Walk onto any machine shop floor and you will hear the words “jig” and “fixture” used as if they mean the same thing. They do not. The distinction matters because it changes how the device is designed, what tolerances it has to hold, and how much it costs to build. This guide explains the actual difference, shows five working examples of each, and gives you a clear test for deciding which one your operation needs.
The Core Difference in One Sentence
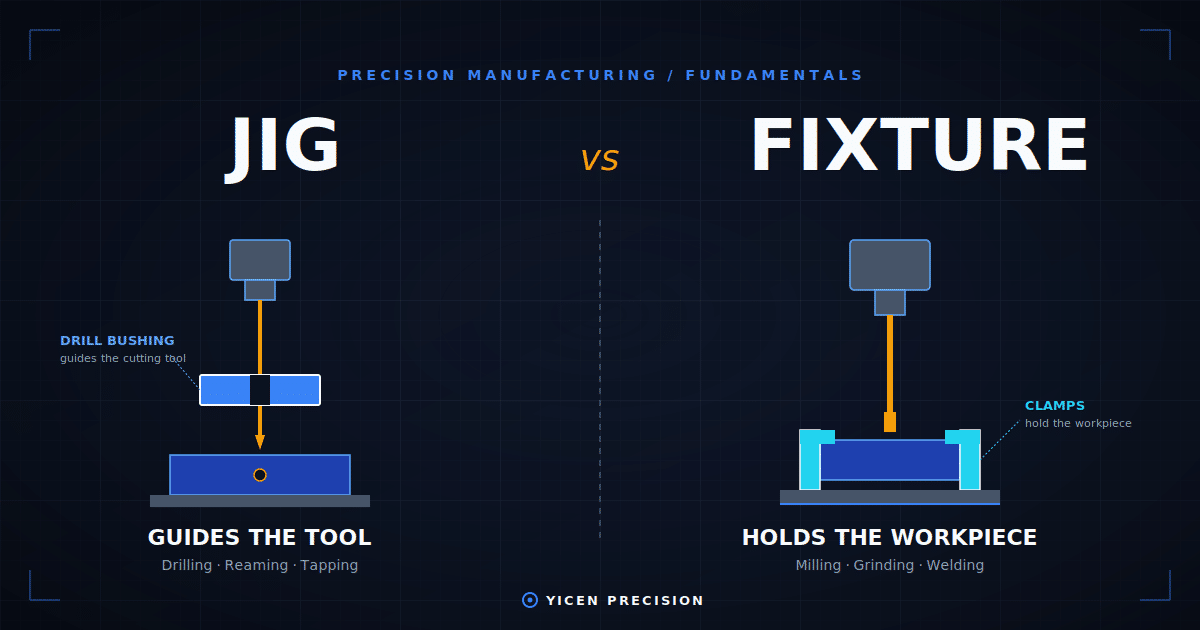
A jig guides the cutting tool. A fixture holds the workpiece.
That is the rule every fixture engineer works from. A jig has a built-in guide (usually a hardened drill bushing) that directs the tool to a precise location. A fixture has no tool guidance. It clamps the part in a known position so a separately controlled tool can do its work.
The Five Practical Differences
| 属性 | Jig | Fixture |
|---|---|---|
| Primary function | Guides the tool | Holds the workpiece |
| Tool guidance | Yes (drill bushings, templates) | いいえ |
| 代表的な使用例 | Drilling, reaming, tapping | Milling, grinding, turning, welding, inspection |
| 重量 | Light, often handheld or clamped to a drill press | Heavy, bolted to a machine table |
| Setup complexity | Simple. The jig is the setup. | More complex. Requires positioning and zeroing on the machine. |
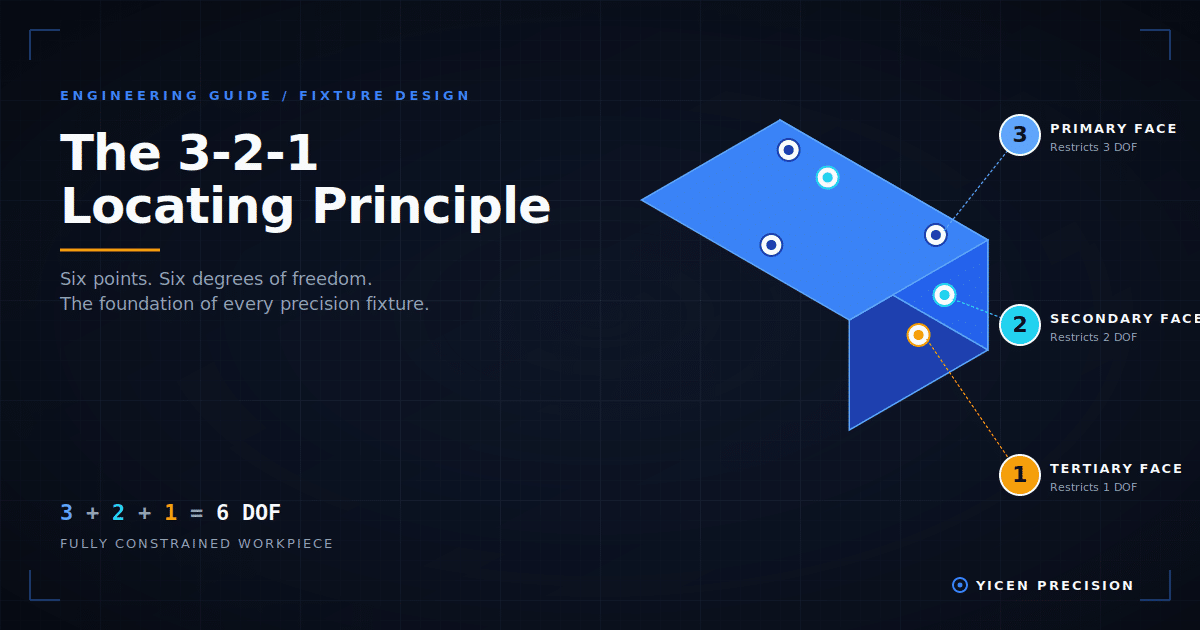
Both devices follow the 3-2-1ロケの原則. Both control the workpiece position. The defining line is whether the device also controls the tool.
When to Use a Jig
Jigs are built for hole-making operations where the position of the hole has to repeat exactly, run after run, without the operator needing to measure or program. The drill bushing in the jig physically prevents the bit from drifting, which is faster and more accurate than relying on a CNC program for high-volume drilling.
You should reach for a jig when:
- You are drilling, reaming, or tapping the same hole pattern on many identical parts.
- The operation is being done on a manual machine (drill press, radial arm drill) rather than a CNC.
- The hole position tolerance is tighter than the operator can hit by eye.
- The part is too small or too awkward to set up on a CNC for every unit.
When to Use a Fixture
Fixtures are used when the cutting tool’s position is already controlled by the machine itself (a CNC milling spindle, a grinding wheel, a welding torch following a programmed path). The fixture’s only job is to hold the workpiece in a known, repeatable position so the pre-programmed tool path produces the right geometry on every part.
You should use a fixture when:
- The operation is milling, grinding, turning, welding, or inspection.
- The machine controls the cutting tool path on its own.
- You need to clamp the part securely against cutting forces, vibration, or coolant pressure.
- You want to load the next part identically without re-measuring.
Five Examples of Jigs
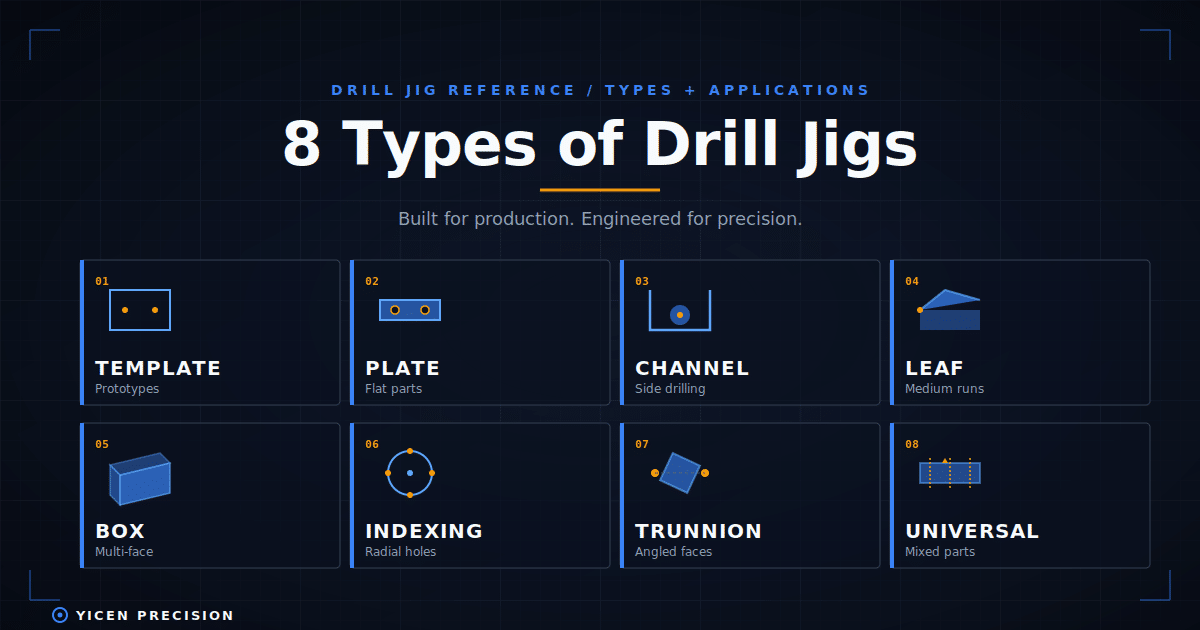
1. Plate jig
A flat plate with drill bushings mounted directly over the part. The simplest jig design. Used for drilling shallow hole patterns in flat plates, brackets, and panels. Common in light manufacturing and prototyping.
2. Box jig (also called a tumble jig)
A fully enclosed jig with drill bushings on multiple faces. The operator drills one face, rotates the entire jig, drills the next face, and so on. Used when a part needs hole patterns drilled on three or more sides from a single setup. Common in valve body manufacturing and gear housings.
3. Channel jig
A U-shaped or channel-shaped jig that wraps around the part. Drill bushings are mounted on the channel walls so holes can be drilled into the side of the workpiece. Used for cross-drilling shafts, pins, and round stock.
4. Leaf jig
A jig with a hinged top plate (the “leaf”) that swings up to load the part and clamps down to align the drill bushings. The leaf design speeds up part loading on small to medium production runs. Common in automotive component shops.
5. Indexing jig
A jig that rotates the workpiece between a series of fixed indexed positions, with drill bushings positioned for each stop. Used for drilling radial hole patterns on cylindrical parts like flanges, hubs, and rotors.
Five Examples of Fixtures
1. Milling fixture
A heavy fixture bolted to the milling machine table, designed to hold a workpiece while the spindle removes material. The fixture has clearance pockets and channels to allow the cutting tool full access to every machined feature. Aerospace structural parts almost always use custom milling fixtures.
2. Welding fixture
A fixture that holds two or more parts in exact alignment while a welder (manual or robotic) joins them. Welding fixtures account for thermal distortion by clamping the assembly tighter than it will end up after cooling. Used heavily in automotive frame production.
3. Inspection fixture
A fixture that holds a part in its design datum position so a CMM, gauge, or vision system can measure features accurately. Inspection fixtures have to be the most dimensionally accurate of any fixture type, often built to ±0.005 mm.
4. Turning fixture
A fixture mounted on a lathe spindle or sub-spindle to hold non-cylindrical parts during a turning or facing operation. Often used for off-center turning of cam-shaped or eccentric features.
5. Assembly fixture
A fixture used downstream of machining, where multiple finished parts are stacked, pressed, or fastened together in a controlled position. Common in electronics, medical device assembly, and any product where stack-up tolerance matters.
The Cost Difference
A simple plate jig for a low-volume part runs $400 to $1,200 to design and build. A drilling jig for high-volume production with hardened bushings, ergonomic clamping, and a guide block can range from $2,500 to $8,000.
A CNC milling fixture for a single setup is typically $1,500 to $5,000. Multi-station fixtures, tombstone fixtures, or fixtures with hydraulic clamping can range from $8,000 to $30,000 or more.
The price gap is not about complexity for its own sake. A fixture has to withstand cutting forces in three axes, often on a machine that is removing several cubic inches of material per minute. A jig only has to support drilling pressure on a single axis at a time. The engineering load is different, and the cost reflects that.
A Quick Decision Test
Ask yourself this single question: Does the device need to guide the cutting tool, or just hold the workpiece?
- Guide the tool = jig
- Hold the workpiece = fixture
If the answer is “both,” what you actually need is a jig (because the tool guidance is the more demanding function, and any jig has to hold the part anyway).
How Yicen Designs Both
Yicen Precision builds custom jigs and fixtures for clients in aerospace, automotive, medical device, and automation industries. Every design starts with a part drawing review, a process plan from the customer, and a 3-2-1 locating layout. Jigs are built with hardened, replaceable drill bushings rated for the expected production volume. Fixtures are built with machined locator pads, replaceable wear surfaces, and clamping that is matched to the cutting forces of the intended operation.
If you are choosing between a jig and a fixture for an upcoming production run and the operation could go either way, our engineering team can review the part, the volume, and the available machine list and recommend the most cost-effective approach. Request a fixture or jig consultation here.
よくある質問
Can the same device be both a jig and a fixture? Yes, in some shop floor environments. A device that holds a part AND guides a drill bushing is functioning as both. But by convention, if tool guidance is present, the whole device is called a jig.
Are jigs only used for drilling? Mostly. Jigs are most commonly used for drilling, reaming, tapping, and counterboring. They can also be used for routing and boring in some applications. Any operation that needs a guided cutting tool can use a jig.
Do CNC machines need fixtures? Yes. Every CNC operation that uses a workholding setup uses a fixture, even if the fixture is as simple as a machine vise. Custom fixtures are designed for parts that cannot be held in a standard vise, chuck, or pallet.
What is the difference between a fixture and a workholding device? A fixture is a type of workholding device. The category “workholding” includes vises, chucks, collets, magnetic plates, vacuum tables, and custom fixtures. A fixture specifically is a custom-built workholder for a specific part or family of parts.
Which is more expensive to design, a jig or a fixture? Fixtures are usually more expensive because they have to resist higher cutting forces and often require more clamps, more complex geometry, and tighter tolerances. Jigs are simpler in principle.
To see the full range of jig types and how each one applies, read our main guide: 穴あけ治具:種類、用途、エンジニアリングデザイン.