 コンテンツにスキップ
コンテンツにスキップ 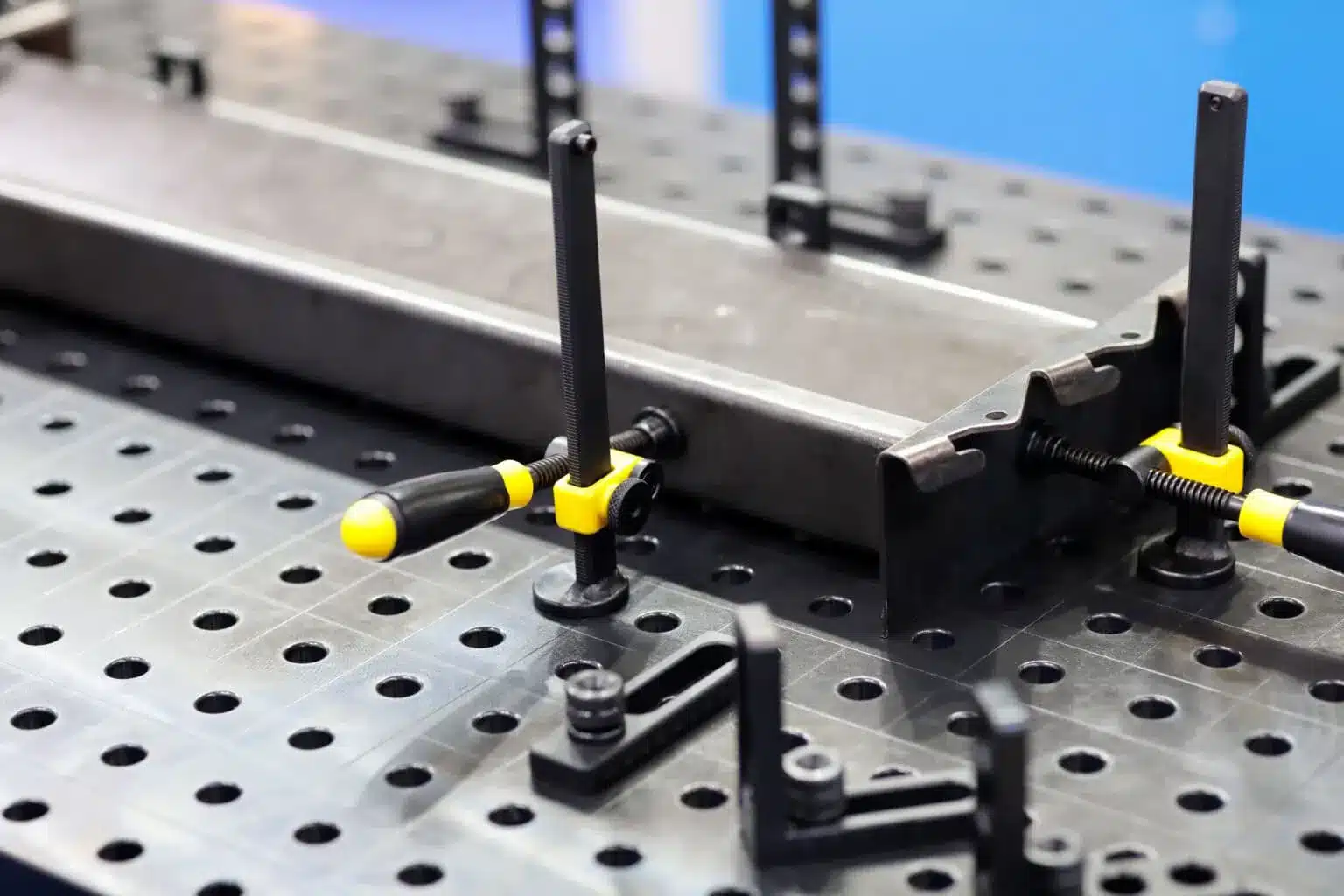
位置決め装置とクランプ装置とは?
位置決め装置とクランプ装置は、次のような場合に不可欠な部品です。 治具と固定具 機械加工、組立、検査中にワークピースが正確に位置決めされ、確実に保持されるようにします。これらの装置は、正確な製造結果を達成し、エラーを減らし、生産性を向上させるために不可欠です。
治具・冶具設計におけるロケータの定義

ロケーターは、治具や冶具内でワークを正確に位置決めするための装置です。その主な機能は、基準点または平面を確立することであり、製造工程全体を通して、部品が固定された再現可能な位置に保持されることを保証します。ロケーターは、製造において寸法精度と均一性を達成するための基礎となります。
クランプ装置の定義
クランプ装置は、ワークピースの位置が適切であれば、それをしっかりと固定するために使用されます。クランプの主な役割は、加工中に加わる力に抵抗し、パーツの移動や変形を防ぐことです。クランプは、パーツの変形や損傷を最小限に抑えながら、加工物をしっかりと保持するように設計されており、加工がスムーズかつ正確に行われることを保証します。
クランプの前に位置決めが必要な理由(工学原理)
エンジニアリングでは、クランプの前に位置決めをするという原則が基本です。ワークピースを正確に位置決めするためには、まずロケータを使って正確に位置決めしなければなりません。部品が正確に位置決めされると、クランプを適用して部品をしっかりと固定することができます。最初に位置決めを行うことで、部品が正しく位置決めされる前にクランプされた場合に起こりうる位置ずれを防ぐことができます。この順序により、部品が最適な姿勢になってからクランプ力を加えることができ、歪みや誤った位置決めのリスクを低減します。
目的と重要性
ロケーターが再現性を保証する方法
ロケーターは、製造における再現性に不可欠です。ロケーターは、すべてのワークピースが毎回正確に同じ位置に配置されることを保証します。正確な位置決め装置は、生産におけるばらつきを低減し、機械加工工程における不良の低減と信頼性の向上につながります。
クランプが切断力に対して安定性を保つ方法
クランプは、切断中のワークの安定性を維持するために重要である、 ターニングまたはその他の機械加工作業。切削工具から発生する力は、パーツのズレを引き起こし、不正確な加工や破損の原因となることがあります。クランプは、ワークをしっかりと固定することで、これらの力に対抗し、正確な加工を可能にし、パーツの歪みのリスクを低減します。
サイクルタイム、公差、工具寿命への影響
位置決め装置とクランプ装置の設計は、サイクルタイム、公差、工具寿命に直接影響します。優れた設計の装置はセットアップ時間を短縮し、生産サイクルの高速化を実現します。正確な位置決め装置は、公差のばらつきを最小限に抑え、厳しい仕様を満たす高品質な部品を生産する上で極めて重要です。さらに、効果的なクランプは、ワークの移動を防ぐことで工具の摩耗を減らし、工具寿命を延ばし、工具交換の頻度を減らします。
リーン生産と精密CNCオペレーションにおける役割
リーン生産では、無駄をなくし、工程を最適化することが目標です。位置決め装置とクランプ装置は、効率を改善し、ダウンタイムを削減し、部品が最初に正しく加工されるようにすることで、重要な役割を果たします。精密 CNC加工高精度が要求される場合、これらの装置は、すべてのサイクルにおいて部品を確実かつ安定的に保持するために不可欠です。
治具と固定具における位置決めの基本原則
3-2-1の原則の説明(一次、二次、三次ロケーター)
について 3-2-1の原則 は、フィクスチャー内でワークを位置決めするために広く使われている方法です。これは、ワークピースが3軸-X、Y、Zすべてに沿って適切に拘束されていることを保証します。
- プライマリー・ロケーター:通常、部品の最も大きく平らな表面に配置される。
- セカンダリー・ロケーター:これらはさらに2つの軸をコントロールし、一般的に2番目に大きな面に配置される。
- 三次ロケーター:最終軸を拘束し、部品があらゆる方向に正しく配置されるようにします。
自由度(6自由度)
3次元空間では、剛体は3つの並進運動(X、Y、Z)と3つの回転運動(ピッチ、ヨー、ロール)の6つの自由度を持つ。ロケータは特定の自由度を拘束することで、ワークが好ましくない方向に動いたり回転したりするのを防ぎます。効果的な位置決めは、これらの自由度を最小化し、ワークピースが必要な方向に固定されるようにします。
冗長な場所を避ける
冗長な位置決めは、過剰なロケータを使用し、ワークピースに不必要な拘束を与えた場合に発生します。これはパーツの変形や過度のストレスにつながり、加工精度に悪影響を及ぼす可能性があります。パーツの形状と必要な加工工程に基づいて、適切な数のロケータを使用することが不可欠です。
加工力に対する適切なロケータ配置
ロケーターは、加工作業の邪魔にならない場所に設置しなければならない。ワークピースに歪みを与えることなく、切削工具から発生する力に耐えられるように配置する必要があります。また、加工精度に影響を与える可能性のある振動が発生しないように、ロケータを配置する必要があります。
位置決め精度対治具コストの最適化
高品質の製造には正確な位置決めが不可欠ですが、治具のコストも考慮する必要があります。より複雑なロケーターシステムは、より高い精度を提供するかもしれませんが、治具コストと製造時間を増加させる可能性もあります。エンジニアは、望ましい精度を達成することと、生産効率を最適化するためのコスト管理の間でバランスを取らなければなりません。
ロケーティング・デバイスの種類
フラット・ロケーター
フラット・ロケーターは、平らな面に沿ってワークを支持し、パーツが冶具と平行になるようにするために使用される。平らな面を持つ部品のフライス加工や穴あけ加工によく使用される。
円筒形ロケータ / ピン・ロケータ
円筒形ピン・ロケータは、丸い形状の部品に使用します。これらのロケータは、ワークピースの対応する穴やスロットにはめ込み、適切なアライメントを確保します。ピン・ロケータは、旋盤加工やフライス加工で円筒形部品の位置決めによく使用されます。
ラウンド&ダイヤモンド位置決めピン
丸ピンや菱形ピンは、より複雑な形状、特に精密な位置決めが必要な場合に使用されます。これらのピンは、表面が不規則な部品や平坦でない部品に最適で、確実で再現性の高い位置決めが可能です。
レストパッド&サポートブロック
レストパッドとサポートブロックは、ワークピースにさらなる安定性とサポートを提供するために使用されます。これらは、ドリル加工や研削加工など、加工工程中に一定の姿勢で保持する必要がある部品に特に有効です。
Vブロックロケーター(丸型部品用)
Vブロックロケータは、円筒ワーク用に設計されています。V字形状がワークをしっかりと保持し、旋盤加工やフライス加工などの作業で正確な位置決めを実現します。
調整可能ロケータ / スプリング式ロケータ
調整可能なロケーターにより、さまざまな寸法の部品に対応し、冶具設計の柔軟性を実現します。スプリング式ロケーターは、ワークピースのサイズに合わせて自動的に調整され、部品サイズのわずかなばらつきを補正しながら、確実なホールドを提供します。
複雑な形状のネスティング・ロケーター
ネスティングロケーターは、複雑な形状や不規則な形状のワークピースに使用されます。ワークピースの輪郭に「入れ子」になるため、サポートを追加することなく、加工時にワークピースが正しく位置決めされます。
位置決め装置選択のガイドライン
公差スタックアップに関する考察
位置決め装置を選択する際、エンジニアは様々な部品によるわずかな誤差が積み重なることで発生する公差スタックアップを考慮しなければなりません。このようなばらつきを補正できるロケーターを選択することで、最終製品が厳しい公差要件を満たすようになります。
ロケーター材質の選択(工具鋼、超硬、硬化鋼)
ロ ケ ー タ の 材 質 は 、 特 定 の 用 途 に 必 要 な 耐 摩 耗 性 に 基 づ い て 選 択 す る 必 要 が あ る 。工具鋼、超硬、硬化鋼が一般的です。 材料 耐久性があり、長期間にわたって精度を維持できるためである。材料の選択は、被削材の材質、加工プロセス、予想される生産量などの要因によって決まります。
被削材効果(アルミ、スチール、鋳鉄)
ワークピースの材質が異なれば、ロケーター材質の選択にも影響する。例えば、アルミニウムのような柔らかい材質の場合、接触面がより柔らかいロケータが必要になることがあり、鋼や鋳鉄のような硬い材質の場合、摩耗や損傷に耐えるため、より頑丈なロケータが必要になることがある。
チップクリアランスとアクセシビリティ要因
ロケータは、加工プロセスの妨げとなる切り屑の堆積を防ぐため、十分な切り屑のクリアランスを設けて設計する必要があります。また、ワークピースを固定具から簡単に出し入れできるようにするためには、ロケータのアクセス性も不可欠です。
治具・冶具のクランプ装置
クランピングとは何か(定義と機能)
クランプとは、加工、組み立て、検査中にワークが動かないように、治具や冶具に固定することです。効果的なクランプにより、切削力が加わっても部品が安定し、変形を防ぎ、正確な加工結果を得ることができます。
ワークの動きを防ぐクランプの仕組み
クランプはワークピースに力を加え、ロケータにしっかりと固定します。クランプが加える力は、加工中に発生する切削力を打ち消し、ワークがずれたり、振動したり、変形したりするのを防ぎます。
ロケーターに対するクランプ力の方向
クランプ力は、ロケーターシステムを補完する方向に加える必要があります。ワークを歪ませたり、特定の部位に過度な圧力をかけたりすることなく、ロケーターに対してワークを保持するように力を加えなければなりません。
"保持 vs 歪み" - ワークの反りを避ける
クランプする際には、ワークを確実に保持することと、反りの原因となる過度の力を避けることのバランスをとることが重要です。適切に設計されたクランプは、不要な応力や変形を引き起こすことなく、ワークをしっかりと固定します。
クランプ装置の種類
手動クランプ装置
手動式クランプ装置は、ワークを固定するために人の力に頼る。例えば、以下のようなものがある:
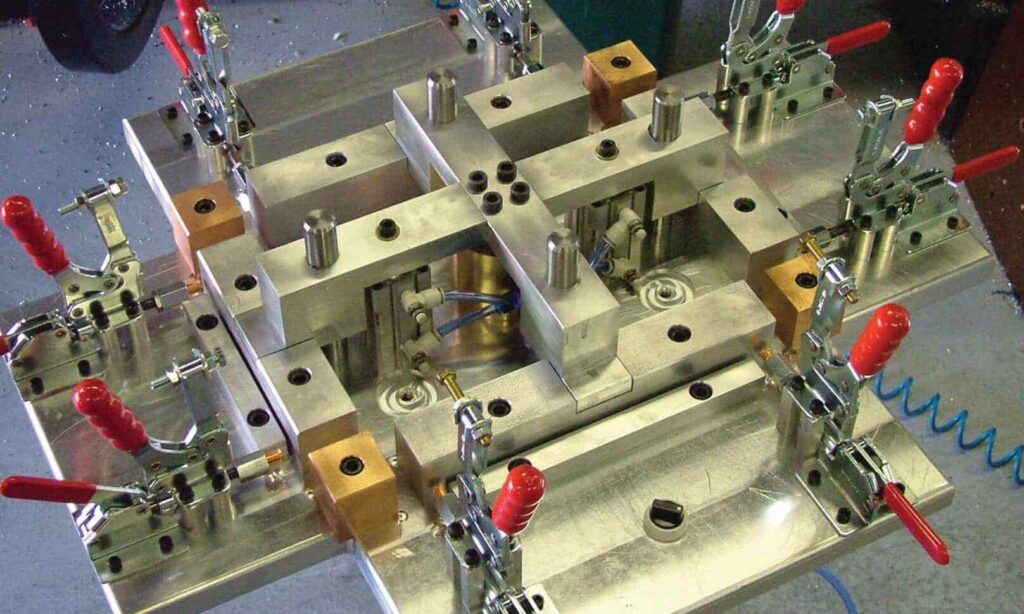
- トグルクランプ:最小限の労力で迅速かつ確実なクランプ力を提供。
- ストラップクランプ:特に不規則な形状の部品に有効です。
- スクリュークランプ:精密作業に使用され、クランプ力を細かくコントロールできる。
- エッジクランプ:エッジに沿って部品を固定するのに最適。
- カムクランプ:高い力で素早く簡単にクランプできます。
電動クランプ
電動クランプは、油圧、空圧、またはモーター駆動のシステムを使用してクランプ力を加え、自動化された環境でより高い速度と一貫性を提供します。これには以下が含まれます:
- 油圧クランプ:調整可能なクランプ力を提供し、高生産環境でよく使用される。
- 空気圧クランプ:圧縮空気を使用して、部品を素早く効率的にクランプします。
- スイングクランプ:クランプ力の調整と適用が容易。
- マグネットクランプ:デリケートな部品を非接触でクランプします。
- 真空クランプシステム:平らな部品や柔軟性のある部品に最適で、吸引力を利用してワークをしっかりと保持します。
特殊クランプ
特殊用途クランプは、以下のような特定の用途向けに設計されている:
- モジュラー固定クランプ:モジュラー治具システム用の適応クランプ。
- クイックリリースクランプ:大量生産における迅速な部品交換を可能にします。
- 自動調整クランプ:ワーク寸法のばらつきに自動調整。
クランプの原理(工学の基礎)

クランプ力の計算
クランプ力は、ワークの材質、切削力、必要な安全レベルに基づいて計算する必要があります。不十分なクランプ力は部品の移動につながり、過大な力は変形の原因となります。
力の方向とワークの挙動
歪みを防ぐには、クランプ力の方向が重要です。クランプは、ワークの曲げやねじれを誘発しないように力を加える必要があります。
ワークの損傷を避ける(パッド、ブッシュ、ソフトジョー)
デリケートな部品への損傷を防ぐため、クランプには、クランプ力を均等に分散し、ワークピースに傷をつけたり変形させたりする危険性を減らすソフトパッド、ブッシュ、またはソフトジョーを含める必要があります。
耐振動性と安定性
クランプは切断力による振動に耐えるように設計されていなければなりません。振動は、切断の精度を低下させます。 加工そのため、クランプは作業中に動かないよう、安定した剛性のあるホールドを提供する必要がある。
荷物の出し入れのしやすさ
クランプは、ワークピースの迅速かつ安全な出し入れを容易にするために、簡単にアクセスできるように設計されるべきである。クランプ機構は、作業者が最小限の労力で部品を抜き差しできるものでなければならない。
位置決めとクランプの統合
ロケーターとクランプの連携
部品が正確に位置決めされ、確実に保持されるためには、ロケータとクランプが連動しなければなりません。ロケーターはワークを正確に位置決めし、クランプは加工中に必要な力を加えてワークを固定します。
フィクスチャーの歪みを防ぐ
ロケータとクランプを適切に統合することで、設計者は加工プロセス中に治具が歪まないようにすることができます。この統合により、パーツの位置決めが正しく行われなかったり、クランプ力が過大になったりすることで発生する可能性のあるエラーを防ぐことができます。
力の配分
クランプ力の配分をバランスさせることは、部品の歪みを防ぎ、安定した品質を確保するために不可欠です。クランプからの力は、どの領域も過少または過度の拘束にならないよう、均等に加える必要があります。
加工力(ドリル加工、フライス加工、旋盤加工)に合わせる
ロケーターとクランプは、加工中の安定性を維持するため、加工力の方向に合わせてください。 カッティングドリル加工、フライス加工、旋盤加工など。適切なアライメントにより、切削工具からの力が部品のずれや変形を引き起こさないようにします。
よくある間違いとそれを避ける方法
オーバークランプ
過大なクランプ力は部品の歪みや損傷の原因となります。エンジニアは、材料特性と加工条件に基づいて、必要なクランプ力を慎重に計算する必要があります。
冗長ロケーション
ロケーターを多用すると、不必要な拘束が生じ、部品の歪みにつながります。3-2-1の原則に従い、部品を過剰に拘束しないことが重要です。
クランプの位置が悪い
クランプの位置が不適切だと、加工中に部品がずれたり変形したりすることがあります。クランプは、加工工程を妨げることなく、切削工具から発生する力に抵抗できるような位置にしてください。
誤った材料の使用
ロケーターやクランプの材質を間違えると、早期摩耗や故障につながることがあります。ワークピースや加工環境に適合する材料を使用してください。
チップクリアランスの不足
切り屑のクリアランスが不十分だと、切り屑が堆積し、 加工作業の妨げになることがある。ロケータとクランプが、加工中に切り屑を適切に除去できるように設計されていることを確認してください。
実際の治具・冶具のクランプ/位置決め例
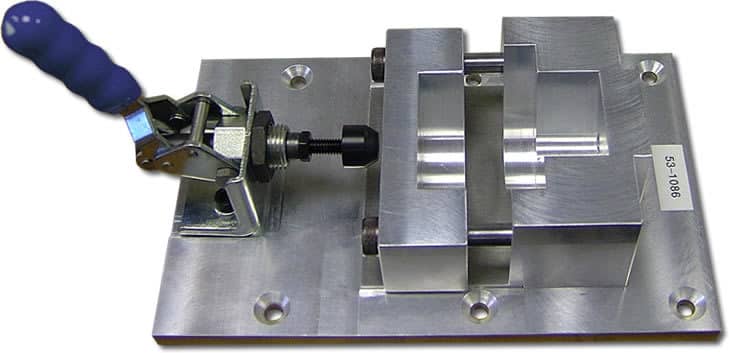
ドリル治具クランプ&ロケーターセットアップ
ドリル治具は、トグルクランプが穴あけ作業中にワークを確実に保持しながら、円筒ピンロケータを使ってパーツを正確に位置決めする。
フライス治具位置決めピン+スイングクランプ
フライス治具では、丸い位置決めピンが正確な位置決めを保証し、スイングクランプが、カッターが材料を除去する際にワークを所定の位置に保持する。
円筒部品用Vブロック+ストラップクランプ
ストラップクランプでワークを固定し、加工中の安定性を確保しながら、Vブロックロケーターで円筒状パーツを固定します。
自動車冶具における油圧クランプ
自動車用治具では、油圧クランプが均一な力で大きな部品を固定し、大量生産時の精度を確保する。
設計図面ロケーター&クランプ
標準記号と注釈
設計図面では、ロケーターとクランプを表すために標準的な記号と注釈を使用し、設計意図を明確に伝えるようにする。
ロケータのGD&Tに関する考察
幾何学的寸法公差(GD&T)は、部品の位置と向きの許容されるばらつきを指定するために使用され、ロケータが部品に対して正確に位置決めされるようにします。
クランプ装置のコールアウト
クランプ装置の吹き出しには、クランプの種類、位置、クランプ力や調整能力などの関連する詳細を明記する。
分解図とBOM(部品表)のベストプラクティス
組み立て、メンテナンス、部品の調達に役立つように、フィクスチャーの分解図と部品表(BOM)をエンジニアリング図面に含めるべきである。
位置決め・クランプ装置に最適な素材
工具鋼(D2、O1、A2)
工具鋼は、その硬度、耐摩耗性、高ストレス条件下でも寸法精度を維持する能力から、ロケーターやクランプに一般的に使用されています。
超硬ロケーター
超硬チップロケータは、優れた耐摩耗性を備え、工具の寿命が重要な高精度アプリケーションに最適です。
硬化鋼と軟鋼部品の比較
焼入れ鋼は耐久性の高い用途に使用され、軟鋼はコスト効率が高く、それほど要求の厳しくない作業に適している。
デリケートパーツ用ソフトパッド&ナイロンインサート
デリケートな部品には、ソフトパッドやナイロンインサートを使用し、クランプ中の損傷からワークを保護し、加工中にマーキングや傷が発生しないようにします。
近代的でスマートな位置決め/クランプシステム
モジュラー固定システム
モジュール式フィクスチャー・システムは、異なるパーツ用にフィクスチャーのセットアップを素早く調整または再構成できるようにすることで、柔軟性を提供します。
ゼロ点クランプシステム
ゼロポイントクランプシステムは、機械上のあらかじめ定義された位置を使用することで、迅速な部品交換を可能にし、迅速なセットアップ時間と高精度を提供します。
スマート油圧&ロードセンサー
スマート油圧システムは、荷重センサーを使用して、クランプ力をリアルタイムでフィードバックし、最適なパフォーマンスを確保し、オーバークランプのリスクを最小限に抑えます。
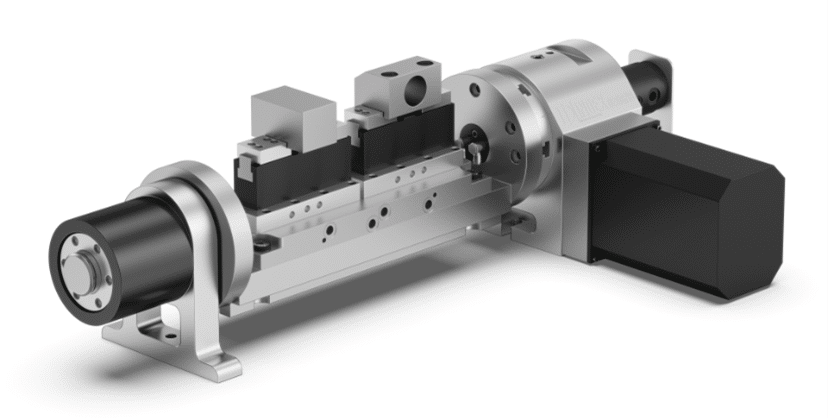
自動化とロボットに優しいクランプ
自動化に適したクランプは、ロボットアームやその他の自動化システムとシームレスに動作するように設計されており、完全自動化された生産ラインを可能にします。
エンジニアのためのチェックリスト - 位置決めとクランプ設計
- DoFはコントロールされているか? 6つの自由度(並進と回転)すべてが適切に拘束されていることを確認する。
- 適切なロケーター連絡先 ロケータが正しい位置でワークと接触していることを確認する。
- クランプ力は適切か? ワークを歪ませることなく確実に保持するために、クランプ力が十分であることを確認してください。
- ワークピースの変形はないか? 加工プロセスを通じて、ワークピースに損傷がないことを確認する。
- 荷物の積み下ろしが簡単? 迅速で安全な搬出入ができるように固定具を設計する。
- オペレーターにとって安全か? すべてのコンポーネントが、人間工学的な配慮を含め、オペレーターの安全を考慮して設計されていることを確認する。
結論
ロケーターはワークを高精度に位置決めし、クランプは加工中にワークを確実に固定します。これらのコンポーネントが一体となって、正確で再現性の高い、高品質の製造結果を達成するために重要な役割を果たします。
精密製造における重要性
精密製造において、優れた設計の位置決め装置とクランプ装置の組み合わせは非常に重要です。これらの装置は、部品が高い精度と最小のばらつきで加工されることを保証し、高品質で信頼性の高い製品を生産するために不可欠です。
位置決め・クランプ装置に関するFAQ
ロケーターとクランプの違いは何ですか?
ロケーターは、加工前にワークピースを冶具に位置決めし、正確なアライメントを確保します。クランプは、ロケーターで位置決めされたワークを固定し、加工中の移動を防ぎます。重要な違いは、ロケーターが位置決めに重点を置くのに対し、クランプは加工中のワークの固定に重点を置くことです。
CNCフライス加工に最適なクランプタイプは?
CNCフライス加工用、 トグルクランプ そして 油圧クランプ が一般的に使用されている。トグルクランプは、迅速なクランプと簡単な調整を提供し、油圧クランプは、調整可能な力を提供し、大量の自動化されたプロセスに最適です。
ロケートとクランプの違いは?
ロケータがワークを正確に位置決めします。クランプは加工中、ワークをロケータにしっかりと固定します。
クランプ力の決め方は?
想定される切断力の2~3倍の力で切断してください。歪みを避けるため、常に重い部分や固いロケーターに向けてクランプする。





