
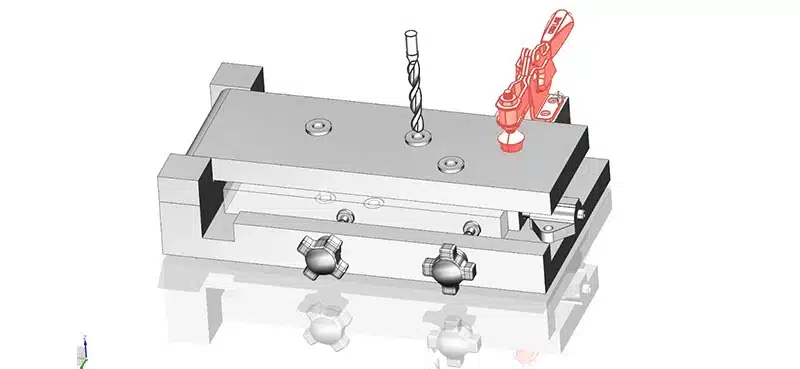
穴あけ治具の紹介
穴あけ治具は、穴あけ作業中にドリルビットをガイドし、正確な穴の配置、位置合わせ、直径を確保するために使用される特殊な工具です。これは、切削工具にガイダンスを提供しながら、固定位置にワークを保持します。 穴あけ治具 は、特に自動車、航空宇宙、電子機器製造などの産業において、高い精度、再現性、一貫性を必要とする用途向けに設計されています。
機械加工の目的
穴あけ治具の主な目的は、工具があらかじめ決められた経路をたどり、位置ずれを防ぎ、正確な位置、深さ、角度で穴があけられるようにすることです。この精度は、わずかなばらつきでも部品の不具合や手戻りにつながる可能性がある高精度な製造工程では極めて重要です。
一般的な治具・固定具との違い
一般的な ジグ&フィクスチャーs 工具をガイドし、ワークを保持する。 穴あけ治具 はドリルビットのガイドに特化し、ワークピースとの位置合わせを確実にし、必要な箇所を正確に穿孔します。単に部品を固定する治具とは異なります、 ドリリングジグ ドリル、リーマ、タッピングのような作業には欠かせない。
ボール盤用治具と固定具 - 主な違い
- 治具は工具をガイドする
穴あけ治具には、工具の動きに直接影響を与えるドリルブッシュやその他のガイド機能が含まれています。これにより、切削工具が正しい経路をたどり、穴あけ工程の精度が保証されます。 - 固定具はワークのみを保持する
対照的に、フィクスチャーはワークピースを固定するためだけのものです。工具をガイドするのではなく、加工中にパーツが正しい姿勢で安定するようにします。フィクスチャーは、フライス加工のような加工によく使用されます、 回転冶具そのものではなく、機械によって工具が誘導される。
穴あけに特別な治具が必要な理由
- 穴の精度
穴あけ治具は、ドリルビットが正確な穴あけに必要な正確な位置に留まることを保証します。このレベルの精度は、特に部品が厳しい公差仕様を満たさなければならない業界では非常に重要です。 - 位置再現性
同一の部品を大量に生産する必要がある製造環境では、穴あけ治具を使用することで、各穴が毎回正確に同じ位置に開けられ、生産工程全体の一貫性が確保されます。 - ツールアライメント
穴あけ治具は、多軸機や複雑な形状を扱う場合に特に重要な、適切な工具アライメントの維持に役立ちます。適切なツールアライメントは、エラー、ツールの摩耗、部品の歪みのリスクを低減します。 - 大量生産の一貫性
大量生産環境では、穴あけ治具は穴あけ工程の再現性を確保し、段取り時間を短縮し、品質を損なうことなく生産速度を向上させるために不可欠です。
穴あけ治具の必須要素
ジグ本体
穴あけ治具の本体は通常、スチール、アルミニウム、鋳鉄などの耐久性のある材料で作られており、他のすべてのコンポーネントの骨組みとして機能します。治具本体は、被加工物をしっかりと固定し、穴あけ加工中の安定性を維持するように設計されています。
位置決め装置(ドリルセットアップ用3-2-1)
位置決め装置は、ワークピースを治具内で位置決めするために使用されます。その 3-2-1の原則 が適用されることが多く、そこでは3点が空間内の部品の位置を制御する。この原理により、穴あけ作業中にワークが不必要に動くことなく、正しい位置に保持されます。
クランプ装置
クランプ装置 クランプはワークピースを確実に固定し、穴あけ加工中の移動や変形を防ぎます。これらのクランプは、用途や生産量に応じて、トグルクランプ、スクリュークランプ、または空圧/油圧クランプになります。
ドリルブッシュ(ツールガイド)
- 種類
ドリルブッシュは穴あけ治具の最も重要な要素です。ドリルビットを穴の正確な位置にガイドし、精度を保証します。ドリルブッシュにはいくつかの種類があります:
- 標準ブッシングシステム
これらは最も一般的に使用されるブッシュで、摩耗に耐えるように硬化鋼から作られることが多い。 - 圧入ブッシュ
これらのブッシングはジグ本体に圧入され、より永続的なソリューションが必要な場合に使用されます。 - 再生可能なブッシュ
再生可能なブッシングは、治具全体を交換することなく、摩耗したブッシングを交換することができ、大量生産に費用対効果の高いソリューションを提供します。
- 標準ブッシングシステム
インデックス&ポジショニング・エレメント
これらの要素は、同じ部品に複数の穴を開けるために、ワークピースを異なる角度や位置に配置するために使用されます。治具の割り出しシステムは、機械式または自動式があり、複数の穴あけ作業で部品の正確な回転を保証します。
チップクリアランスと冷却経路
効率的な穴あけ加工には、適切な切り屑処理とクーラント経路が不可欠です。これらの機能は、金属切屑による目詰まりを防止し、切削環境を低温に保つことで、工具寿命を延ばし、加工効率を向上させます。
穴あけ治具の種類

1.テンプレート治具
- シンプルなレイアウト
テンプレート治具は、最も単純なタイプの治具のひとつで、工具が通る穴のあいた平らな板で構成されています。特定の位置に繰り返し穴を開ける必要がある、軽い穴あけ作業に最適です。
2.プレート治具
- 最も一般的
プレート治具には、工具をガイドするドリルブッシュが取り付けられたベースプレートが含まれる。大きな部品の穴あけに広く使用され、正確な穴の間隔と位置合わせを保証します。
3.チャンネル治具
- U字型ボディ
この治具は、長尺または長方形の部品を確実に保持するU字型ボディを備えています。工具はチャンネル内のブシュを通してガイドされ、部品の長さに沿って穴あけする際の精度を保証します。
4.リーフジグ
- 積み下ろし用ヒンジ式リーフ
リーフ治具にはヒンジ部分があり、ワークの出し入れが容易です。組立ラインや素早い段取り替えが必要な環境でよく使用されます。
5.ボックスジグ
- ワークを囲む
ボックス治具はワークを完全に囲み、クランプのための複数の接点を提供します。この治具は、多面穴あけや、ワークの角度を変えて穴あけする必要がある場合に使用します。
6.改造可能/ユニバーサル治具
- 調整可能なガイド
これらの治具はフレキシブルに設計されており、調整可能なガイドを備えているため、さまざまなワークに適しています。少量生産に最適です。 加工 迅速な調整が必要な場合
7.インデックス治具
- 複数の角度位置での穴あけ用
インデックス治具を使用すると、部品を正確に回転させることができるため、同じ部品に異なる角度で複数の穴を開けることができます。これらの治具は、1つのワークピースに複雑な穴パターンを加工する際に不可欠です。
8.トラニオン治具
- 回転式
大型部品や複雑な部品に使用されるトラニオンジグは、ワークピースを回転させることができるため、穴あけ加工中に異なる表面へのアクセスが容易になります。
9.ドリルブシュ治具(精密工具用)
- 精密工具
これらの治具は、正確なツールガイダンスが必要な高精度ドリル加工用に設計されています。極めて高い精度が要求されるツーリング作業に使用されます。
What Is the 3-2-1 Principle in Jig and Fixture Design?
The 3-2-1 principle is the standard method for locating a workpiece in a jig or fixture using six points of contact. Three points sit on the primary base to lock down three degrees of freedom, two points sit on a secondary face to lock two more, and one point sits on the tertiary face to lock the final degree. Together, those six contacts fully constrain the part for accurate, repeatable machining.
Why six points
A rigid body in space has six degrees of freedom: translation along the X, Y, and Z axes, and rotation around each of those same axes. To machine a part accurately, every one of those six movements has to be controlled. The 3-2-1 method does that with the minimum number of contact points needed, which keeps the design simple, easy to clean, and easy to load.
How the contacts work
Three points on the primary locating face (typically the largest flat surface): These three points define a plane. Once the workpiece rests on them, it cannot translate downward along the vertical axis and it cannot rotate around the two horizontal axes. That accounts for three of the six degrees of freedom.
Two points on the secondary locating face (the longest side): These two points define a line. They prevent the workpiece from sliding sideways and from rotating around the vertical axis. That removes two more degrees of freedom.
One point on the tertiary locating face (the shortest end): This single point stops the workpiece from sliding along the remaining horizontal axis. With the sixth degree of freedom now controlled, the part is fully located.
A simple way to think about it
Picture a rectangular block sitting on a desk. The desk surface gives the block three contact points (three corners of the bottom). Push the block up against a wall on the long side: two more contacts. Push one end against a second wall: one final contact. The block now cannot move in any direction without lifting off one of those six contacts. That is the 3-2-1 principle in physical form.
Real-world application in CNC drilling
In a drilling jig, the 3-2-1 layout is built into the jig body using machined pads, locating pins, and a single end stop. When an operator drops a workpiece into the jig, gravity and the clamping system push the part against those six contacts. Every part that goes through the jig is located identically, which is what produces repeatable hole positions across a production run of 50, 500, or 50,000 units.
When the 3-2-1 principle is not enough
Two situations require adding contacts beyond the basic six:
- Thin or flexible parts: A sheet metal panel will deflect during drilling pressure. Additional support pads are added to prevent flex, but those pads are designed to be non-locating so they do not over-constrain the part.
- Round or curved parts: A cylinder does not have three flat faces. In that case, a V-block replaces the primary face and a separate end stop handles the axial location. The principle is the same. Only the geometry of the contacts changes.
Common mistakes engineers make
- Placing the three primary points too close together, which makes the part rock under cutting forces.
- Using more than six locating contacts, which causes the part to seat inconsistently because the contacts fight each other.
- Locating against an unmachined or rough cast surface, which destroys repeatability. The 3-2-1 contacts should always touch finished surfaces with known tolerances.
For a deeper engineering breakdown with stress calculations and a step-by-step fixture design example, see our full guide on the 3-2-1 locating principle in jig and fixture design.
穴あけ治具の用途
自動車部品ドリル加工
穴あけ治具は、エンジンブロック、サスペンション部品、シャーシなどの部品に正確な穴パターンを作成するために、自動車業界では不可欠です。
航空宇宙用穴パターン
航空宇宙製造において、穴あけ治具は、翼のスパー、胴体部分、エンジンマウントのような重要な部品が、組み立てと性能のために正しい穴パターンを持つことを保証します。
エレクトロニクス&スモールパーツ
穴あけ治具は、回路基板、コネクター、その他の電子機器のような小さな部品の精密な穴あけに使用されます。
構造製作
建設機械や重機械の分野では、穴あけ治具は構造部品に穴を開け、ボルト締めや溶接のための適切なアライメントを確保するために使用されます。
機械部品のバッチ生産
バッチ生産の場合、穴あけ治具は高品質の部品に必要な一貫性と精度を提供し、大量生産環境に最適です。
CNC+手動ボール盤
穴あけ治具は、CNCと手動の両方の穴あけ機で使用され、部品を確実に保持し、ドリルビットが正しい経路をたどるようにします。
大量反復穿孔
穴あけ治具は、自動車製造や航空宇宙製造のように、同一の穴あけパターンで部品を大量生産する業界では不可欠です。
掘削治具の設計に関する考察(エンジニアレベル)

穴の要件を決定する
- サイズ、公差、真位置、穴深さ
穴あけ治具を設計する最初のステップは、穴の仕様を明確に定義することです。これには、穴あけ加工が製造要件を満たすように、必要な穴径、公差、正確な位置、深さを決定することが含まれます。
掘削力の分析
- 軸力、ラジアル力
を理解する カッティング ドリル加工中に作用する力は不可欠です。軸方向と半径方向の力は、ワークの位置決めとクランプに影響します。これらの力を適切に設計することで、治具は安定性を維持し、ワークの移動を防ぐことができます。
3-2-1ロケの原則を適用する
- ワークの安定性
3-2-1の原理は、作業中にワークが動かないように治具に位置決めするために使用されます。この原理により、ワークは確実に保持され、正確に位置合わせされます。
クランプ装置の選択
- トグル、スイング、スクリュー、油圧/空圧クランプ
正しいクランプ装置を選択することは、作業中にワークを確実に保持するために非常に重要です。オプションには、素早く簡単にセットアップできるトグルクランプや、大量作業用の油圧・空圧クランプなどがあります。
ブッシングの選択
- 固定、リニューアブル、スリップ、ライナーブッシュ
工具をワークピースに誘導するために適切なブッシングを選択することは極めて重要です。固定ブッシングは永久的で、再生可能なブッシングは磨耗後に交換でき、スリップブッシングはツールガイドにさらなる柔軟性を提供します。
チップ除去の提供
- 穴、スロット、クーラント経路
切屑を効果的に除去することは、清潔な作業環境を維持し、切削工具が最高の性能を発揮するために不可欠です。クーラントパスは、工具の摩耗を減らし、穴あけ時のオーバーヒートを防ぎます。
積み下ろしのしやすさ
- 人間工学、オペレーターの安全性
冶具は、作業者の疲労を軽減し、生産性を向上させるため、積み下ろしのしやすさを念頭に置いて設計されるべきです。ガードや人間工学に基づいた設計などの安全機能も、労働災害を減らす上で重要な役割を果たします。
ドリルブッシュ - コンプリートガイド
ドリル・ブッシュの目的
ドリルブッシュは、ドリルビットをワークの正確な位置にガイドします。ドリルブッシュは治具本体に挿入され、正確な穴あけ経路を提供するため、穴あけ作業中にドリルビットがふらついたり、位置がずれたりすることはありません。
ブッシングの種類
- 圧入, スリップ/再生, ライナー, ねじ込み, クイック交換
ブッシングのタイプは、それぞれ異なる用途向けに設計されています。圧入ブッシングは永久的であり、再生可能ブッシングとスリップブッシングは交換が容易です。クイックチェンジブッシュは、迅速な工具交換が必要な場合に使用されます。
ブッシング材料
- 硬化鋼、超硬、スリーブインサート
ブッシングは 材料 スリーブインサートは、高速穴あけ加工での磨耗に耐えられるよう、硬化鋼や超硬などの素材が使用されています。スリーブインサートは、治具全体を交換することなく、磨耗したブッシングを交換する費用効果の高い方法を提供します。
ブッシング公差とフィット
ブッシングの公差とはめ合いは、穴の正確な位置 を確保するために非常に重要です。ブッシングがゆるいと工具の位置ずれを起こし、ブッシングがきつすぎると工具のバインディングを引き起こします。
穴あけ治具の例(使用例付き)
自動車ブラケット用プレート治具
自動車用ブラケットを固定しながら、取り付け用の正確な穴あけができるプレート治具。プレートには複数のブッシュがあり、大きく平らな部品に正確に穴をあけることができます。
ギアハウジング用ボックス治具
ボックス治具はワークを囲み、複数の角度から穴あけができるため、ギヤハウジングのすべての穴が一定の深さと位置で開けられる。
長尺シャフト用チャンネルジグ
チャンネル治具は、シャフトのような長い円筒形の部品をしっかりと固定し、ドリルビットが部品の長さに沿ってガイドされるため、正確な穴あけが可能になります。
組立ライン用リーフ治具
リーフジグの設計により、組立ラインでの部品の出し入れが容易です。ヒンジ式で、ワークへの素早いアクセスが可能です。
角穴用インデックス治具
割り出し治具は、ワークを回転させ、複数の角度位置で穴あけ加工を行います。円筒部品や複数の穴あけ面を持つ部品に穴をあける際に、均一性を確保します。
穴あけ治具の材料

マイルド・スチール
軟鋼は、入手しやすく加工が容易なため、治具の一般的な材料です。低価格で少量の穴あけ治具によく使用されます。
工具鋼
工具鋼は、耐久性と耐摩耗性が不可欠な高性能治具に使用されます。大量生産の現場でよく使用されます。
鋳鉄
鋳鉄は優れた振動減衰特性を持ち、加工力に抵抗する必要のある治具に適しています。
アルミニウム(軽量ジグ用)
アルミニウムは軽量な治具に使用され、特に可搬性と扱いやすさが必要な用途に適しています。
コンポジット/ポリマー(3Dプリント治具)
3Dプリントされた複合材料やポリマー材料は、柔軟性と迅速なプロトタイピング機能を提供し、少量生産またはカスタム設計の治具に使用されることが増えています。
穴あけ治具の利点
精度と再現性
穴あけ治具は、加工物を確実に保持し、工具を正しい経路に沿って誘導することで、高い精度と繰り返し精度を保証します。
より速い生産
手作業による位置合わせや工具調整の必要性を減らすことで、穴あけ治具は、特に大量生産環境において、生産工程をスピードアップします。
スキル要件の軽減
治具を使えば、半熟練工でも高精度の部品を作ることができ、熟練工の必要性を減らすことができる。
マルチホール精度
治具を使用することで、複数の穴を正確に開けることができ、誤差を減らし、部品のバッチ全体の均一性を確保することができます。
工具寿命の向上(ガイドドリル)
工具を正しい経路に沿って誘導することで、穴あけ治具は工具の摩耗を減らし、工具寿命を向上させ、長期的なコスト削減につながります。
穴あけ治具と穴あけ治具の比較
穴あけ治具の使用時期
穴あけ治具は、特に複数の穴や厳しい公差を伴う穴あけ作業において、高い精度、再現性、ツールガイダンスが要求される場合に不可欠です。
器具だけで十分な場合
ワークピースを安定に保持することに重点を置き、ツールガイダンスを必要としない場合は、フィクスチャーで十分です。冶具は通常、次のような、ツールパスが機械によって決定される加工に使用される。 ミーリング あるいは旋回する。
コストと精度の比較
治具は精度に優れる反面、複雑で特殊なツールガイドシステムが必要なため、コストが高くなります。一方、冶具はシンプルでコストがかかりませんが、工具の配置精度が劣ります。
穴あけ治具の最新技術
3Dプリント穴あけ治具(SLA/SLS)
SLAやSLSのような3Dプリンティング技術は、迅速なプロトタイピングや複雑なデザインのカスタム穴あけ治具の製造を可能にし、リードタイムとコストを削減します。
モジュール式クイックチェンジ治具システム
モジュール式治具は迅速な再構成が可能なため、異なる部品が異なる治具セットアップを必要とする多品種少量生産に最適です。
センサー付きスマート治具
センサーを搭載したスマート治具は、ツールの摩耗、部品のアライメント、力の分布を監視し、精度と効率を向上させるリアルタイムフィードバックを提供することができます。
位置決めピン付きCNC統合治具
CNCマシン は、自動位置決めピンを備えた治具を統合できるようになり、人手を介することなく、より迅速で正確なセットアップが可能になりました。
穴あけ治具のよくある問題と対策
ミスアライメント
ミスアライメントを修正するには、位置決め装置を正確に配置し、穴あけ時の変形に耐えられるよう治具本体の剛性を確保する。
ブッシング摩耗
ツールガイダンスの精度を維持するため、磨耗したブッシングは定期的に交換してください。更新可能なスリップブッシュは、治具の寿命を延ばすことができます。
バリの蓄積
バリの発生がドリル加工の妨げにならないよう、適切なチップクリアランスを持つ治具を設計する。
ワークの滑り
穴あけ時のスリップを防ぐため、信頼性の高いクランプ装置を使用し、ワークが適切に固定されていることを確認してください。
ドリル操作中のジャミング
作業中の詰まりを防ぐため、ドリルビットとブッシングが適切に調整され、潤滑されていることを確認してください。
保守点検の実施
ブッシング交換間隔
定期的にブッシングの磨耗をチェックし、必要に応じて交換することで、穴あけ作業の精度を維持できます。
表面クリーニング
治具の表面を定期的に清掃し、破片を除去して部品の精度に影響を与えないようにします。
クランプの磨耗チェック
クランプ装置に摩耗の兆候がないか点検し、ワークを確実に保持するために一定の力が加えられていることを確認する。
潤滑ポイント
ブッシングやクランプなどの可動部に適切な注油を行うことは、スムーズな動作を維持し、ジグの寿命を延ばすために不可欠です。
高精度ドリル用キャリブレーション
特に高精度の穴あけ作業では、継続的な精度と性能を確保するために、治具を定期的に校正します。
結論
穴あけ治具は、穴あけ作業における正確な穴の配置、工具のアライメント、再現性を確保するために不可欠です。特に大量生産で精密さが要求される環境では、高品質な部品を製造する上で重要な役割を果たします。
正確で再現可能な穴あけパターンを提供することで、効率を高め、ミスを減らし、製品全体の品質を向上させます。
適切に設計された穴あけ治具は、作業を合理化し、ミスを最小限に抑えることで生産コストを削減するだけでなく、完成品の全体的な品質を向上させます。
よくあるご質問s
穴あけ治具の目的は何ですか?
穴あけ治具は工具をガイドし、正確な穴の位置、アライメント、直径を確保し、穴あけ作業中に加工物をしっかりと保持する。
ドリルブッシュはどのように機能するのですか?
ドリルブッシュは治具に挿入され、ドリルビットを事前に定義された経路に沿ってガイドし、穴あけプロセス中に工具が軌道を維持することを保証します。
多穴加工に最適な治具は?
多穴加工に最適な治具は プレートジグ または インデックス治具これにより、同一部品の複数箇所を正確に穴あけできる。
穴あけ治具はCNCマシンに使用できますか?
穴あけ治具はCNCマシンで使用でき、正確なツールガイダンスを提供し、精度を向上させ、セットアップ時間を短縮します。
穴あけ治具を作るにはどのような材料が最適ですか?
穴あけ治具を作るのに最適な材料は以下の通りです。 スチール, アルミニウム, 工具鋼そして 複合材料 軽量な特注ジグ用。





