
Einführung in Bohrlehren
Eine Bohrvorrichtung ist ein spezielles Werkzeug, das zur Führung des Bohrers beim Bohren verwendet wird, um eine präzise Platzierung, Ausrichtung und einen genauen Durchmesser des Lochs zu gewährleisten. Sie hält das Werkstück in einer festen Position und bietet gleichzeitig eine Führung für das Schneidwerkzeug. Bohrschablonen sind für Anwendungen konzipiert, die eine hohe Genauigkeit, Wiederholbarkeit und Konsistenz erfordern, insbesondere in Branchen wie der Automobil-, Luft- und Raumfahrt- sowie der Elektronikindustrie.
Zweck in der Zerspanung
Der Hauptzweck einer Bohrvorrichtung besteht darin, sicherzustellen, dass das Werkzeug einer vorbestimmten Bahn folgt, um Fehlausrichtungen zu vermeiden und zu gewährleisten, dass die Löcher an der exakten Stelle, in der exakten Tiefe und im exakten Winkel gebohrt werden. Diese Genauigkeit ist bei hochpräzisen Fertigungsprozessen von entscheidender Bedeutung, bei denen selbst die kleinste Abweichung zu einem Ausfall oder einer Nachbearbeitung des Teils führen kann.
Unterschiede zu allgemeinen Vorrichtungen und Halterungen
Während allgemeine Lehren und Vorrichtungens Führung des Werkzeugs und Halten des Werkstücks, ein Bohrschablone ist darauf spezialisiert, den Bohrer zu führen und sicherzustellen, dass er am Werkstück ausgerichtet bleibt und genau an den gewünschten Stellen bohrt. Im Gegensatz zu Spannvorrichtungen, die das Teil einfach nur festhalten, Bohrlehren führen das Schneidwerkzeug aktiv, um ein exaktes Lochmuster zu erzielen, und sind daher bei Vorgängen wie Bohren, Reiben und Gewindeschneiden unerlässlich.
Vorrichtungen für Bohrmaschinen - Hauptunterschiede
- Schablone führt das Werkzeug
Eine Bohrschablone enthält Bohrbuchsen oder andere Führungselemente, die die Bewegung des Werkzeugs direkt beeinflussen. Sie sorgt dafür, dass das Schneidewerkzeug der richtigen Bahn folgt, und gewährleistet so die Präzision während des Bohrvorgangs. - Halterung hält nur das Werkstück
Im Gegensatz dazu dient eine Vorrichtung nur der Sicherung des Werkstücks. Sie führt nicht das Werkzeug, sondern sorgt dafür, dass das Teil während der Bearbeitung in der richtigen Ausrichtung stabil bleibt. Vorrichtungen werden häufig für Bearbeitungen wie das Fräsen verwendet, Drehen, oder Schleifen, bei denen das Werkzeug von der Maschine und nicht von der Vorrichtung selbst geführt wird.
Warum das Bohren besondere Vorrichtungen erfordert
- Genauigkeit der Bohrung
Eine Bohrschablone sorgt dafür, dass der Bohrer genau in der Position bleibt, die für die Herstellung präziser Löcher erforderlich ist. Dieses Maß an Präzision ist besonders in Branchen wichtig, in denen die Teile engen Toleranzvorgaben entsprechen müssen. - Positionelle Wiederholbarkeit
In Fertigungsumgebungen, in denen identische Teile in hohen Stückzahlen produziert werden müssen, stellen Bohrvorrichtungen sicher, dass jedes Loch jedes Mal genau an der gleichen Stelle gebohrt wird, um die Konsistenz über den gesamten Produktionslauf hinweg zu gewährleisten. - Werkzeugausrichtung
Bohrvorrichtungen helfen bei der korrekten Ausrichtung der Werkzeuge, was besonders bei der Arbeit mit mehrachsigen Maschinen oder komplexen Geometrien wichtig ist. Eine korrekte Werkzeugausrichtung verringert das Risiko von Fehlern, Werkzeugverschleiß und Teileverzug. - Konsistenz in der Großserienproduktion
In der Massenproduktion sind Bohrvorrichtungen unverzichtbar, um die Wiederholbarkeit des Bohrprozesses zu gewährleisten, die Rüstzeit zu verkürzen und die Produktionsgeschwindigkeit zu erhöhen, ohne die Qualität zu beeinträchtigen.
Wesentliche Elemente von Bohrvorrichtungen
Vorrichtungskörper
Der Körper einer Bohrschablone besteht in der Regel aus dauerhaften Materialien wie Stahl, Aluminium oder Gusseisen und dient als Rahmen für alle anderen Komponenten. Der Vorrichtungskörper ist so konzipiert, dass er das Werkstück sicher festhält und während des Bohrvorgangs stabil bleibt.
Ortungsgeräte (3-2-1 für Bohraufbauten)
Zur Positionierung des Werkstücks in der Vorrichtung werden Anschlagmittel verwendet. Die 3-2-1-Prinzip wird häufig angewandt, wobei drei Punkte die Position des Werkstücks im Raum kontrollieren. Dieses Prinzip gewährleistet, dass das Werkstück in der richtigen Position gehalten wird, ohne dass es sich während des Bohrvorgangs unnötig bewegt.
Spannvorrichtungen
Spannvorrichtungen halten das Werkstück sicher fest und verhindern jede Bewegung oder Verformung während des Bohrvorgangs. Diese Spanner können je nach Anwendung und Produktionsvolumen als Schnellspanner, Schraubspanner oder pneumatische/hydraulische Spanner ausgeführt sein.
Bohrbuchsen (Werkzeugführungen)
- Typen
Bohrbuchsen sind das wichtigste Element einer Bohrschablone. Sie führen den Bohrer an die genaue Stelle des Lochs und gewährleisten so die Genauigkeit. Es gibt mehrere Arten von Bohrbuchsen:
- Standard-Durchführungssysteme
Sie sind die am häufigsten verwendeten Buchsen und werden häufig aus gehärtetem Stahl hergestellt, um dem Verschleiß zu widerstehen. - Einpressbuchsen
Diese Buchsen werden in den Vorrichtungskörper eingepresst und kommen zum Einsatz, wenn eine dauerhaftere Lösung erforderlich ist. - Erneuerbare Buchsen
Erneuerbare Buchsen ermöglichen den Austausch verschlissener Buchsen, ohne dass die gesamte Vorrichtung ausgetauscht werden muss, was eine kosteneffektive Lösung für hochvolumige Arbeiten darstellt.
- Standard-Durchführungssysteme
Indizierungs- und Positionierungselemente
Diese Elemente werden verwendet, um das Werkstück in verschiedenen Winkeln oder Positionen zu positionieren, um mehrere Löcher in dasselbe Teil zu bohren. Indexierungssysteme in Vorrichtungen können mechanisch oder automatisch sein und gewährleisten eine präzise Drehung des Werkstücks beim Bohren mehrerer Löcher.
Spanabstände und Kühlwege
Für einen effizienten Bohrvorgang sind ein ausreichender Spänespielraum und ausreichende Kühlmittelwege von entscheidender Bedeutung. Diese Merkmale verhindern ein Verstopfen durch Metallspäne und tragen dazu bei, eine kühle Schneidumgebung aufrechtzuerhalten, was die Werkzeuglebensdauer verlängert und die Bearbeitungseffizienz verbessert.
Arten von Bohrschablonen

1. Schablone Jig
- Einfaches Layout
Eine Schablonenvorrichtung ist eine der einfachsten Arten von Vorrichtungen und besteht aus einer flachen Platte mit Löchern, durch die das Werkzeug geführt wird. Sie ist am besten für leichte Bohrarbeiten geeignet, bei denen die Löcher an bestimmten, wiederholbaren Stellen gebohrt werden müssen.
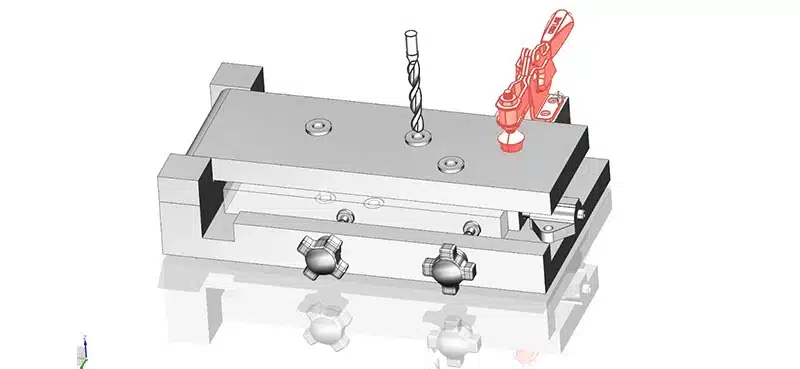
2. Platte Schablone
- Häufigste
Eine Plattenlehre besteht aus einer Grundplatte mit Bohrbuchsen, die zur Führung des Werkzeugs dienen. Sie wird häufig zum Bohren von Löchern in großen Teilen verwendet und gewährleistet präzise Lochabstände und Ausrichtungen.
3. Kanal-Vorrichtung
- U-förmiger Körper
Diese Vorrichtung hat einen U-förmigen Körper, der lange oder rechteckige Teile sicher hält. Das Werkzeug wird durch eine Buchse innerhalb des Kanals geführt, wodurch die Genauigkeit beim Bohren entlang der Länge des Teils gewährleistet wird.
4. Blattschablone
- Klappflügel zum Be- und Entladen
Die Blattvorrichtung enthält ein Klappteil, das ein einfaches Be- und Entladen der Werkstücke ermöglicht. Sie wird häufig in Montagelinien oder in Umgebungen eingesetzt, in denen ein schneller Wechsel erforderlich ist.
5. Box Jig
- Schließt das Werkstück ein
Eine Kastenvorrichtung umschließt das Werkstück vollständig und bietet mehrere Kontaktpunkte zum Einspannen. Diese Vorrichtung wird für mehrseitige Bohrungen verwendet oder wenn das Werkstück in verschiedenen Winkeln gebohrt werden muss.
6. Modifizierbare / universelle Vorrichtungen
- Einstellbare Führungen
Diese Vorrichtungen sind auf Flexibilität ausgelegt und verfügen über verstellbare Führungen, die sie für unterschiedliche Werkstücke geeignet machen. Sie sind ideal für Kleinserien Bearbeitung wo schnelle Anpassungen erforderlich sind.
7. Indexierungsvorrichtungen
- Zum Bohren in mehreren Winkellagen
Indexiervorrichtungen ermöglichen eine präzise Drehung des Werkstücks und damit das Bohren mehrerer Löcher in unterschiedlichen Winkeln auf demselben Teil. Diese Vorrichtungen sind für das Bohren komplexer Lochmuster in einem einzigen Werkstück unerlässlich.
8. Zapfenvorrichtungen
- Drehbar
Bei großen oder komplexen Bauteilen ermöglichen Zapfenvorrichtungen eine Drehung des Werkstücks, wodurch der Zugang zu verschiedenen Oberflächen während des Bohrvorgangs erleichtert wird.
9. Bohrbuchsenvorrichtung (für Präzisionswerkzeuge)
- Präzisionswerkzeuge
Diese Vorrichtungen sind für hochpräzise Bohranwendungen konzipiert, bei denen eine exakte Werkzeugführung erforderlich ist. Sie werden für Werkzeugbearbeitungen verwendet, die extreme Genauigkeit erfordern.
What Is the 3-2-1 Principle in Jig and Fixture Design?
The 3-2-1 principle is the standard method for locating a workpiece in a jig or fixture using six points of contact. Three points sit on the primary base to lock down three degrees of freedom, two points sit on a secondary face to lock two more, and one point sits on the tertiary face to lock the final degree. Together, those six contacts fully constrain the part for accurate, repeatable machining.
Why six points
A rigid body in space has six degrees of freedom: translation along the X, Y, and Z axes, and rotation around each of those same axes. To machine a part accurately, every one of those six movements has to be controlled. The 3-2-1 method does that with the minimum number of contact points needed, which keeps the design simple, easy to clean, and easy to load.
How the contacts work
Three points on the primary locating face (typically the largest flat surface): These three points define a plane. Once the workpiece rests on them, it cannot translate downward along the vertical axis and it cannot rotate around the two horizontal axes. That accounts for three of the six degrees of freedom.
Two points on the secondary locating face (the longest side): These two points define a line. They prevent the workpiece from sliding sideways and from rotating around the vertical axis. That removes two more degrees of freedom.
One point on the tertiary locating face (the shortest end): This single point stops the workpiece from sliding along the remaining horizontal axis. With the sixth degree of freedom now controlled, the part is fully located.
A simple way to think about it
Picture a rectangular block sitting on a desk. The desk surface gives the block three contact points (three corners of the bottom). Push the block up against a wall on the long side: two more contacts. Push one end against a second wall: one final contact. The block now cannot move in any direction without lifting off one of those six contacts. That is the 3-2-1 principle in physical form.
Real-world application in CNC drilling
In a drilling jig, the 3-2-1 layout is built into the jig body using machined pads, locating pins, and a single end stop. When an operator drops a workpiece into the jig, gravity and the clamping system push the part against those six contacts. Every part that goes through the jig is located identically, which is what produces repeatable hole positions across a production run of 50, 500, or 50,000 units.
When the 3-2-1 principle is not enough
Two situations require adding contacts beyond the basic six:
- Thin or flexible parts: A sheet metal panel will deflect during drilling pressure. Additional support pads are added to prevent flex, but those pads are designed to be non-locating so they do not over-constrain the part.
- Round or curved parts: A cylinder does not have three flat faces. In that case, a V-block replaces the primary face and a separate end stop handles the axial location. The principle is the same. Only the geometry of the contacts changes.
Common mistakes engineers make
- Placing the three primary points too close together, which makes the part rock under cutting forces.
- Using more than six locating contacts, which causes the part to seat inconsistently because the contacts fight each other.
- Locating against an unmachined or rough cast surface, which destroys repeatability. The 3-2-1 contacts should always touch finished surfaces with known tolerances.
For a deeper engineering breakdown with stress calculations and a step-by-step fixture design example, see our full guide on the 3-2-1 locating principle in jig and fixture design.
Anwendungen von Bohrschablonen
Bohren von Automobilkomponenten
Bohrvorrichtungen sind in der Automobilindustrie unverzichtbar für die Herstellung präziser Lochmuster in Bauteilen wie Motorblöcken, Aufhängungsteilen und Fahrgestellen.
Lochmuster für die Luft- und Raumfahrt
In der Luft- und Raumfahrt stellen Bohrvorrichtungen sicher, dass kritische Teile wie Flügelholme, Rumpfabschnitte und Triebwerksaufhängungen die richtigen Lochmuster für den Zusammenbau und die Leistung aufweisen.
Elektronik und Kleinteile
Bohrschablonen werden zum präzisen Bohren von Löchern in kleinen Bauteilen wie Leiterplatten, Steckern und anderen elektronischen Geräten verwendet.
Strukturelle Fertigung
Im Baugewerbe und im Schwermaschinenbau werden Bohrvorrichtungen zum Bohren von Löchern in Bauteilen verwendet, um die richtige Ausrichtung für das Verschrauben und Schweißen zu gewährleisten.
Serienfertigung von mechanischen Teilen
Für die Serienproduktion bieten Bohrvorrichtungen die Konsistenz und Genauigkeit, die für qualitativ hochwertige Teile erforderlich sind, und sind somit ideal für die Massenproduktion.
CNC + Manuelle Bohrmaschinen
Bohrvorrichtungen werden sowohl in CNC- als auch in manuellen Bohrmaschinen eingesetzt, um sicherzustellen, dass die Teile sicher gehalten werden und der Bohrer den richtigen Weg findet.
Großvolumige Bohrungen mit Wiederholungsbohrungen
Bohrvorrichtungen sind in Branchen unverzichtbar, in denen Teile in großen Mengen mit identischen Bohrmustern hergestellt werden, wie z. B. im Automobilbau oder in der Luft- und Raumfahrtindustrie.
Konstruktionsüberlegungen für Bohrvorrichtungen (Ingenieurniveau)

Anforderungen an die Bohrung bestimmen
- Größe, Toleranz, wahre Position, Bohrungstiefe
Der erste Schritt bei der Konstruktion einer Bohrvorrichtung besteht darin, die Bohrungsspezifikationen klar zu definieren. Dazu gehört die Bestimmung des erforderlichen Lochdurchmessers, der Toleranz, der genauen Position und der Tiefe, um sicherzustellen, dass der Bohrvorgang den Fertigungsanforderungen entspricht.
Analysieren der Bohrkräfte
- Axialkraft, Radialkraft
Das Verständnis der Schneiden Kräfte, die beim Bohren wirken, ist von wesentlicher Bedeutung. Axial- und Radialkräfte wirken sich auf die Positionierung und Einspannung des Werkstücks aus. Die richtige Auslegung für diese Kräfte stellt sicher, dass die Vorrichtung die Stabilität aufrechterhalten und eine Bewegung des Werkstücks verhindern kann.
Anwendung des 3-2-1-Ortungsprinzips
- Stabilität des Werkstücks
Das 3-2-1-Prinzip wird zur Positionierung des Werkstücks in einer Vorrichtung verwendet, um jegliche Bewegung während des Vorgangs zu verhindern. Dieses Prinzip gewährleistet, dass das Werkstück sicher gehalten und genau ausgerichtet wird.
Spannmittel auswählen
- Kipp-, Schwenk-, Schraub-, hydraulische/pneumatische Klemmen
Die Auswahl der richtigen Spannvorrichtung ist entscheidend, um sicherzustellen, dass das Werkstück während des Vorgangs sicher gehalten wird. Zu den Optionen gehören Kniehebelspanner für schnelles und einfaches Einrichten oder hydraulische und pneumatische Spanner für hochvolumige Arbeiten.
Auswahl der Buchsen
- Feste, erneuerbare, Gleit- und Laufbuchsen
Die Wahl der geeigneten Buchsen für die Führung des Werkzeugs durch das Werkstück ist entscheidend. Feste Buchsen sind dauerhaft, erneuerbare Buchsen können nach Verschleiß ausgetauscht werden, und Gleitbuchsen bieten zusätzliche Flexibilität bei der Werkzeugführung.
Spanabfuhr bereitstellen
- Löcher, Schlitze, Kühlmittelkanäle
Eine wirksame Spanabfuhr ist entscheidend für die Aufrechterhaltung einer sauberen Arbeitsumgebung und die Gewährleistung der optimalen Leistung des Schneidwerkzeugs. Kühlmittelbahnen tragen dazu bei, den Werkzeugverschleiß zu verringern und eine Überhitzung beim Bohren zu verhindern.
Einfaches Be- und Entladen
- Ergonomie, Bedienersicherheit
Vorrichtungen sollten so konstruiert sein, dass sie leicht be- und entladen werden können, um die Ermüdung des Bedieners zu verringern und die Produktivität zu erhöhen. Sicherheitsmerkmale wie Schutzvorrichtungen und ergonomisches Design spielen ebenfalls eine wichtige Rolle bei der Reduzierung von Arbeitsunfällen.
Bohrbuchsen - Vollständiger Leitfaden
Zweck von Bohrbuchsen
Bohrbuchsen führen den Bohrer an die exakte Stelle des Werkstücks. Sie werden in den Vorrichtungskörper eingesetzt und sorgen für einen präzisen Bohrpfad, der sicherstellt, dass der Bohrer während des Bohrvorgangs nicht wandern oder sich verstellen kann.
Arten von Buchsen
- Einpressen, Schlupf/Erneuerbar, Liner, Einschrauben, Schnellwechsel
Jede Art von Buchse ist für unterschiedliche Anwendungen konzipiert. Einpressbuchsen sind dauerhaft, während erneuerbare und Gleitbuchsen einen einfachen Austausch ermöglichen. Schnellwechselbuchsen werden verwendet, wenn ein schneller Werkzeugwechsel erforderlich ist.
Buchse Materialien
- Gehärteter Stahl, Hartmetall, Hülseneinsätze
Buchsen werden hergestellt aus Materialien wie gehärteter Stahl oder Hartmetall, um dem Verschleiß bei Hochgeschwindigkeitsbohrungen standzuhalten. Hülseneinsätze bieten eine kostengünstige Möglichkeit, verschlissene Buchsen zu ersetzen, ohne dass die gesamte Vorrichtung ausgetauscht werden muss.
Buchsentoleranzen und Passung
Die Toleranz und der Sitz der Buchse sind entscheidend für die genaue Platzierung der Bohrung. Lose Buchsen können eine Fehlausrichtung des Werkzeugs verursachen, während zu feste Buchsen zu einem Verklemmen des Werkzeugs führen können.
Beispiele für Bohrschablonen (mit Anwendungsbeispielen)
Blechschablone für Automobilhalterung
Eine Plattenlehre hält eine Kfz-Halterung an ihrem Platz, während sie präzise Löcher für die Montage bohrt. Die Platte verfügt über mehrere Buchsen zur präzisen Platzierung der Löcher auf großen, flachen Teilen.
Kastenschablone für Getriebegehäuse
Eine Bohrlehre umschließt das Werkstück und ermöglicht das Bohren aus mehreren Winkeln, wodurch sichergestellt wird, dass alle Löcher in einem Getriebegehäuse mit gleichbleibender Tiefe und Position gebohrt werden.
Channel Jig für lange Schäfte
Eine Bohrschablone hält lange, zylindrische Teile wie Wellen sicher fest, während der Bohrer entlang der Länge des Teils geführt wird, was eine präzise Platzierung der Bohrung gewährleistet.
Blattschablone für Montagelinie
Die Flügelspannvorrichtung ermöglicht ein einfaches Be- und Entladen von Teilen auf einer Montagelinie. Sie ist klappbar und ermöglicht einen schnellen Zugang zum Werkstück.
Indexiervorrichtung für Winkellochmuster
Eine Indexiervorrichtung dreht das Werkstück, um Löcher in mehreren Winkelpositionen zu bohren. Sie gewährleistet Gleichmäßigkeit beim Bohren von Löchern in zylindrischen Teilen oder Teilen mit mehreren zu bohrenden Oberflächen.
Materialien für den Bohrvorrichtungsbau

Baustahl
Baustahl ist aufgrund seiner Verfügbarkeit und leichten Bearbeitbarkeit ein gängiges Material für Vorrichtungen. Er wird häufig für kostengünstige Bohrvorrichtungen mit geringen Stückzahlen verwendet.
Werkzeugstahl
Werkzeugstahl wird für Hochleistungsvorrichtungen verwendet, bei denen es auf Haltbarkeit und Verschleißfestigkeit ankommt. Er wird in der Regel in der Großserienfertigung eingesetzt.
Gusseisen
Gusseisen bietet hervorragende schwingungsdämpfende Eigenschaften und eignet sich daher für Vorrichtungen, die den Bearbeitungskräften standhalten müssen.
Aluminium (für Leichtbauvorrichtungen)
Aluminium wird für leichte Vorrichtungen verwendet, insbesondere für Anwendungen, bei denen es auf Tragbarkeit und einfache Handhabung ankommt.
Verbundwerkstoff/Polymer (3D-gedruckte Vorrichtungen)
3D-gedruckte Verbundwerkstoffe oder Polymere werden zunehmend für Kleinserien oder kundenspezifische Vorrichtungen verwendet und bieten Flexibilität und schnelle Prototyping-Möglichkeiten.
Vorteile von Bohrschablonen
Genauigkeit & Reproduzierbarkeit
Bohrschablonen gewährleisten eine hohe Genauigkeit und Wiederholbarkeit, indem sie das Werkstück sicher halten und das Werkzeug in die richtige Bahn führen.
Schnellere Produktion
Durch die Verringerung des Bedarfs an manueller Ausrichtung und Werkzeugeinstellung beschleunigen die Bohrvorrichtungen den Produktionsprozess, insbesondere in Umgebungen mit hohen Stückzahlen.
Geringere Anforderungen an die Fähigkeiten
Mit einer Vorrichtung können selbst angelernte Arbeiter Teile mit hoher Präzision herstellen, wodurch der Bedarf an hochqualifizierten Maschinenbedienern sinkt.
Multiloch-Präzision
Mit Hilfe von Vorrichtungen können mehrere Löcher präzise gebohrt werden, was die Fehlerquote verringert und die Gleichmäßigkeit eines Loses von Teilen gewährleistet.
Bessere Werkzeugstandzeit (geführtes Bohren)
Durch die Führung des Werkzeugs entlang der richtigen Bahn verringern Bohrschablonen den Werkzeugverschleiß und erhöhen die Lebensdauer des Werkzeugs, was langfristig zu Kosteneinsparungen führt.
Bohrschablonen vs. Bohrvorrichtungen
Wann wird eine Bohrlehre verwendet?
Bohrvorrichtungen sind unverzichtbar, wenn hohe Präzision, Wiederholbarkeit und Werkzeugführung erforderlich sind, insbesondere bei Bohrungen mit mehreren Löchern oder engen Toleranzen.
Wenn eine Halterung ausreicht
Eine Vorrichtung ist ausreichend, wenn der Schwerpunkt auf dem stabilen Halten des Werkstücks liegt, aber keine Werkzeugführung erforderlich ist. Spannvorrichtungen werden in der Regel für Bearbeitungen verwendet, bei denen der Werkzeugweg von der Maschine bestimmt wird, wie z. B. fräsen oder Drehen.
Abwägung zwischen Kosten und Genauigkeit
Während Vorrichtungen eine höhere Genauigkeit bieten, sind sie aufgrund ihrer Komplexität und der Notwendigkeit spezieller Werkzeugführungssysteme mit höheren Kosten verbunden. Vorrichtungen hingegen sind einfacher und kostengünstiger, bieten aber weniger Präzision bei der Werkzeugplatzierung.
Moderne Innovationen bei Bohrvorrichtungen
3D-gedruckte Bohrschablonen (SLA/SLS)
3D-Drucktechnologien wie SLA und SLS ermöglichen ein schnelles Prototyping und die Herstellung kundenspezifischer Bohrvorrichtungen mit komplizierten Designs, wodurch Vorlaufzeiten und Kosten reduziert werden.
Modulare Schnellwechselvorrichtungssysteme
Modulare Vorrichtungen ermöglichen eine schnelle Neukonfiguration und eignen sich daher ideal für die Fertigung von Teilen mit hohen Stückzahlen und geringen Stückzahlen, die unterschiedliche Vorrichtungsaufbauten erfordern.
Intelligente Vorrichtungen mit Sensoren
Intelligente Vorrichtungen, die mit Sensoren ausgestattet sind, können den Werkzeugverschleiß, die Teileausrichtung und die Kraftverteilung überwachen und so Echtzeit-Feedback zur Verbesserung von Genauigkeit und Effizienz liefern.
CNC-integrierte Vorrichtungen mit Positionierungsstiften
CNC-Maschinen kann jetzt Vorrichtungen mit automatischen Positionierungsstiften integrieren, die ein schnelleres und genaueres Einrichten ohne manuelle Eingriffe ermöglichen.
Häufige Probleme bei Bohrvorrichtungen und deren Behebung
Fehlausrichtung
Um Ausrichtungsfehler zu beheben, stellen Sie sicher, dass die Fixiervorrichtungen genau positioniert sind und dass der Vorrichtungskörper steif genug ist, um Verformungen während des Bohrens zu widerstehen.
Buchsenverschleiß
Ersetzen Sie verschlissene Buchsen regelmäßig, um die Genauigkeit der Werkzeugführung zu erhalten. Erneuerbare Buchsen und Gleitbuchsen können die Lebensdauer der Vorrichtung verlängern.
Gratanhäufung
Entwerfen Sie Vorrichtungen mit angemessenem Spänespiel, um zu verhindern, dass Grate den Bohrprozess beeinträchtigen.
Schlupf des Werkstücks
Verwenden Sie zuverlässige Spannvorrichtungen und achten Sie auf den richtigen Sitz des Werkstücks, um ein Verrutschen beim Bohren zu verhindern.
Verklemmung während des Bohrvorgangs
Stellen Sie sicher, dass der Bohrer und die Buchsen richtig ausgerichtet und geschmiert sind, um ein Verklemmen während des Betriebs zu verhindern.
Praktiken für Wartung und Inspektion
Intervalle für den Austausch von Buchsen
Überprüfen Sie die Buchsen regelmäßig auf Verschleiß und tauschen Sie sie bei Bedarf aus, um eine kontinuierliche Präzision bei den Bohrarbeiten zu gewährleisten.
Oberflächenreinigung
Reinigen Sie die Vorrichtungsoberflächen regelmäßig, um Ablagerungen zu entfernen und zu verhindern, dass diese die Genauigkeit der Teile beeinträchtigen.
Kontrolle des Klemmenverschleißes
Überprüfen Sie die Spannvorrichtungen auf Anzeichen von Verschleiß und stellen Sie sicher, dass sie eine gleichmäßige Kraft aufbringen, um das Werkstück sicher zu halten.
Schmierungspunkte
Die ordnungsgemäße Schmierung beweglicher Teile, wie z. B. Buchsen und Klemmen, ist für einen reibungslosen Betrieb und eine lange Lebensdauer der Vorrichtung unerlässlich.
Kalibrierung für hochpräzises Bohren
Kalibrieren Sie die Vorrichtungen regelmäßig, um eine gleichbleibende Genauigkeit und Leistung zu gewährleisten, insbesondere bei hochpräzisen Bohrarbeiten.
Schlussfolgerung
Bohrvorrichtungen sind für die präzise Platzierung von Bohrungen, die Ausrichtung der Werkzeuge und die Wiederholbarkeit von Bohrvorgängen unerlässlich. Sie spielen eine entscheidende Rolle bei der Herstellung qualitativ hochwertiger Teile, insbesondere in hochvolumigen und präzisionskritischen Umgebungen.
Vorrichtungen sind in der modernen Zerspanung unverzichtbar, da sie genaue und wiederholbare Bohrmuster liefern, die die Effizienz steigern, Fehler reduzieren und die allgemeine Produktqualität verbessern.
Richtig konzipierte Bohrvorrichtungen senken nicht nur die Produktionskosten durch Rationalisierung der Arbeitsabläufe und Minimierung von Fehlern, sondern verbessern auch die Gesamtqualität des Endprodukts.
FAQs
Wozu dienen Bohrschablonen?
Bohrschablonen führen das Werkzeug und gewährleisten eine genaue Platzierung, Ausrichtung und einen genauen Durchmesser der Bohrung und halten das Werkstück während des Bohrvorgangs sicher fest.
Wie funktionieren Bohrbuchsen?
Bohrbuchsen werden in die Vorrichtung eingesetzt und führen den Bohrer entlang einer vordefinierten Bahn, so dass das Werkzeug während des Bohrvorgangs in der Spur bleibt.
Welche Vorrichtung eignet sich am besten für Mehrlochbohrungen?
Die beste Bohrlehre für Mehrlochbohrungen ist die Plattenspannvorrichtung oder Indexiervorrichtung, die ein präzises Bohren an mehreren Stellen desselben Teils ermöglicht.
Können Bohrschablonen auf CNC-Maschinen verwendet werden?
Ja, Bohrschablonen können auf CNC-Maschinen eingesetzt werden, wo sie für eine präzise Werkzeugführung sorgen, was die Genauigkeit erhöht und die Rüstzeit verkürzt.
Welche Materialien eignen sich am besten für die Herstellung von Bohrschablonen?
Die besten Materialien für die Herstellung von Bohrschablonen sind Stahl, Aluminium, Werkzeugstahlund Verbundwerkstoffe für leichte, individuell gestaltete Vorrichtungen.





