
はじめに
のどちらかを選択する。 CNC旋盤サービス そして CNC旋盤サービス は、精密機械加工が初めての人には分かりにくいかもしれない。どちらもコンピュータ数値制御を使用して、切削工具に対して工作物を回転させ、精密な円筒部品を作ります。しかし、本当の違いは、能力、効率、プロジェクトへの適合性にあります。.
基本的なCNC旋盤は、シャフトやロッドのような単純な旋削作業に優れています。ターニングセンターは、1つのセットアップでフライス加工、穴あけ、多軸動作を追加することにより、さらに進化します。この選択は、生産速度、部品の品質、コスト、複雑な設計を処理する能力に直接影響します。.
この詳細なガイドでは、詳細な定義、横並びの比較、2025-2026年の最新コスト、業界への応用、実際のケーススタディ、よくある落とし穴、そして明確な意思決定の枠組みを発見することができる。小規模な店舗を経営している場合でも、大量生産を行っている場合でも、これらの機械を理解することで、時間を節約し、無駄を省き、収益性を高めることができます。それでは、一歩ずつ説明していこう。.
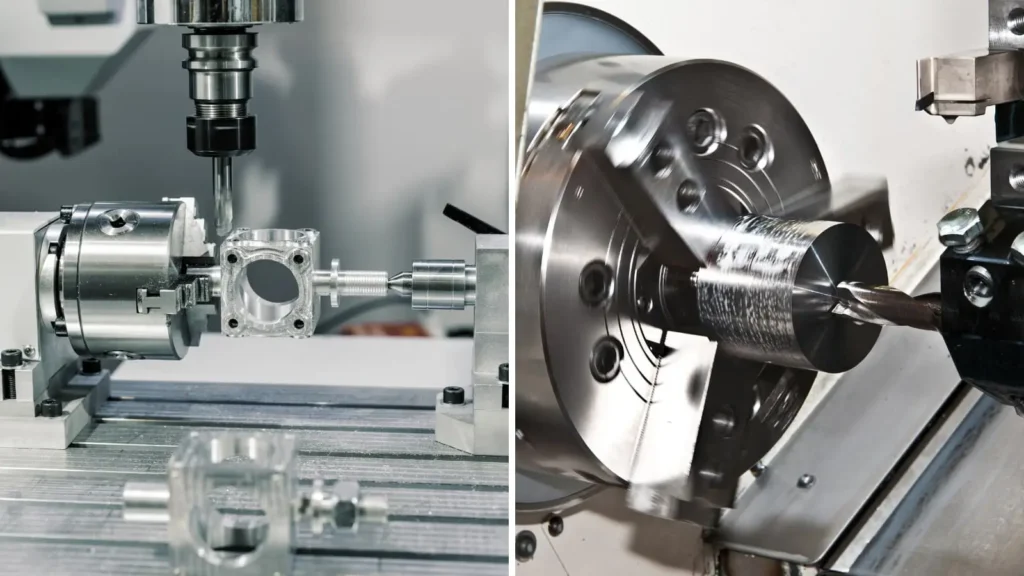
[画像/インフォグラフィックを提案します:2軸CNC旋盤と5軸CNC旋盤の横並びラベル図 CNC旋盤加工 センター、ハイライト軸、ライブツーリング、サブスピンドル]。
CNC旋盤とは?
A CNC旋盤 (コンピュータ数値制御旋盤)は、ワークピース(生材)を回転させる高精度の自動工作機械です。 材料, 多くの場合、金属棒、ロッド、または鋳物)を高速で回転させながら、1つまたは複数の固定切削工具で除去する。 材料 で成形する。この工程は、優れた精度と再現性で、左右対称の円形(円筒形または円錐形)部品を作ります。.
オペレーターが手動で工具を動かし、速度を制御する従来の手動旋盤とは異なり、CNC旋盤は事前にプログラムされたデジタル命令(通常はCAD/CAMソフトウェアから生成されたGコード)に従います。この自動化により、繰り返し作業におけるヒューマンエラーが排除され、複雑な形状を一貫して製造することが可能になり、一人のオペレーターが複数の機械を監督することができるようになります。.
最新のCNC旋盤は、ハイエンドモデルで±0.0005インチ(約0.01mm)以上の厳しい公差を達成し、精密製造に不可欠なものとなっている。.
CNC旋盤の仕組み:ステップ・バイ・ステップ
- 設計段階 - エンジニアは、CADソフトウェア(SolidWorksやFusion 360など)で3Dモデルを作成します。.
- プログラミング - CAMソフトウェアはモデルをツールパスに変換し、Gコード(「送り速度Fで工具をXの位置に移動させる」といった命令)を生成する。.
- セットアップ - オペレーターはワークをチャックにセットし、タレットに工具を取り付け、工具オフセット(正確な位置)を設定し、機械座標をゼロにする。.
- 機械加工 - CNCコントローラーはプログラムを読み取り、X軸(半径方向:中心線に向かって/中心線から離れる方向)とZ軸(長手方向:部品の長さに沿って)に沿ってツールキャリッジを動かすようサーボモーターに命令する。スピンドルはワークを回転させます(通常500~6,000 RPM、加工速度により異なります)。 材料 と直径)。.
- カッティング - 工具が剪断される 材料 を正確にパスします。クーラントは、熱を下げ、表面仕上げを改善し、切り屑を洗い流すために、その領域に流れ込む。.
- 完成と検査 - 機械が停止し、部品が取り出され、寸法がチェックされます(多くの場合、CMMやゲージを使用)。多くの最新旋盤には、自動修正用のインプロセスプローブが搭載されています。.
一度プログラムすれば、同じ部品を何百回、何千回と作ってもほとんど同じ結果が得られる。.
中核機能と共通業務
CNC旋盤が得意とする分野 回転対称 部品を製造しています。代表的な作業は以下の通り:
- ストレートターン - 長さに沿って均一に直径を小さくする(例えば、棒材からシャフトを作る)。.
- フェイシング - 軸に垂直な平らで滑らかな端面を作る。.
- テーパー加工 - 円錐形(例えば、モールステーパーや漏斗状のトランジション)を作り出す。.
- スレッディング - 外ねじまたは内ねじの切削(シングルポイントまたはマルチスタート)。.
- グルービング/パーティング - 狭い溝を切ったり、バーから完全に切り離したりする。.
- つまらない - 内径の拡大または仕上げ(ボーリングバーの使用)。.
- 掘削 - センター穴や貫通穴の作成(上級モデルではテールストックやライブツーリングを使用することが多い)。.
- ナーリング - グリップを良くするためのテクスチャーパターンの追加(工具のハンドルなど)。.
- 面取り/ラジアス - 安全性と美観のために、面取りされたエッジや丸みを帯びたコーナーを追加する。.
基本的な2軸CNC旋盤は、これらの操作に限られている。より高度なバージョンでは、ライブツーリング(主軸がインデックスされている間、フライス加工/穴あけ用の回転工具)またはY軸が追加されますが、これらはターニングセンターの領域に渡ります。.
必須コンポーネントの詳細
- ヘッドストック - 主軸モーターとギアボックスが含まれ、制御された速度で工作物を回転させるための動力を伝達する。.
- スピンドル - 回転シャフト(ノーズテーパーまたはチャックマウント付き)。最近のスピンドルは、多くの場合、C軸割り出し(キー溝などの特徴のための精密な回転位置決め)をサポートしています。.
- チャック - ワークを確実にグリップします。一般的なタイプ3爪自動調芯式(丸物用)、4爪独立式(異形状用)、コレットチャック(小径用高精度)、または特殊用途向けのマグネット/空圧式。 材料.
- 工具タレット - 8~24本の工具(基本旋盤では静止)用の回転ホルダーです。次の工具を数秒で位置決めするために自動的にインデックスします。.
- キャリッジ/クロススライド/サドル - 精密ボールネジとサーボモーターにより、X軸(横軸)とZ軸(縦軸)に沿ってタレットを移動。.
- テールストック - 主軸台と反対側のベッドに取り付け、ライブセンターまたはデッドセンターを延長し、細長いワークを支持し、ウィッピング/振動を防止する。.
- ベッド - 財団だ:
- フラットベッド - 重量のある大径部品には非常に安定している。アライメントは容易だが、切り屑は上部に溜まる。.
- 斜めベッド - 30~60°の角度をつけることで、切りくずの落下が良くなり、人間工学に基づき、高速切断時の剛性が向上。.
- チップコンベア&クーラントシステム - 切粉を自動的に除去し、高圧クーラントを供給することで、工具寿命を延ばし、仕上がりを向上させます。.
- コントロールパネル / CNCコントローラー - 頭脳」(ファナック、シーメンス、ハース、三菱など);プログラムのロード、オフセットの設定、手動ジョグのためのタッチスクリーンまたはキーボードインターフェース。.
一般的なCNC旋盤の種類
- 2軸CNC旋盤 - XとZのみ。シンプルなシャフト、ブッシング、フィッティングに最適。.
- フラットベッドCNC旋盤 - 重量のある特大作業(大型ロールやパイプの補修など)に強い。.
- スラントベッドCNC旋盤 - 最もポピュラーな近代的デザインで、より速いチップクリアランス、より良いアクセス、より高い生産剛性。.
- 立型CNC旋盤(VTL) - ワークピースは水平テーブル上で回転し、重力によってクランプされる。非常に大きく重いディスク(直径1~20メートル以上のフライホイール、エネルギー/発電のタービンケーシングなど)に使用される。.
- スイス型CNC旋盤 - ガイドブッシュは、ストックを工具の近くで支える。非常に小さく、細長い部品(時計のネジなど)が得意、, メディカル 骨ネジ)。.
手動旋盤を超える実世界での利点
CNC旋盤は、手動式よりも優れている:
- 精度と再現性 - マニュアルはオペレーターのスキルに依存します。.
- スピードと効率 - 一人のオペレーターが2~4台の機械を運転。.
- 複雑な幾何学 - テーパー、スレッド、輪郭を簡単にプログラムできる。.
- 安全性 - 回転する部品の近くで常に手動でクランキングする必要がない。.
- 生産規模 - 50~10,000個以上の部品バッチに最適。手動は単発品や修理にのみ適している。.
代表的な用途と産業
CNC旋盤は、あらゆる分野で毎日何百万もの部品を生産している:
- 自動車 - クランクシャフト、ピストン、ハブ、ブレーキローター、トランスミッションシャフト。.
- 航空宇宙 - ブッシュ、継手、着陸装置部品、タービンシャフト部分。.
- メディカル - 骨ネジ、インプラント、手術器具のハンドル、歯科部品。.
- 石油・ガス - バルブボディ、ドリルカラー、ポンプシャフト。.
- エレクトロニクス - コネクター、ハウジング、精密ピン.
- 一般製造業 - 油圧継手、ファスナー、ローラー、カスタムプロトタイプ。.
例えば、ある自動車部品サプライヤーでは、1台のCNC旋盤で1シフトあたり500本以上の同一のアクスルシャフトをスクラップゼロに近い状態で生産することができる。.
つまり、CNC旋盤は、強力な機械設計とデジタル・インテリジェンスを組み合わせることで、高速、高精度、高再現性の旋盤加工を実現し、現代の精密製造において最も基本的で広く使用されている機械の1つです。CNC旋盤は、現代の精密製造において最も基本的で広く使用されている機械です、, 材料, バッチ量、将来の複雑性のニーズ。.
CNCターニングセンターとは?

A CNC旋盤 は、旋盤技術をベースに、複合加工のための高度な機能を追加している。旋盤加工とフライス加工、ドリル加工、タッピング加工を1つのクランプで行うことから、「多軸ターニングセンター」または「複合旋盤」と呼ばれることが多い。.
中核機能と業務
基本的な旋削加工に加え、ライブツーリング(回転工具)により、スピンドルを停止または割り出しながら、平坦部のフライス加工、オフセンターの穴あけ、スロットの作成が可能です。追加軸(垂直オフセット用Y軸、主軸回転用C軸)により、複雑な形状加工が可能です。サブスピンドルは、手動で反転させることなく、パーツを裏面加工用に搬送します。.
これにより、複数の機械のセットアップが1台に減り、複雑な部品のサイクルタイムが40-70%短縮される。.
必須コンポーネント
- ライブツーリングタレット:フライス加工/穴あけ用の回転工具に動力を与える。.
- サブスピンドル:両端加工用の主軸をミラーリング。.
- Y軸:工具のオフセンター移動が可能。.
- C軸:ミーリング用精密スピンドルインデックス.
- エンクロージャーとチップ管理:安全性と効率性を高める高圧クーラントによる完全ガード。.
一般的なCNC旋盤の種類
- 横型ターニングセンタ:長尺シャフトに最適。.
- 縦型ターニングセンタ:大きくて重いディスク(フライホイールなど)に最適。.
- 多軸(4-9軸):B軸またはデュアル・タレットを追加し、究極の柔軟性を実現。メディカル.
主な違い:CNC旋盤 vs ターニングセンター
どちらもワークを回転させるが、ターニングセンターはより汎用性が高く、進化したアップグレードである。.
| 特徴 | CNC旋盤 | CNC旋盤 |
| 軸 | 通常 2 (X, Z) | 3-9(Y、C、サブスピンドルなどを追加) |
| 工具 | 静的のみ | ライブ(回転)+スタティック |
| オペレーション | 旋盤加工、フェーシング、ねじ切り、基本ドリル | + フライス、ドリル、タッピング、オフセンター |
| 複雑な部品のセットアップ | 複数のマシンが必要 | シングルセットアップ(複合旋盤) |
| サイクルタイムの短縮 | スタンダード | 30-70% 多機能部品の高速化 |
| 生産量 | 低~中 | 中~高 |
| エンクロージャー | 多くの場合、オープンまたは部分的 | 高度なクーラントで完全密閉 |
| コスト(2026年エントリーレベル) | $30,000-$100,000 | $100,000-$500,000+ |
CNC旋盤は、試作品や簡単な加工に適しています。ターニングセンターは、部品にフライス加工が必要な場合に威力を発揮し、二次加工を削減します。.
メリットとデメリット
以下は、その詳細な説明である。 メリットとデメリット の CNC旋盤 対 CNC旋盤. .私は、より詳細な推論、現実世界での意味合い、実践的な例、定量的な洞察(2025-2026年時点の業界動向による裏付けがある場合)、そしてバランスの取れたトレードオフでオリジナルのポイントを構築し、あなたのショップやプロジェクトで十分な情報に基づいた決断ができるようにした。.
CNC旋盤:長所と短所(詳細な内訳)
CNC旋盤(通常、X軸とZ軸の2軸)は、単純な回転加工に最適な機械です。信頼性が高く、利用しやすく、ジョブショップ、修理作業、少量から中量の生産で広く使用されています。.
CNC旋盤の長所
- 初期費用とセットアップ費用の削減 エントリーレベルの2軸CNC旋盤は、$30,000~$80,000(Haas、Doosan、または中国製同等品のような信頼できるブランドの2026年価格)程度から。セットアップは、基本的な工具オフセット、ワークのゼロ調整、簡単なGコードプログラムだけで済むため、簡単な作業であれば30~60分で完了することが多い。複雑な多軸シミュレーションや干渉チェックは必要ありません。このため、新興企業、ラホールやパンジャブ地方の小規模な店舗、または多額の資本支出をせずにCNCで水面を試す人に理想的です。.
- よりシンプルなプログラミングと操作(トレーニングの必要性が少ない) プログラミングは、基本的な旋削サイクル(G71荒加工、G70仕上げ加工、G76ねじ切り加工など)に限定される。オペレーターは、数ヶ月ではなく数週間で効果的な使い方を習得できます。多くの工場では、ファナック/シーメンスの基本的なトレーニングを受けた後、半熟練スタッフでこれらを運用しています。これにより、人件費を削減し、プログラミングエラーによるダウンタイムを削減することができます。.
- 高精度円筒部品に最適 剛性の高いスラントベッドまたはフラットベッド、高速スピンドル(最大6,000 RPM)、精密なボールねじ駆動により、旋盤は日常的に直径と長さで±0.001インチ(±0.025 mm)またはそれ以上の公差を保持します。表面仕上げはRa0.4~0.8 µmに容易に達します。シャフト、ブッシング、ピン、ローラー、継手、または油圧部品のような純粋な円形部品の場合、このレベルの精度は、より高価な機械にはオーバーキルであることがよくあります。.
- 少量生産、ジョブショップワークに最適な信頼性 頻繁に部品を交換する環境(例:自動車のカスタム修理、金型、少量生産)では、迅速なセットアップと簡単な手動介入(ジョギング、MDIコマンド)が光ります。めったに使わない高度な機能の「オーバーヘッド」を避けることができます。自動車スペアパーツや一般的なエンジニアリングのパキスタン製造部門の多くは、収益性の高い小ロット生産にこの機械を利用しています。.
- 基本的なセットアップにおける時間当たりの運転コストの低減 電力消費、工具の摩耗、メンテナンスは控えめです(労働力、クーラント、電力を含めて、およそ$35~75/時間)。稼動工具がないため、高価な回転工具ホルダーや駆動工具スピンドルのメンテナンスが少なくて済みます。簡単な加工であれば、複雑度の低い加工でも、機械代はすぐに回収できます。.
CNC旋盤の短所
- 回転形状に限定、フラット/スロットは別工程が必要 Y軸やライブツーリングがない = パーツを別のフライスセンターに移動しなければ、オフセンターフライス加工、クロスドリル加工、キー溝加工ができない。これは、ハンドリング、再調整、ミスアライメントのリスク(0.01~0.05 mmのスタックアップ誤差が一般的)を追加します。フライス加工されたフラットサークルやボルトサークルを持つシャフトの場合、総リードタイムは2倍から3倍になります。.
- 複雑な部品の長い生産時間 マルチセットアップワークフローは、サイクルタイムを劇的に向上させます。例旋盤加工+フライス加工+穴あけ加工が必要な部品では、別々の機械で3~4回の加工が必要な場合があります。全体的なスループットは、フィーチャーリッチな部品で40-70%低下し、中程度の加工では利益率を圧迫する。.
- より多くのセットアップがエラーのリスクと労力を増加させる 別の機械に移動するたびに、再ゼロ調整、クランプによる部品の歪み、オペレーターの疲労、スクラップのリスクなど、ばらつきが生じる。誰かが部品を移動し、再検査し、再装填しなければならないため、人件費が上昇する。多品種生産工場では、これがボトルネックと品質のばらつきを生む。.
CNC旋盤:長所と短所(詳細)
A CNC旋盤 (3-9軸、ライブツーリング、サブスピンドル、Y軸など)は、複雑なパーツを効率的に加工するために設計された複合加工機です。.
CNC旋盤の長所
- マルチタスクでハンドリングとエラーを減らす 完成部品 ワンクランプ直径加工、フラット加工、交差穴加工、ねじ切り加工、さらにはサブスピンドルによる裏面加工まで、すべてオペレーターの介在なしに行うことができます。これにより、搬送ミスがなくなり、同芯度が向上し(0.005mm未満が多い)、スクラップ率が大幅に削減されます。ハンドリングに関連する不良が50-80%減少したとの報告もあります。.
- 複雑で高価値な部品のスループットを向上 多機能部品(航空宇宙用継手など)では、サイクルタイムが30-70%低下する、, メディカル インプラント、自動車カムシャフト)。4,000~8,000rpmのライブツーリングにより、高速サイドミル加工が可能。高い 材料 頑丈な構造と高トルクのスピンドルにより)除去率は、チタンやインコネルのような強靭な合金に理想的です。.
- ワンクランプによる表面仕上げの向上と公差の厳格化 1回のセットアップで再位置決めエラーを回避。部品は多くの場合、公差±0.0005インチとRa 0.2~0.4μmの仕上げを安定して達成します。高価値産業 (医療機器、, 手直しや不合格が高価な防衛、航空宇宙)。.
- 自動化機能が効率を高める バーストックラン用バーフィーダー、パーツキャッチャー/サブスピンドル排出、インサイクル測定用ツールプローブ、チップコンベアにより、最小限の監視で24時間365日機械を稼動させることができます。ベーシック旋盤の50~60%に対し、80~90%の主軸稼働率を達成する工場も少なくありません。.
- スピードと複雑さが要求される産業に最適 自動車用トランスミッション部品、石油・ガス用バルブボディ、再生可能エネルギー用シャフトなど、部品の複雑さが投資を正当化する中・大量生産に最適です。成長分野(2026年のEV部品など)では、ターニングセンターが短納期と高い利益率を実現します。.
CNC旋盤の短所
- 高い購入価格とメンテナンス エントリーモデルは $100,000-$250,000 から、5-9 軸の上級バージョンは $400,000-$600,000 以上となる。ライブツールスピンドル、Y軸ウェイ、サブスピンドルアライメント、より多くのセンサーは、より高い年間サービス契約(多くの場合、機械コストの8~12%)を意味します。複雑なため、ダウンタイムが多くなる。.
- 多軸パスプログラミングの学習曲線がより速くなる CAMソフトウェアは、同時多軸モーション、衝突回避、C/Y軸同期を処理しなければならない。プログラマーは高度なトレーニングが必要(数週間から数ヶ月)。エラーは、高価なライブツールをクラッシュさせたり、機械を損傷させる可能性がある。.
- 単純な旋盤加工には過剰な(そして高価な)作業 基本的なシャフトやブッシングの場合、余分な軸や機能がアイドル状態になり、時間当たりのコストが膨らみます(1時間当たり$60~150)。セットアップ時間も長くなり(複雑なプログラムでは1~3時間)、少量で単純な加工では不経済になる。センタを購入した後でも、このような作業用にベーシックな旋盤を維持しているショップは多い。.
プロのヒント(拡大):
もし 80%+現在および近い将来の仕事について 基本的な円筒旋盤加工(例:シャフト、ピン、フライス削りのない継手)であれば、2軸CNC旋盤から始めましょう。複雑さや加工量が増加するにつれ(例えば、側面に平らな面、穴、またはねじ山を追加する)、ターニングセンターにアップグレードします。実際の例では、多くの工場が以下の期間で投資回収を達成しています。 12~24カ月 を通した:
- 40-60%の省力化(段取り・オペレーターの削減)
- 30-50%をより早くお客様にお届けします。
- スクラップと再加工の低減(ワンクランプ精度)
- マシン稼働率の向上(無人運転)
2025~2026年の事例では、中量の複雑部品用にターニングセンタを増設した工場では、次のようなことがよく見られる。 25-50% 利益率改善 そのような仕事では、たとえ初期費用が高くついたとしても。.
この詳細なビューは、特定の部品、バッチサイズ、予算、成長計画に基づいてトレードオフを計量するのに役立つはずです。ラホールでの仕事が自動車部品や一般的なエンジニアリングに傾いているのであれば、旋盤が賢明な最初のステップとなるでしょう。より具体的なアドバイスが必要な場合は、典型的な部品や生産量をお知らせください!
更新されたコスト比較(2025-2026年データ)
以下は、その詳細で、拡大され、更新された説明である。 更新されたコスト比較(2025-2026年データ) セクションをご覧ください。主要ブランド(Haas、Doosan/DN Solutions、Mazakなど)の現在の市場データ、地域差(輸入関税、送料、現地サプライヤーが最終コストに影響するパキスタンのような市場への配慮を含む)、運営費、市場統計、さらに隠れた要因に基づく現実的な2025~2026年の価格帯を組み込みました。これにより、より深く、実践的な洞察、ROIの例、コストが変動する理由などが示され、製造業(特に中小規模の店舗が多いラホール/パンジャブ州)に携わる読者にとって、はるかに包括的で有益なものとなっている。.
更新されたコスト比較(2025-2026年データ)
CNCマシン 2025-2026年の価格は、世界的なサプライチェーンの回復、部品(サーボモーター、スピンドル、制御装置)のインフレ、為替レート、輸入関税(パキスタンでは機械にかかる関税~10-30%)、ブランドのポジショニングにより変動し続ける。Haas(米国)、Mazak(日本)、Doosan/DN Solutions(韓国)のようなプレミアムブランドは、強力なリセールバリューとローカルサポートで中高級セグメントを支配している。中国メーカー(例:Taian HAISHU、 SMTCL)のエントリーレベルのオプションは、初期費用は低いが、長期的なメンテナン ス費用が高かったり、精度や信頼性が低かったりする可能性がある。.
下記の価格は概算です。 ニューマシン の範囲は米ドルです(FOB 工場または工場渡し、パキスタンへの配送、関税、設置、トレーニングには15-40%を加算)。中古/再生機は40-70%のコストを削減することができますが、時代遅れの制御や摩耗などのリスクを伴います。.
機械タイプ別購入価格内訳
- 初級2軸CNC旋盤 (基本スラント/フラットベッド、6-8″チャック、1.75-2.5″バール容量、4,000-6,000 RPM、ファナック/シーメンス/ハース制御) $25,000 - $80,000 (ラホールでの小規模店舗、新興企業、または量の少ない仕事に適している)。.
- Haas ST-10またはTL-1シリーズ:~$60,000-$82,000(新品、基本オプション付き)。.
- 中国ブランド(例:泰安HAISHU HSシリーズ):$15,000-$40,000(手頃なエントリー、初心者には良いが、スピンドルの品質をチェックすること)。.
- 中級(Doosan LynxまたはRomi):$40,000–$70,000.シンプルなシャフト、継手、または自動車部品に最適。.
- アドオン付き中型CNC旋盤 (Y軸オプション、ライブツーリングベーシック、大型チャック/バー、高回転/高トルクなど)。 $80,000 - $160,000.
- ハースST-20/ST-25シリーズ:$75,000–$100,000+.
- Y軸付きMazakまたはDoosanスラントベッド:$90,000~$150,000。これは「軽い」ターニングセンター機能への橋渡しであり、完全な多軸コストをかけずにオフセンター機能を追加します。.
- 基本3-4軸 CNC旋盤加工 センター (ライブツーリング、C軸、サブスピンドルオプション、Y軸標準) $100,000 - $280,000.
- Haas ST-30または同様の複合加工:$100,000~$180,000。.
- Doosan PumaまたはMazakクイックターン:$150,000~$250,000。中量の複雑な部品に最適(例:自動車用ギア、, メディカル フィッティング)-セットアップを2-3台から1台に減らす。.
- 先進の5-9軸または2スピンドルターニングセンタ (フル多軸、デュアルタレット、B軸、高精度サブスピンドル、自動化対応) $250,000 - $650,000 以上.
- Mazak Integrex または DMG Mori NTX シリーズ:$300,000–$600,000+.
- DoosanまたはHaasの高級UMC一体型ターンミル:$250,000–$500,000.航空宇宙、防衛、または高価値製品向け。 メディカル-タービンブレードやインプラントをワンクランプで処理。.
パキスタンのバイヤーへ:現地代理店(例:ラホール/カラチ)は、輸入、運賃、通関、試運転のために20-35%を追加することが多い。中国からの輸入品は初期費用は安いが、ダウンタイムが長くなる可能性がある。Haas/Doosanは代理店経由の地域サポートが充実している。.
[画像/インフォグラフィックの提案CNC旋盤とターニングセンタの購入価格階層(エントリー/ミッド/アドバンス)を2026米ドルで比較した棒グラフ。]
1時間当たりの運転コスト(2025~2026年の推定値)
これらは 店舗負担率 (機械代+人件費+諸経費)。実際の金額は場所によって異なる(パキスタンの電気代は産業用で40~60ペソ/kWh、人件費は欧米より低い)。.
- CNC旋盤 (2軸ベーシック): $35-$85/時間.
- 内訳電気/電力:~$5~10、冷却水/工具:~$5~15、オペレーターの人件費:~$15~30(ラホールでは熟練工)、減価償却費/メンテナンス:~$10~20。.
- セットアップ時間を含めると高くなる。.
- CNC旋盤 (多軸/ライブツーリング): 1時間あたり$60~$150以上.
- 内訳:複雑な制御、ライブツールスピンドル($10-25)、高出力(15-40 kW)、熟練プログラマー/オペレーター($25-45)、および高度な冷却水/高圧システム。.
- 主な利点:例えば、旋盤+ミルで4時間かかる部品が、センターでは1.5時間で済むかもしれません。.
予算のための追加コスト要因
- トレーニング:$2,000~$12,000(基本旋盤:1~2週間、ターニングセンター:4~8週間、高度CAM/多軸)。パキスタンでは、現地の研究機関やサプライヤー・プログラムがコストを抑えるのに役立っています。.
- 工具・消耗品:$5,000-$30,000(チップ、ホルダ、ライブツールはセンターの方が高い)。年間:機械価格の8-15%。.
- 年間メンテナンス:一般的に 購入価格の5-10% (基本的な旋盤は3-5%、高度なセンターは部品/センサーが多いため7-12%)。予防サービス、部品、校正を含む-予算$3,000-$50,000/年(モデルによる)。.
- その他の隠れたコスト:設置/リギング($5,000-$15,000)、ソフトウェアアップグレード(CAD/CAMライセンス$2,000-$10,000/年)、電気代、学習曲線中のダウンタイム。.
CNCの世界市場動向(2025-2026年)
グローバル CNC工作機械 市場の評価額は約 2025年に$101~1080億ドル, に達すると予想されている。 2026年に$1,080~1,100億円 に成長する。 2033-2034年までに$177-2510億円 での 5-11%のCAGR (ソースは範囲によって異なる:フォーチュン・ビジネス・インサイト:~11.1%、その他:5~10%)。成長の原動力は、自動化需要、EV/航空宇宙部品、インダストリー4.0統合、アジア太平洋地域のリショアリング(55%+の市場シェア)などである。これは、メンテナンスの行き届いた機械の再販価値の高さを支えている。.
ROIの考察と実践的アドバイス
- 旋盤ROI:低複雑度の仕事を安定してこなす小規模店(パンジャブ地方の自動車部品など)の場合、6~18カ月であることが多い。.
- ターニングセンターのROI:中・大量・複雑なジョブの場合、12~36ヶ月-労力の削減(1回のセットアップで複数回のセットアップが可能)、スクラップの削減、納期の短縮が可能。.
- プロからのアドバイス:真の部品単価を計算する:(機械時給×サイクルタイム)+。 材料 +労働力。複雑なパーツの場合、旋盤加工センターが、より高い料金にもかかわらず、勝つことができる。小規模(旋盤)から始め、注文が増えるにつれてセンターに移行する。.
この詳細な内訳は、読者が現実的な予算を立て、見積もりを比較し、投資を正当化するのに役立ちます。あなたの店の台数、パーツの複雑さ、地域の電気代や人件費などを考慮して、最良の決断を下しましょう。典型的な部品や予算を教えていただければ、さらに絞り込むことができる!
選び方ステップ・バイ・ステップ決定ガイド

ここに、あなたが提供したセクションの、深く詳細で、拡大された、質の高いバージョンがある: 選び方ステップ・バイ・ステップ決定ガイド, 避けるべき一般的な間違い, 実例とケーススタディの拡充そして の今後の動向 CNC旋盤加工 (2026+). .実践的な説明、現実的な推論、定量的な洞察(2025-2026年の業界データとトレンドから抽出)、店舗(特にラホール/パンジャブのような中小規模の事業を展開する地域)に合わせた実行可能なアドバイス、そしてソース例やROIの検討のようなE-E-A-Tの要素で、それぞれを充実させた。.
選び方ステップ・バイ・ステップ決定ガイド
のいずれかを選択する。 CNC旋盤 そして CNC旋盤 それは、機械を、貴社の部品、生産実態、予算、成長の道筋に適合させることである。この決定を急ぐと、設備が十分に使用されなかったり、後で高額なアップグレードを余儀なくされたりすることがよくあります。この構造化された6ステップのプロセスに従って、データに基づいた賢い選択をしてください。.
- 部品の図面を徹底的に分析する特徴と複雑さを数える 実際のCAD図面や設計図から始めましょう。必要な操作をすべてリストアップします:
- 純粋な旋盤加工(直径、面、テーパー、ねじ、溝)?→ CNC旋盤で十分です。.
- フラット、キー溝、スロット、オフセンター穴、クロスドリル、またはタッピングをフライス加工しますか?→ライブツーリング、Y軸、C軸が必要→ターニングセンターが必要。フィーチャーを数える:30~40%以上、フライス加工やドリル加工を伴う場合、ターニングセンターは二次セットアップを省き、加工時間を大幅に短縮する。ヒント:CAMソフトウェア(Fusion 360やMastercamなど)を使って、両方のマシンをシミュレートする。セットアップを見積もる:セットアップ1回(ターニングセンター)対2~4回(旋盤+フライス盤)。油圧継手のような複雑な部品や メディカル パキスタンの自動車/エンジニアリング工場では一般的なコネクターで、このステップでは、ターニングセンターで40-70%のサイクルタイム短縮が明らかになります。.
- 生産量とバッチサイズの評価
- 少量生産(1-100個/月)またはプロトタイプ/単純生産 → CNC旋盤を使う。セットアップが早く(30~60分)、時間当たりのコストが低いため、ジョブショップやカスタムワークに最適です。.
- 中・大量注文(月産200個以上)またはリピート注文 → ターニングセンターの勝利。ワンクランプによる複合加工は、ハンドリング、労力、エラーを削減し、多くの場合、スループット30-60%を向上させます。ラホールの自動車部品や一般的なエンジニアリングの現場では、多くの工場が少量の特注加工用に旋盤を導入していますが、地元のOEMからのリピートオーダーが増えると、アップグレードを行います。.
- 予算、スペース、インフラを現実的に評価する
- 予算:エントリー旋盤は$30,000~$80,000、ターニングセンターは$100,000以上から。パキスタンの陸揚げコスト(関税+送料~20~35%)を考慮する。.
- スペース:旋盤は床面積が少なくて済む(設置面積が小さく、基礎がシンプル)。ターニングセンターは、エンクロージャー、チップコンベア、クーラントシステムを設置するためのスペースが必要です。.
- 電力/ユーティリティ:スピンドルモーター(10-30 HPが一般的)と3相の安定性をチェックする。多くの小規模工場では、電気系統のアップグレードやクーラントの廃棄を軽視しています。.
- 将来の成長と拡張性を考慮する 聞いてください:2~3年後、部品はもっと複雑になっているだろうか? メディカル 輸出)?新しい顧客で生産量は倍増するのか?旋盤では、基本的な旋盤加工に制限される。ターニングセンターは、より良いスケールアップが可能です(バーフィーダー、消灯運転のためのロボットを追加)。2025年のケーススタディによると、アップグレード後に25~50%の利益増を達成している店舗が多い。インダストリー4.0への対応を計画する(IoTポート、データ接続)。.
- 実部品での試作、デモ、テストのサイクルタイム サプライヤー(Haas、Doosan、ラホール/カラチの現地代理店)から、やみくもにデモを要求するような買い方は決してしないこと。.
- 真のROIを計算する:時間の節約と初期費用の比較 この簡単な公式を使う: ROI (月) = (機械コスト + トレーニング + 工具費) / (毎月の節約額) 労働力の削減(オペレーターやセットアップの削減)、スクラップの削減(精度の向上)、納期の短縮(顧客満足度の向上)、複雑な作業における利益率の向上。例ターニングセンター($15万)は、中程度の加工で40%の労力と50%のサイクルタイムを節約します。旋盤は、単純な部品の場合、投資回収が早い(6~18ヶ月)。メンテナンス(年間5-10%)とエネルギーを含む。.
専門家のアドバイス:常に優先順位をつける 主軸回転数 (高回転=小径のカットが速く、仕上がりが良い)と 機械剛性 (重い鋳物は振動を抑え、厳しい公差を実現します)。サプライヤーから3~5社の見積もりを取り(Haas社は現地でのサポートが充実している)、トレーニング/工具パッケージについて交渉し、現場でのデモを依頼する。パキスタンでは、現地でのサービスの可用性を考慮する。.
選択時に避けるべき一般的な間違い
多くのショップが、こうした落とし穴を飛ばして何千ドルも無駄にしている:
- 価格だけで選ぶ→パワー不足のマシンになる 安価なエントリーレベルの旋盤は、剛性やスピンドルのパワーに欠け、振動が仕上げを台無しにし、工具寿命が短くなり、すぐに手放せなくなります。品質に投資しましょう(例えば、切屑の流れを良くするために、フラットベッドよりスラントベッド)。.
- 部品の複雑さを無視→旋盤では効率的にスロットを加工できない たかが旋盤」と思って旋盤を買うと、別にミルが必要なことに気づく。その結果、段取り替えが二度手間となり、アライメントのミスや時間のロスにつながる。.
- オペレーター・トレーニングの省略 → 熟練プログラマーが求められるターニング・センター 多軸/ライブツーリングには高度な CAM の知識が必要です。トレーニング($2,000-10,000)を受けないと、クラッシュ、不良プログラム、ダウンタイムが発生する。多くのショップは、ここで手を抜いたことを後悔している。.
- メンテナンス予算の軽視 → ダウンタイムに数千ドルのコスト 年間サービス(機械コストの5-10%)+スペアの見落とし。ライブツールスピンドルが破損すると、生産が数週間停止する可能性がある。.
- スケーラビリティを見過ごす → 複雑な市場では旋盤が成長を制限する あまりにベーシックなものから始めると、顧客がミルド機能や大量生産を要求してきたときに限界がくる。後でアップグレードすれば、投資額は倍増する。.
- 材料でテストしていない → 振動や欠けの問題が後で起こる アルミのチップはスチールやチタンとは異なります。チップの破損や熱の問題は、マシンを使用不能にする可能性があります。.
実例とケーススタディの拡充

- バイクメーカー - ハンドルステム用の基本的なCNC旋盤を使用:迅速なセットアップ、季節ロット用の低コスト生産。.
- 自動車サプライヤー - ピストンをターニングセンターに変更:1回のセットアップでねじ切り/フライス加工を追加し、生産量を向上。 35% そして労働力を削減する。.
- 航空宇宙請負業者 - ライブツールによるチタンシャフトの溝加工: 節減 50%時間 公差が厳しい場合には重要です。.
- 医療法人 - 旋盤で骨ピンを加工:シンプルな形状、高い再現性、少量精度のための費用対効果。.
- エレクトロニクス・プロデューサー - Y軸を中心にコネクタに正確な穴を開けます:多軸精度が不良を防ぎます。.
- オイルリグ部品 - 重量のあるパイプを扱う立旋盤:重力クランプが大径パイプのたわみを防止します。.
- 家具メーカー - 旋盤で木製の脚を削る:曲線に費用対効果が高く、非金属にも有効。.
- ディフェンス - 多軸センターで複雑な砲身を加工:強靭な合金の複雑な形状に対応。.
- 風力エネルギー - ターニングセンターの大型ハブ:高トルクでスケールと重量を管理。.
- マリン - 旋盤によるプロペラ:基本的なカーブ、修理作業のための耐久性のある結果。.
- 建設 - センターフライスによる大量生産ボルト:フラット/スレッドを効率的に追加します。.
- 農機具 - 旋盤でアクスルを成形:耐久性のあるスチール製で酷使に耐える。.
- 中規模オートショップのケーススタディ(2024-2025年) - ターニングセンターにアップグレード:段取り替えを3回から1回に減らし、利益率を向上 40% より迅速な納品とスクラップの削減を通じて(店舗がマルチタスクに移行した実例)。.
- 精密金属加工(ジョブショップの例) - マニュアルから CNCターニングセンター: 無灯火運転で定員を2倍に増やした、, 40%利益急増 初年度は自動化で。.
CNC旋盤加工の将来動向(2026年以降)
CNC旋盤加工 は、よりスマートで、より接続された、持続可能なシステムへと急速に進化している。2026年以降の主要トレンド
- AIによる予知保全と適応加工 - AIがセンサーをリアルタイムで分析し、送り/速度の調整、故障の予測(ダウンタイムの削減)、ツールパスの最適化を自動的に行います。2026年のコントローラの主流。.
- ハイブリッド複合加工機 - ターニング+アディショナルを組み合わせる3Dプリンティング ラフ形状) + 1回のセットアップでサブトラクティブ仕上げ。複雑な形状に最適(航空宇宙/航空宇宙/航空宇宙/航空宇宙/航空宇宙/航空宇宙/航空宇宙/航空宇宙/航空宇宙/航空宇宙/航空宇宙メディカル)、無駄を省き、内部機能を可能にする。.
- インダストリー4.0の統合(IoTとデジタルツイン) - マシンはIoTで接続され、リアルタイムのモニタリング、クラウドCAM、デジタルツイン(仮想レプリカ)により、切削前にシミュレーションを行い、エラーとリードタイムを削減する。.
- 高度なオートメーションとライトアウト - ロボットによる給仕、バーへの供給、AIによる自己補正により、24時間365日の無人運転が可能になる。.
- サステナビリティ重視 - エネルギー効率の高い設計、クーラントリサイクル、最小量潤滑(MQL)、カーボントラッキングは、顧客の要求や規制によって標準化されるようになった。.
- 市場の成長 - CNC部門の成長率 5-11% CAGR 2030年代まで、EV、航空宇宙、リショアリングが原動力。多軸ターニングセンターが採用をリード。.
これらのトレンドは、拡張可能なターニング・センターへの投資を今すぐサポートし、よりスマートで環境に優しく、収益性の高い製造業を実現します。.
この拡大されたコンテンツは、実用的で信頼できるものでありながら、実質的な深みを増している。ビジュアル(例:ディシジョンガイドのフローチャート)やパキスタン特有のサプライヤーに関するヒントが必要な場合は、お知らせください!
要点
- CNC旋盤:単純な円筒形、中・少量の加工に最適。.
- ターニングセンタ:複雑、多機能、高効率生産に最適。.
- センターのコストは高くなるが、時間や労力の節約によって相殺されることが多い。.
- お客様の部品、生産量、成長計画に合わせます。.
- トレーニングや複雑さを過小評価するような落とし穴は避けること。.
- 航空宇宙産業メディカル ターニングセンターを好む。.
- 未来:より賢く、より自動化された機械が待っている。.
結論
CNC旋盤対ターニングセンターの議論は、お客様の特定のニーズ、すなわちシンプルさと手頃さ(旋盤)対多用途性とスピード(ターニングセンター)に帰着します。旋盤は、基礎となる円筒加工を確実に処理します。ターニングセンターは、より少ないエラーとより速いスループットで、複雑で高価値の生産を解き放ちます。.
このガイドを使用して、部品、予算、目標を評価してください。正しい選択は、現代の製造業における効率、品質、競争力を促進します。.
よくあるご質問
1.CNC旋盤とターニングセンターの主な違いは何ですか?
CNC旋盤:2軸、旋盤加工のみ(シリンダー、ネジ山)。.
ターニングセンター:3軸以上+ライブツール、旋削+フライス/ドリル加工を1回のセットアップで行う。.
2.小規模店や少量の仕事にはどちらが適していますか?
CNC旋盤 - 価格が安く($30k~$80k)、運転が簡単で、基本的な円形部品や小ロットに最適。.
3.2026年、ターニングセンターのコストは?
基本モデル:$100k-$280k。Advanced: $250k–$650k+.複雑な部品には価値がある(サイクルが速く、労力が少ない)。.
4.ターニングセンターは旋盤の代わりになりますか?
そうだね。旋盤でできることはすべてできるし、フライス加工もできる。でも簡単な仕事だけなら、旋盤の方が安くて十分です。.
5.選ぶ前にまず確認すべきことは?
部品を見る:ほとんどが丸い→旋盤。フラット、穴、フライス加工が必要→ターニングセンター。実際のパーツをデモする!





