適化することでバランスをとり、不必要なアンダーカットを避ける。エラーによる材料の無駄は、機械代金を上回ることがよくあります。.




